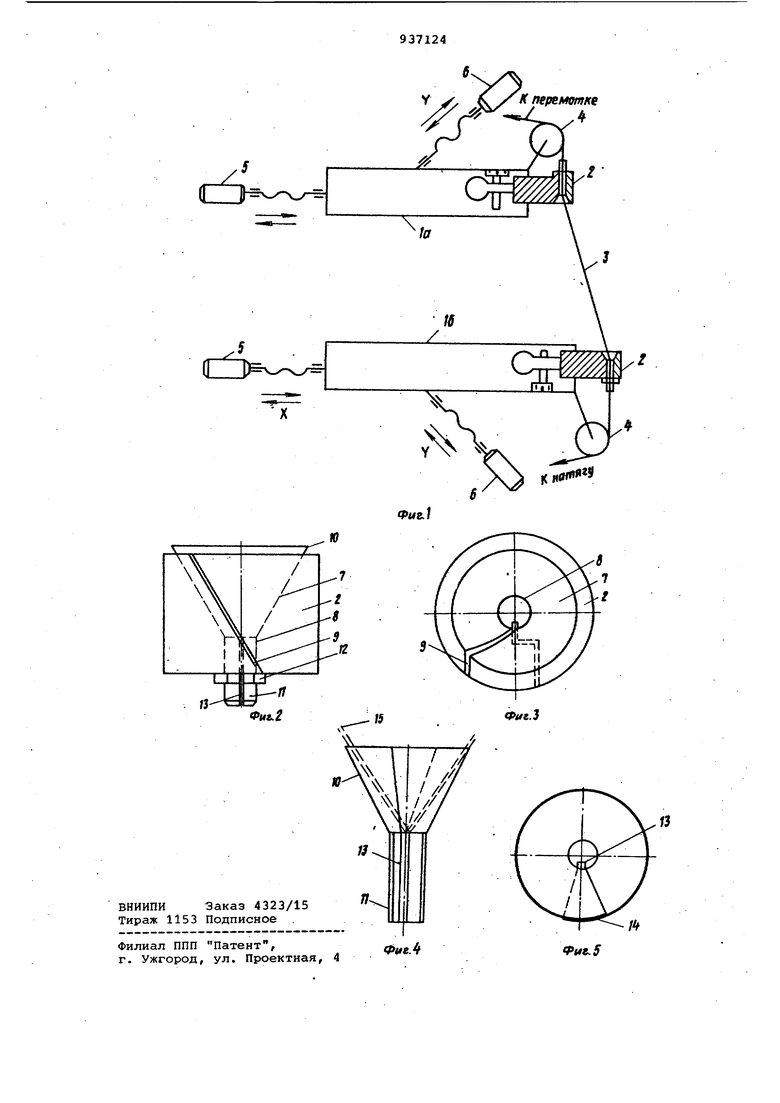
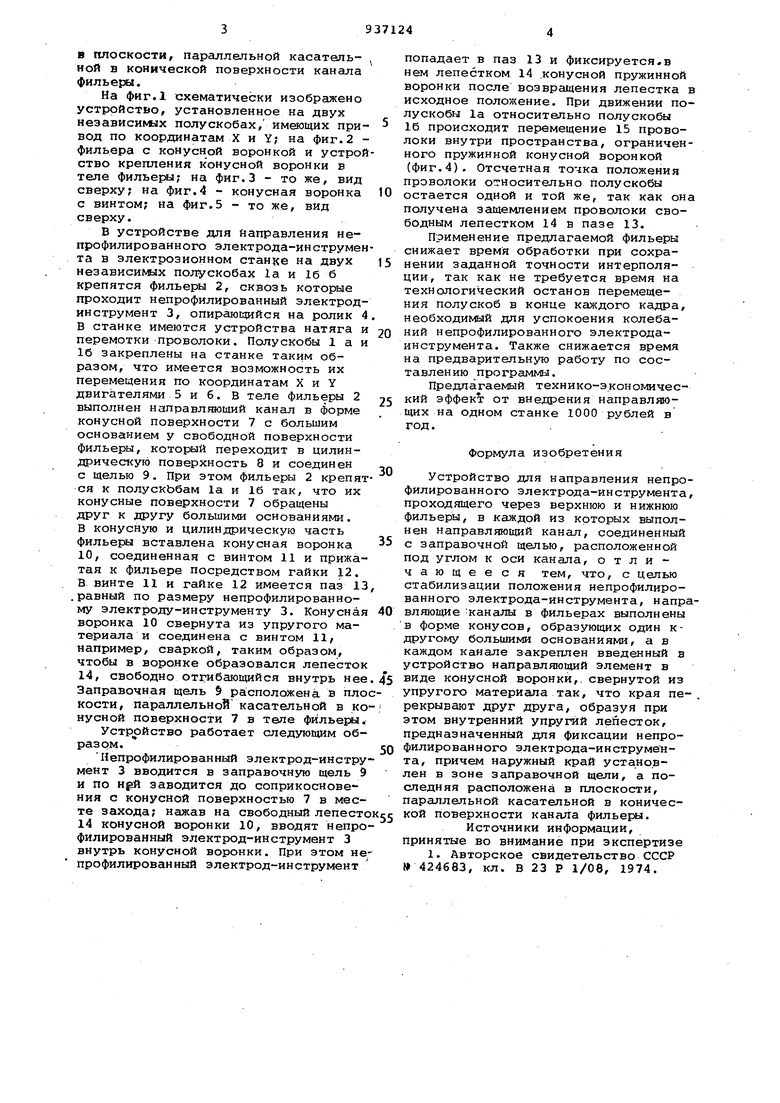
Изобретение относится к электрофизическим и электрохимическим методам обработки металлов, в частности к электроэроэионной проволочной вырезке. Большинство имею1Цихся програг/1мных станков, для электроэрозионной вырезки, выполнены так, что получаемая на них поверхность детали имеет образую щую, перпендикулярную плоскости перемещения проволоки по координатам. Име ется большой класс деталей, требующих наличия наклонной образующей, наприме матрицы и пуансоны вырубных штампов, фильеры ДЛЯ волочения проволоки и ±.д. Для изготовления таких деталей требуюЛ:я многокоординатные программные станки. Устройства для направления непрофилированного электродаинструмента на таких станках имеет ряд отличий от известных схемных решений. Известно устройство для направле.ния непрофилированного электрода-инструмента, проходящего через верхнюю и нижнюю фильеры, в каждой из которых выполнен направляющий канал, соединенный с заправочной щелью, рас положенной под углом к оси канала 1. Основным Недостатком устройства является разная точность обработки при движении в различных направлениях; снижение точности вызывается колебаниями непрофилируемого электрода-инструмента с амплитудой, величина которой зависит от направления движения. Кроме того, возможно изменение контура вырезаемой детали за счетвыхода электрода-инструмента в заправочной щели при движении по контуру детали.. Цель изобретения - стабилизация положения непрофилированного электрода-инструмента . Поставленная цель достигается тем, что направляюиц1е каналы в фильерах выполнены в форме конусов, обращенных один к другому большими основаниями, а в каждом канале закреплен введенный в устройство направляющий элемент в виде конусной воронки, свернутой из упругого мате- ригита так, что края перекрывают друг друга, образуя при этом внутренний упругий лепесток, предназначенный для фиксации непрофилированного электрода-инструмента, причем наружный край установлен в зоне заправочной щели, а последняя расположена В плоскости, параллельной касательной в конической поверхности канала фильерЕЛ. На фиг.1 схематически изображено устройство, установленное на двух независимых полускобах, имеющих привод по координатам X и Y; на фиг.2 фильера с конусной воронкой и устрой ство крепления конусной воронки в теле фильера; на фиг.