Фаг./
Изобретение относится к технологии электронно-лучевой сварки.
Цель изобретения - повышение качества сварных соединений путем улучшения формирования шва и снижение энергозатрат при сварке.
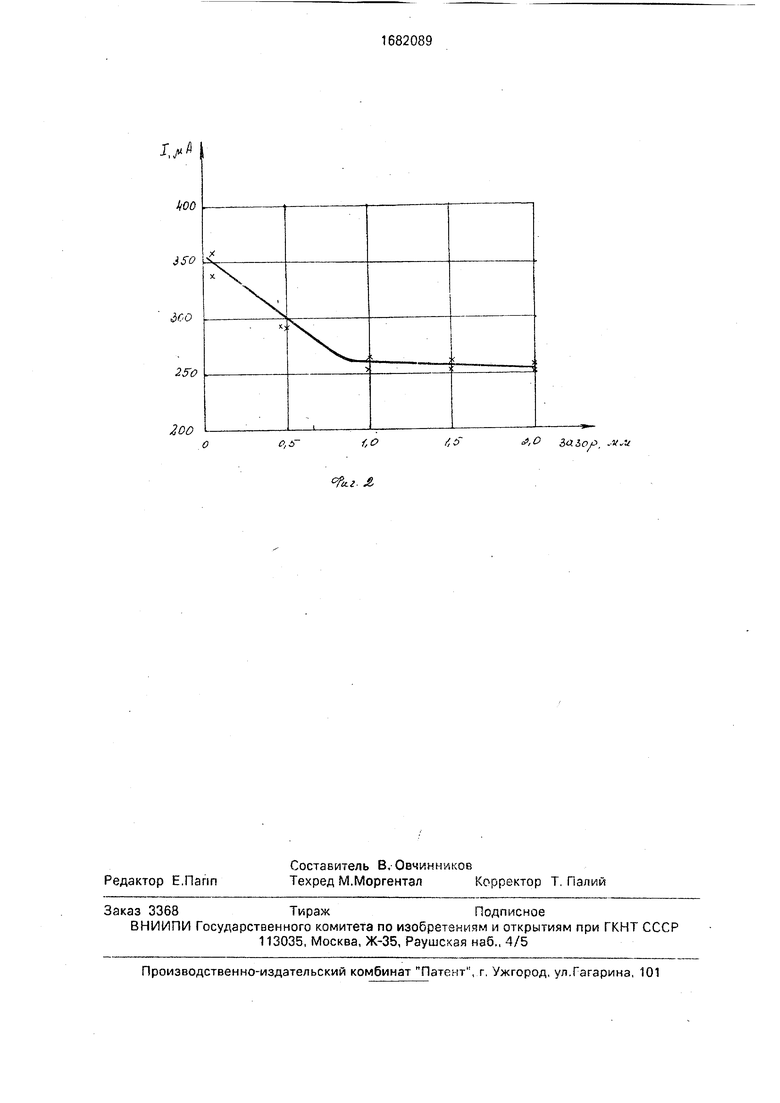
На фиг. 1 представлена схема осуществления способа; на фиг. 2 - зависимость энергозатрат при сварке от величины зазора в верхнем стыке,
Свариваемые стыки 1 и 2 расположены один под другим в вертикальной плоскости. Кромки верхнего стыка 1 устанавливают с зазором меньше диаметра электронного пучка 3. При сварке часть электронного пучка 3 формирует шов верхнего стыка 1, а другая часть 4 пучка 3, прошедшая через зазор, формирует шов нижнего стыка 2. Режим сварки выбирают из условия сквозного проплавления верхнего стыка,
Способ реализован при электронно-лучевой сварке замкнутых полых конструкций из титанового сплава ВТЗ-1. Толщина кромок верхнего стыка 10 мм, а нижнего 8 мм. Расстояние между стыками 15..,30 мм. Сварку осуществляли на установке ЭЛУ-95 с пушкой КЭП-2М-1 на режиме: Ускоряющее напряжение, кВ27 Скорость сварки, м/с 0,0083 Остаточное давление, мм рт.ст, (5..;8) -10 Фокус луча располагали на поверхности нижнего стыка. Ток луча изменяли из усло1-5
вия одновременного проплавления обоих стыков, Зависимость тока луча от величины зазора в верхнем стыке представлена на фиг. 2. В конструкциях с зазором в верхнем
5 стыке до 0,2 мм верхний шов формируется с периодически повторяющимися участками выпуклостей и вогнутостей. Сравнительные данные выпуклостей и вогнутостей шва от величины зазора в верхнем стыке приведе10 ны в таблице.
При использовании способа уменьшается количество жидкой фазы и рассеяние электронного пучка, что позволяет стабилизировать формирование швов. Образуются
15 боле плавные переходы от шва к основному металлу. Вогнутость швов устраняется введением в конструкцию технологических буртов.
Использование способа позволяет по20 высить качество формирования швов при снижении энергозатрат при сварке 25-30%.
Ф.ормула изобретения Способ электронно-лучевой сварки с од25 современным проплавлением двух стыков, расположенных один под другим в вертикальной плоскости, отличающийся тем, что, с целью повышения качества сварных соединений путем улучшения формиро30 вания швов и снижения энергозатрат при сварке, кромки верхнего стыка устанавливают с зазором меньше диаметра луча, а режим сварки выбирают из условия проплавления обоих стыков.
35
2oo
o,s
1,0
/,АО AO.&OP. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| СПОСОБ СВАРКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2010 |
|
RU2448822C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| Способ электронно-лучевой сварки тонкостенных трубчатых деталей | 2021 |
|
RU2766615C1 |
| СПОСОБ СВАРКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2010 |
|
RU2448821C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Способ электронно-лучевой сварки | 1990 |
|
SU1818187A1 |
| Способ электронно-лучевой сварки деталей из ферромагнитных материалов | 2019 |
|
RU2739931C1 |
Изобретение относится к технологии электронно-лучевой сварки, Цель изобретения - повышение качества сварных соединений путем улучшения формирования шва и снижение энергозатрат при сварке. Свариваемые стыки 1 и 2 располагают один под другим в вертикальной плоскости. Кромки верхнего стыка 1 собирают под сварку с зазором, величина которого меньше диаметра электронного луча 3. Часть электронного луча формирует сварной шов на верхнем стыке, а часть луча 4, проходящая через зазор в верхнем стыке, формирует сварное соединение нижнего стыка. Режим сварки выбирают из условия сквозного про- плавления верхнего стыка и одновременной сварки обоих стыков. 2 ил., 1 табл.
CftLZ &
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Aemlsegger E | |||
| R | |||
| Super - Depth Welds Made with a High Energy Density Electron Beam | |||
| - A Revolution in Welding | |||
| - Welding Journal, 1961, v | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Устройство для избирательного вызова телефонных аппаратов | 1923 |
|
SU1240A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
