Изобретение относится к электронно-лучевой сварке и может быть использовано в различных отраслях машиностроения.
Цель изобретения - повышение качества сварного соединения.
На чертеже изображена схема, поясняю- ш,ая предлагаемый способ.
В процессе сварки электронная пушка 1 генерирует электронный луч 2, котррый фокусируется системой 3 и проходит через от- клоняюш,ие катушки 4 и 5. На последние подаются сигналы с выходов регулируемых усилителей 6 и 7, на входы которых поступает сигнал с выхода генератора 8 прямоугольных импульсов. При этом электронный луч в зоне сварки расш,епляется на два тепловых источника. Тепловой источник, формируе.мый неотклоненным лучом 2, действует в моменты, когда сигнал в катушках 4 и 5 равен нулю и обеспечивает расплавление металла на передней стенке канала, и его мошность определяется по выражению
,
где РО - полная мощность луча;
Т2 - длительность паузы;
TI - длительность импульса отклоненного луча.
Второй тепловой источник, формируемый отклоненным лучом 9 при его двойно.м преломления, действует в моменты подачи на отклоняющие катушки 4 и 5 прямоугольных импульсов. Мощность источника определяется по выражению
Р2 РоЛ
Tl-Ь Т2
Амплитуды сигналов в отклоняюших катушках 4 и 5 выбираются из условий наклона оси отклоненного луча к оси пушки под углом ф, совпадаюш,им с углом наклона передней стенки канала к оси пушки, и расположения точки пересечения оси отклоненного луча с осью электронной пушки в зоне сварки ниже поверхности свариваемого металла.
Угол ф определяется теоретически на основе уравнения теплового баланса на передней стенке канала проплавления. В установившемся режиме сварки мощность, подводимая электронным лучом к передней стенке канала, проплавления в импульсном режиме, равна мош,ности, необходимой для плавления металла:
pSVcosf,
плотность свариваемого металла; теплосодержание жидкого металла
ванны при Тг.л; скорость сварки;
q - удельная мошность электронного
луча;
Пэ-эффективный КПД. Отсюда угол наклона передней стенки канала проплавления к оси электронного луча равен
, arctgP-S-V( . То q.ri
ф
5
o Сомножитель qT2/(Ti-f Т2) определяет удельную мрш.ность источника тепла, выделяемую на передней стенке канала, где q рассчитывается по выражению
.
5Ч ГР
где г - радиус электронного луча.
При углах наклона оси отклоненного луча к оси электронной пушки, меньших ф, тепловой источник, формируемый отклонен0 ным лучом, воздействует на переднюю стенку канала и не обеспечивает необходимый доступ тепловой энергии в корневую часть канала для выполнения качественного соединения. Когда угол наклона оси отклоненного луча к оси пушки болыие ф,или точка пересечения этих осей в зоне сварки находится выше поверхности свариваемого металла, тепловой источник, формируемый отклоненным лучом, воздействует на заднюю стенку канала проплавления, что тажке не обеспечивает необходимый доступ тепловой энергии Б корневую часть канала.
Таким образом, при реализации способа в процессе электронно-лучевой сварки действуют два тепловых источника, один из ко-, торых является основным и действует в моf менты, когда луч нёотклонен. Этот источник тепла воздействует на переднюю стенку канала проплавления и осуществляет плавление основного металла. Второй источник тепла является дополнительным и действует в моменты отклонения луча с его двойным
0 преломлением. Этот источник тепла воздействует на корневую часть канала и осуществляет дополнительный ввод тепловой мощности луча. Распределение .мощности между обоими источниками тепла определяется скважностью импульсов отклонения
луча (отношением длительности цикла к длительности импульса) и .может меняться путем изменения соотношения длительностей импульса и паузы сигналов в отклоняюп их катушках.
0
Пример. Сварка стали 12Х18Н10Т толщиной 18 мм производилась на установке ЭЛЧ-Ч с энергетическим комплексом У™250 А.
На торце электронной пушки устанавли- 5 валась дополнительная отклоняющая система, обеспечивающая двойное преломление луча. Режим сварки следующий: ускоряющее напряжение 28 кВ, ток луча 280 м.А,
скорость сварки 2,8 мм / с. В процессе сварки электронный луч расщепляли во времени на два тепловых источника за счет подачи на отклоняющие катушки электронной пушки прямоугольных импульсов тока, формируемых генератором прямоугольных импульсов типа Г5-54 и усиливаемых усилителями мощности типа У7-3. Частота следования импульсов составляла 350 Гц, скважность 3,3, что обеспечивало соотношение мощностей источника тепла, формируемого неотклоненным лучом, и источника, формируемого отклоненным лучом при его двойном преломлении соответственно 70 и 30%.
Ф
Необходимый угол наклона оси откло- ненного с двойным преломлением электронного луча относительно продольной оси пушки рассчитывали по формуле
p arctgLS:Yilii+:.
& q Т1Э.Т2
При р 7,9-10 кг/м-, S 2,75-10 Дж/кг, q 8,7-10 Вт/м, и Т15 0,7 необходимый угол ф составлял 9.
