11303326
Изобретение относится к электронно-лучевой сварке, в частности к наведению электронного луча на стык свариваемых деталей при сварке электронной пушкой, формирующей кольце- 5 вой. луч.
Целью изобретения является повышение точности наведения при сварке кольцевым электронным лучом кольцевых сварных шйов. О
На чертеже показана схема наведения электронного луча на стык свариваемых деталей.
На столе 1 электронно-лучевой установки, имеющем привод возвратно- поступательного перемещения от упора до упора вдоль оси электронной пушки 2, соосно с последней устанавливают эталонный цилиндр 3, имитирующий свариваемую деталь. В крайнем верхнем 20 положении I Стола 1 включают пушку 2 и наносят электронным лучом 4 след 5 на поверхности цилиндра 3. Опускают цилиндр в крайнее нижнее положение II,
f5
положение луча зрения нормально к свариваемой поверхности без перемещения оптических устройств и сварочной пушки, достигается высокая точность (в пределах ±0,02 мм) совмещения стыка, а также простота и надежность работы устройства. Такая высокая точность совмещения необходима при одновременном формировании шва по всему периметру свариваемого стыка. Кроме того, траектория движения свариваемых деталей при загрузке в камеру аналогична используемой при наведении луча на стык. Поэтому для наведения на стык не требуется никаких дополнительных устройств, кроме окуляра с визирной линией и корректирующего устройства, обеспечивающего соосное с пушкой перемещение деталей при совмещении линии стыка с визирной линией.
Предлагаемый способ наведения электронного луча на стык свариваемых деталей по сравнению с известным позволяет повысить точность наведения
в котором визирную линию 6 окуляра 7, порядок благодаря совмещению стыка устанавливаемого в плоскости наведения, перпендикулярной оси луча 4,
деталей с фокальной плоскостью пучка за счет поступательного перемещения вдоль оси пушки.
деталей с фокальной плоскостью пучка за счет поступательного перемещения вдоль оси пушки.
совмещают с видимой линией следа 5 и фиксируют уровень окуляра 7 с визир- ,
ной. линией 6 относительно фокальной ЗОформула изобретения плоскости луча 4. Перед св аркой детали устанавливают в зажимном приспособлении стола 1, конструкция которого позволяет перемещать свариваемые
Способ наведения электронного луч на стык свариваемых деталей, при котором совмещают визирную линию с плос
детали в осевом направлении и фикси- 35 костью стыка, отличающий- ровать их положение после совмещения стыка с визирной линией 6 окуляра 7. При этом стол 1 остается неподвижным. Затем стол 1 с зафиксированными деталями поднимают в крайнее верхнее положение. При этом линию стыка совмещают с фокальной плоскостью дискового электронного луча, перемещая ее от плоскости наведения до фокальной плоскости луча, т.е. на ход стола от 45 электронному лучу и перемещают дета- упора до упора.ли вдоль оси тгуча в зону сварки на
При таком плоскопараллельном пере- величину, равную расстоянию между носе стыка из плоскости наведения в этой плоскостью и фокальной шюскос- плоскость сварки, обеспечивающем рас- тью луча.
с я тем, что, с целью повышения точ йости наведения электронного луча при сварке кольцевым электронньм лучом кольцевых сварных швов, предваритель 40 но с помощью окуляра определяют уровень перпендикулярной оси луча плоскости, в которой располагают оптичес кую ось и визирную линию окуляра, ус танавливают свариваемые детали соосн
положение луча зрения нормально к свариваемой поверхности без перемещения оптических устройств и сварочной пушки, достигается высокая точность (в пределах ±0,02 мм) совмещения стыка, а также простота и надежность работы устройства. Такая высокая точность совмещения необходима при одновременном формировании шва по всему периметру свариваемого стыка. Кроме того, траектория движения свариваемых деталей при загрузке в камеру аналогична используемой при наведении луча на стык. Поэтому для наведения на стык не требуется никаких дополнительных устройств, кроме окуляра с визирной линией и корректирующего устройства, обеспечивающего соосное с пушкой перемещение деталей при совмещении линии стыка с визирной линией.
Предлагаемый способ наведения электронного луча на стык свариваемых деталей по сравнению с известным позволяет повысить точность наведения
на порядок благодаря совмещению стыка
деталей с фокальной плоскостью пучка за счет поступательного перемещения вдоль оси пушки.