З - то же, вид сверху; на фиг.4 - конусная воронка с винтом; на фиг.З - то же, вид сверху. В устройстве для йаправления непрофилированного электрода-инструмен та в электрозионном станке на двух независимых полускобах 1а и 16 б крепятся фильеры 2, сквозь которые проходит непрофилированный электродинструмент 3, опирающийся на ролик 4 В станке имеются устройства натяга и перемотки проволоки. Полускобы 1 а и 16 закреплены на станке таким образом, что имеется возможность их перемещения по координатам X и Y двигателями 5 и 6. В теле фильеры 2 выполнен направляющий канал в форме конусной поверхности 7 с большим основанием у свободной поверхности фильеры, который переходит в цилиндрическую поверхность 8 и соединен с щелью 9. При этом фильеры 2 крепя ся к полускЬбам 1а и 16 так, что их конусные поверхности 7 обращены друг к другу большими основаниями. В конусную и цилиндрическую часть фильеры вставлена конусная воронка Ю, соединенная с винтом 11 и прижа тая к фильере посредством гайки 12. В винте 11 и гайке 12 имеется паз 1 .равный по размеру непрофилированному электроду-инструменту 3. Конусна воронка 10 свернута из упругого материала и соединена с винтом 11, например, сваркой, таким образом, чтобы в воронке образовался лепесто 14, свободно от17ибающийся внутрь не Заправочная щель 5 расположена в пл кости, параллельной касательной в к нусной поверхности 7 в теле фильеры Устр рйство работает следующим об разом Непрофилированный электрод-инстр мент 3 вводится в заправочную щель и по нрй заводится до соприкосновения с конусной поверхностью 7 в мес те захода; нажав на свободный лепест 14 конусной воронки 10, вводят непр филированный электрод-инструмент 3 внутрь конусной воронки. При этом н профилированный электрод-инструмент попадает в паз 13 и фиксируется.в ем лепестком 14 .конусной пружинной воронки после возвращения лепестка в исходное положение. При движении поускобы 1а относительно полускобы 16 происходит перемещение 15 провооки внутри пространства, ограниченного пружинной конусной воронкой (фиг.4). Отсчетная точка положения проволоки относительно полускобы остается одной и той же, так как она получена защемлением проволоки свободным лепестком 14 в пазе 