В процессе сварки по предлагаемому способу достигается высокое качество сварных соединений, что выражается в благоприятной геометрии шва, близкой к прямоугольной, и отсутствием корневых дефектов в результате дополнительного ввода
0
5
0
5
тепловой энергии в корневую часть канал-а проплавления.
Формула изобретения
Способ электронно-лучевой сварки с образованием канала проплавления, при котором электронный луч периодически - отклоняют по прямоугольному закону, отличающийся тем, что, с целью повышения качества сварного соединения, в моменты отклонения луча производят его двойное преломление в плоскости стыка, при этом ось отклоненного луча направляют параллельно передней стенке канала с пересечением продольной оси электронной пушки в точке, расположенной ниже поверхности свариваемого соединения, под углом, определяемым по формуле
°- «tr ; ; + .
где р - плотность свариваемого металла;
S -теплосодержание жидкого металла ванны при Tii.i.;
V -скорость сварки;
Т|-длительность импульса отклоненного луча;
Т2-длительность паузы;
q - удельная мощность электронного луча;
г,-эффективный КПД.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронной лучевой сварки | 1984 |
|
SU1274880A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2010 |
|
RU2433023C1 |
| СПОСОБ СВАРКИ | 1999 |
|
RU2174067C2 |
| Способ контроля глубины проплавления при электронно-лучевой сварке | 1978 |
|
SU733921A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
Изобретение относится к электроннолучевой сварке и может быть использовано в различных отраслях машиностроения. Целью изобретения является повышение качества сварного соединения. В процессе ,сварки электронная пушка 1 генерирует электронный луч 2, который фокусируется системой 3 и проходит через отклоняюш.ие катушки 4, 5. На катушки 4, 5 подаются сигналы с выходов регулируемых усилителей 6, 7, на входы которых поступает сигнал с выхода генератора 8 прямоугольных импульсов. При этом электронный луч в зоне сварки расщепляется на два тепловых источника. Тепловой источник, формируемый неотклонен- ным лучом 2, действует в моменты, когда сигнал в катушках 4, 5 равен нулю. Этот источник тепла обеспечивает расплавление металла на передней стенке канала. Второй тепловой источник, формируемый отклоненным лучом 9 при его двойном преломлении, действует в моменты подачи на отклоняю- ш,ие катушки 4, 5 прямоугольных импульсов. 1 ил. (Л ю сх 05 со оо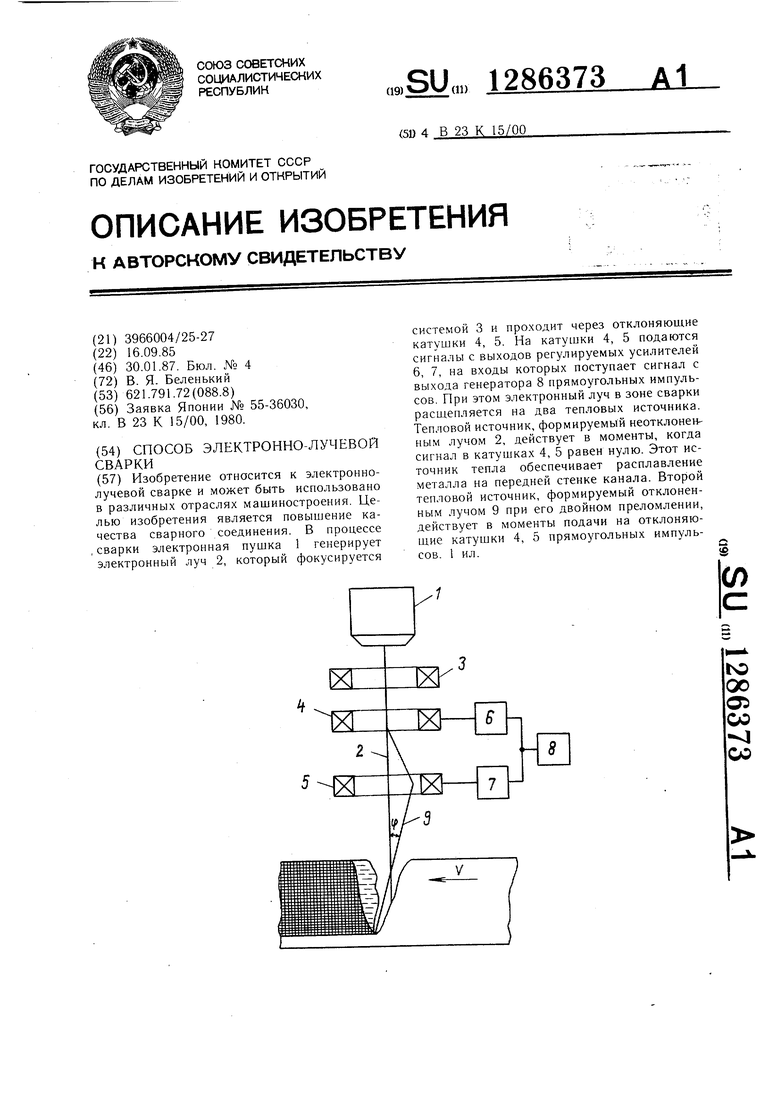
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