,
формула изобретения
Способ наведения электронного луча на стык свариваемых деталей, при котором совмещают визирную линию с плос35 костью стыка, отличающий- 45 электронному лучу и перемещают дета- ли вдоль оси тгуча в зону сварки на
с я тем, что, с целью повышения точ- йости наведения электронного луча при сварке кольцевым электронньм лучом кольцевых сварных швов, предваритель- 40 но с помощью окуляра определяют уровень перпендикулярной оси луча плоскости, в которой располагают оптическую ось и визирную линию окуляра, устанавливают свариваемые детали соосно
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наведения электронного луча на стык свариваемых деталей | 1987 |
|
SU1481006A1 |
| СПОСОБ НАВЕДЕНИЯ ЛУЧА ЭЛЕКТРОННО-ЛУЧЕВОЙ ПУШКИ НА СОСТЫКОВАННЫЕ ПОВЕРХНОСТИ СВАРИВАЕМЫХ ЗАГОТОВОК | 2008 |
|
RU2393069C1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА С ПЛОСКОСТЬЮ СТЫКА | 1988 |
|
SU1624832A1 |
| Способ электронно-лучевой сварки деталей круглого сечения | 1987 |
|
SU1433691A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2027567C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ПРЕЦИЗИОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2240906C1 |
| Способ слежения за стыком при электронно-лучевой сварке | 1989 |
|
SU1680468A1 |
| Установка для электронно-лучевой сварки | 1986 |
|
SU1382623A2 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА СО СТЫКОМ КРУГОВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2552824C2 |
| СПОСОБ НАВЕДЕНИЯ ЭЛЕКТРОННОГО ЛУЧА НА СТЫК СВАРИВАЕМЫХ ДЕТАЛЕЙ | 1986 |
|
SU1352787A1 |
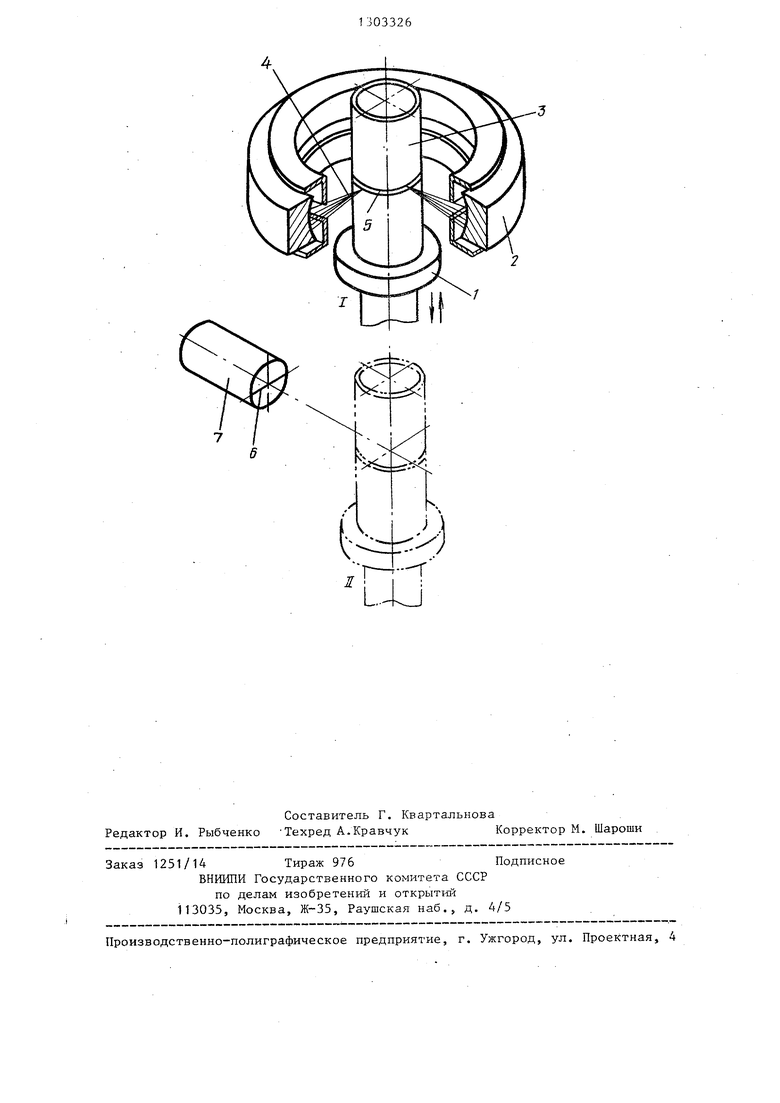
Изобретение относится к электронно-лучевой сварке, в частности к на - ведению электронного луча на стык свариваемых деталей при сварке электронной пушкой, формирующей кольцевой луч. Целью изобретения является повышение точности наведения при сварке кольцевым электронным лучом кольцевых свар({ых швов. Предварительно определяют уровень плоскости наведения, перпендикулярной оси луча, в которой располагают оптическую ось и визирную линию окуляра. Это позволяет расположить луч зрения нормально к свариваемой поверхности без каких- либо дополнительных оптических элементов (поворотных зеркал, призм и т.п.). Затем линию стыка деталей, установленных соосно с пушкой, а следовательно, и дисковым электронным лучом совмещают с визирной линией окуляра в плоскости наведения.-В результате этой операции точно определяется пространственное положение стыка свариваемых деталей относительно фокальной плоскости электронного луча. Заключительной операцией является перемещение деталей вдоль оси пушки в зону сварки на величину, равную расстоянию между плоскостью наведения и .фокальной плоскостью луча. 1 ил. (Л : о :о
| Патент США № 3300618, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Авторское cв щeтeльcтвo СССР № 761196, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
