иого смещения зон нагрева свариваемых металлов. Пример. Осуществляют сварку Э10-Ш с бронзой БрКМцЗт. Про изводят измерение диаметра пучка ме дом вращающегося зонда. Величина дн метра фокального пятна составляет i О,66 мм. Определяют скорость сварки по фо муле: 2.ТН() dp СсТпл 4 t пл ) 2арСсТпл и„дТJ 0,056А - ток сварки; и 225008 .- ускоряющее напряж ние;
,,2/.5б. 22600
lIiL iini22ilLiIlII IliIEl2i ±l2lLI 2liiililll2iliILl2i2±i2il -05л .-2-1,234-8,4- (0, + 205) V О,5 см/С 5 мм/с Определяют частоту колебаний электронного луча по формуле: „ d(l-k) 7 + т Н П где-С +г Т |, т.е. (l-k)- f d(l-k) 5 мм/с - скорость сварки; 0,66 м - диаметр фокального пятна; - коэффициент перекрытия. 0,66(1-0,5) Амплитуду колебаний электронного пучка определяют по формуле:А k k kj FU-/Vu, где k k - . -- - где к 2jjr; N Zd Подставляя значения k, Ic, получают ЯШ -lli A aw pu где Mf магнитная проницаемость вакуума 15 MM высота; 5000 число витков; 45 MM средний диаметр 1000 Ом- сопротивление от клоняющих катуше F 50 мм - расстояние от це тра отклоняющей систеь до повер ности свариваемо изделия; и 22500 В- ускоряющее напря жeниef UQ 0,2В - напряжение на за жимах отклоняюще системы пушки.
,95
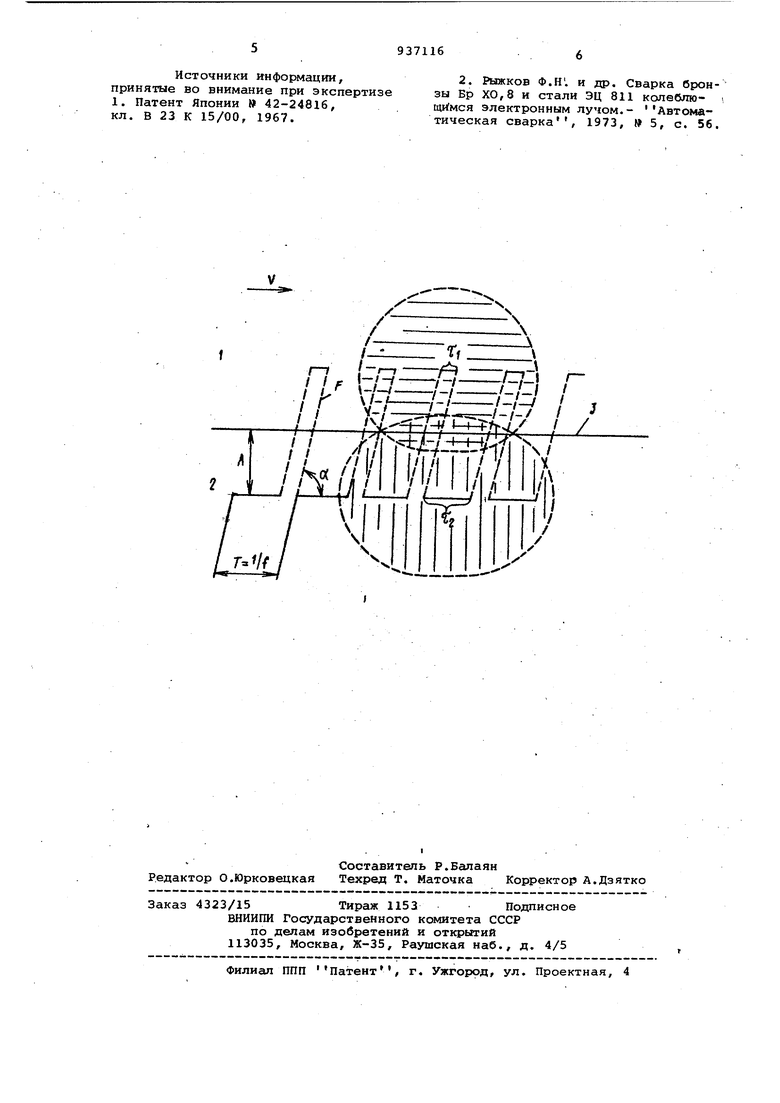
--Т - Т - --t-Г - - -™ - - гг Н 0,475 см- глубина проплавления бронзы; d 0,48 см - ширина зоны шва в вершине; с 0,381 - теплоемк ост ь; г.град р : 8,4 г/см - плотность; т.пл.1080°С - температура плавления бронзы БрКМц 3-1; L 205 Дж/г - удельная энергия пл., плавления бронзы; а 1,234 см2/с - коэффициент температуро проводности; ,95 вт/см град - теплопроводность. 1 159000« 50. А 0,2 мм. Далее производят расчет угла между направлением колебаний пучка и стыком по формуле: . 4. А. f oi arctg4. о 2- 15о ; V arctg 2, o arctg- у Разворотом отклоняющей системы электронной пушки устанавливают по имбу, закрепленному на корпус отклоняющей катушки, рассчитанный угол с точностью 67,5. Сварку выполняют при режиме: и(,1 22,5кВ; J луча 56 мА; V сварки 5 мм/с. Использование изобретения позволит повысить качество сварки. Формула Изобретения Способ электронно-лучевой .сварки разнородных металлов с поперечными колебаниями электронного луча относительно стыка и преимущественным тепловложением в более легкоплавкий Металл, отличающ ийся тем, что, с целью повышения качества сварного соединения за счет устранения взаимн.ого смещения зон нагрева свариваемых металлов, колебания осуществляют под углом ct к стыку, равнымoL arctg где А - амплитуда колебаний, мм; f - частота колебаний, 1/с; V - скорость сварки, мм/с.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии 42-24816, кл. в 23 К 15/00, 1967.
2. Рыжков Ф.Н. и др. Сварка бронзы Бр ХО,8 и стали ЭЦ 811 копеблюЩ1 мся электронным лучом.- Автоматическая сварка , 1973, 5, с. 56,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1987 |
|
RU1665615C |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| Способ электронно-лучевой сварки | 1985 |
|
SU1286373A1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |
| Способ наведения электронного луча на стык свариваемых деталей | 1985 |
|
SU1303326A1 |
| Устройство для электронно-лучевой сварки | 1988 |
|
SU1496961A1 |
| Способ электронно-лучевой сварки | 1988 |
|
SU1682089A1 |
| Устройство для электронно-лучевой сварки | 1985 |
|
SU1286372A1 |
| Способ электронно-лучевой сварки трудносвариваемых сплавов | 1987 |
|
SU1496958A1 |
П. J3 г
I г / /i t-/- / 1
/ / у / X-f. / /
I /