13. Применение предлагаемой фильеры снижает время обработки при сохранении заданной точности интерполяции, так как не требуется время на технологический останов перемещения полускоб в конце каждого кадра, необходимый для успокоения колебаний непрофилированного электродаинструмента. Также снижается время на предварительную работу по составлению ПрОГрс1ММЫ. Предлагаемый технико-экономический эффект от внедрения направляющих на одном станке 1000 рублей в год. Формула изобретения Устройство для направления непрофилированного электрода-инструмента, проходящего через верхнюю и нижнюю фильеры, в каждой из которых выполнен направляющий канал, соединенный с заправочной щелью, расположенной под углом к оси канала, отличающееся тем, что, с целью стабилизации положения непрофилированного электрода-инструмента, направляющие каналы в фильерах выполнены в форме конусов, образующих один кдругому большими основаниями, а в каждом канале закреплен введенный в устройство направляющий элемент в виде конусной воронки,, свернутой из упругого материала так, что края перекрывают друг друга, образуя при этом внутренний упругий лепесток, предназначенный для фиксации непрофилированного электрода-инструмента, причем наружный край установлен в зоне заправочной щели, а последняя расположена в плоскости, параллельной касательной в конической поверхности канала фильеры. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №424683, кл. В 23 Р 1/08, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЯ ВОЛОКОННО-ОПТИЧЕСКОГО КАБЕЛЯ (ВАРИАНТЫ) | 1997 |
|
RU2173474C2 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЭЛЕКТРОДА- НРОВОЛОКИ В ЭЛЕКТРОИСКРОВЫХ СТАНКАХ | 1972 |
|
SU424683A1 |
| Устройство для электроэрозионного вырезания проволочным электродом | 1973 |
|
SU554988A1 |
| Устройство для закрепления деталей | 1984 |
|
SU1214336A1 |
| Устройство для направления проволочного электрода при электроэрозионной прорезке пазов | 1980 |
|
SU965695A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ШТЕКЕРА (ВАРИАНТЫ) | 1997 |
|
RU2110819C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ПРОВОЛОКИ | 2013 |
|
RU2537345C2 |
| СПОСОБ ЭРОЗИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2466835C2 |
| АНТЕННЫЙ ОТРАЖАТЕЛЬ ДЛЯ КОСМИЧЕСКОГО АППАРАТА | 1999 |
|
RU2169971C2 |