(54) ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий | 1982 |
|
SU1033345A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU973379A1 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1118532A1 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1981 |
|
SU939232A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |

1
Изобретение относится к переработке пластмасс и может быть использовано в различных област$ х промышленности, например, радиотехнической и строительной для изготовления полых изделий сложной конфигурации из полимерных материалов, 5 например, полых изделий переменного сечения с поперечными отверстиями для установки сменной электроразводки в железобетонных изделиях.
Известна литьевая пресс-форма для из- ,Q готовления длинномерных полых изделий из полимерных материалов, содержащая неподвижную плиту с литниковой втулкой, подвижную плиту, связанные с ней полуматрицы и офор111ляющий полость знак, размещенный в плоскости разъема полумат- 15 риц 1.
Данная пресс-форма из-за отсутствия пуансона, установленного перпендикулярно плоскости разъема, не позволяет изготавливать изделия сложной конфигурации с ,0 поперечными сквозными отверстиями.
Наиболее близким техническим решением к предлагаемому является литьевая пресс-форма для изготовления полых изделий из полимерных материалов, содержащая
неподвижную плиту с литниковой втулкой, подвижную плиту, полуматрицы, одна из которых закреплена на подвижной плите, и оформляющие знаки, один из которых уста новлен на подвижной плите перпендикулярно плоскости разъема полуматриц, а другие размещены в плоскости разъема полуматриц.
Для удаления готового изделия пуансон, установленный перпендикулярно плоскости разъема полуматриц, поднимается вверх, а пуансоны, размещенные в плоскости разъема полуматриц, выводятся с помощью винтов из изделия. 2.
Однако указанная пресс-форма также непригодна для изготовления полых изделий сложной конфигурации, например, тонкостенных изделий с канавками на внутренней поверхности и поперечными сквозными отверстиями. При изготовлении таких изделий в местах канавок увеличивается сцепление пуансона с изделием поэтому во время 1 вывода пуансонов в противоположные стороны изделие может разорваться в ослабленном сечении у поперечного отверстия.
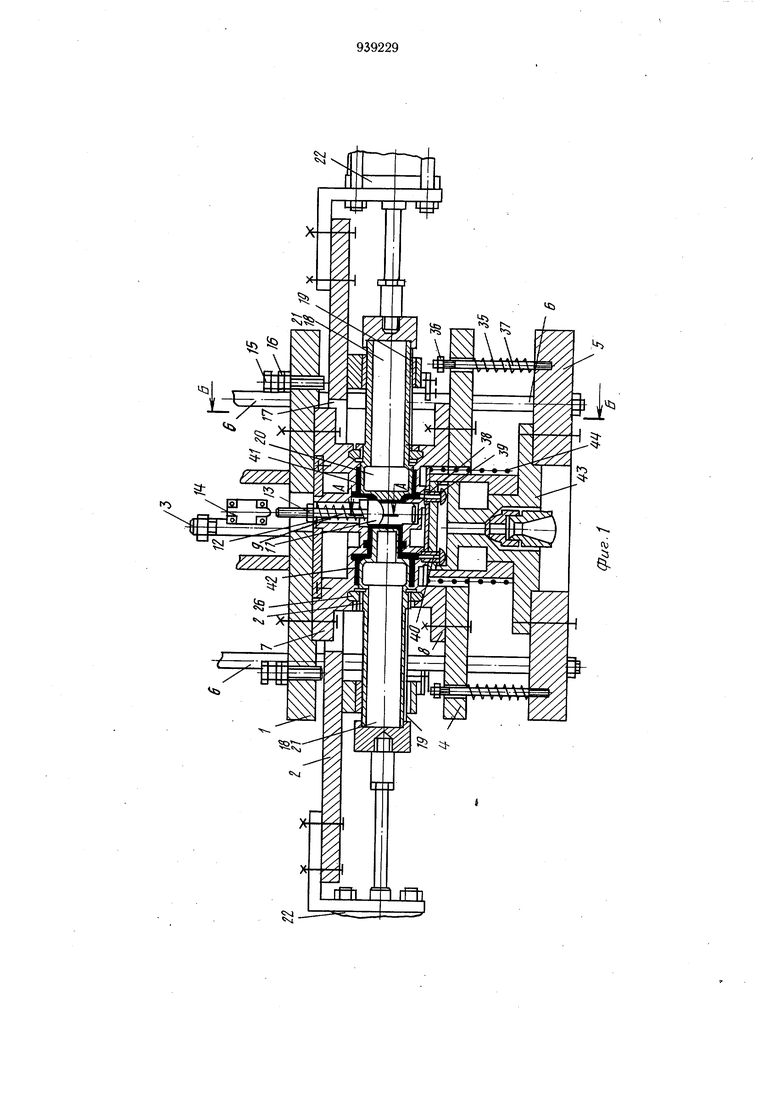
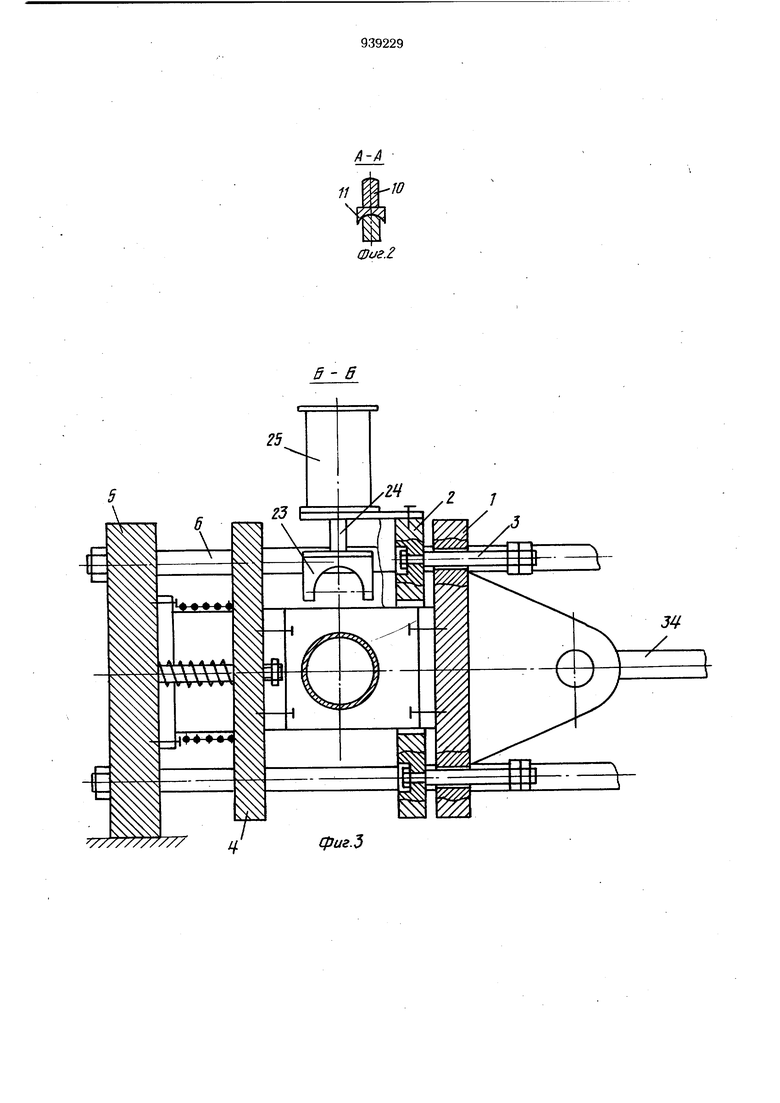
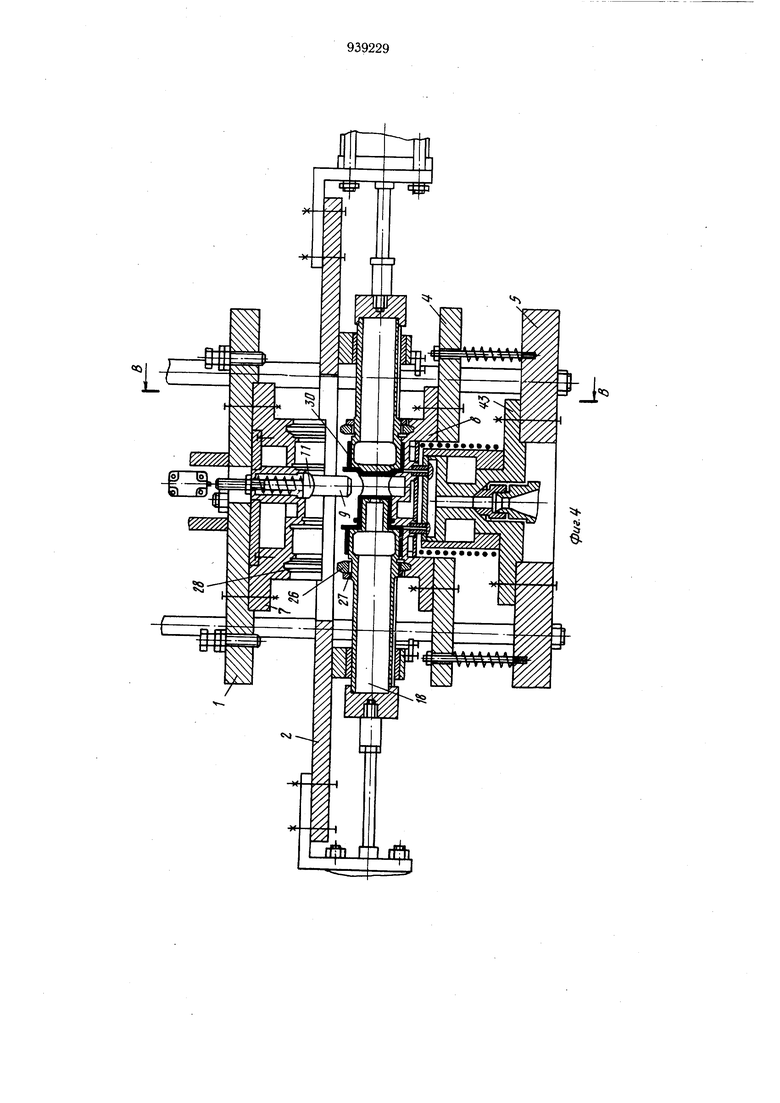
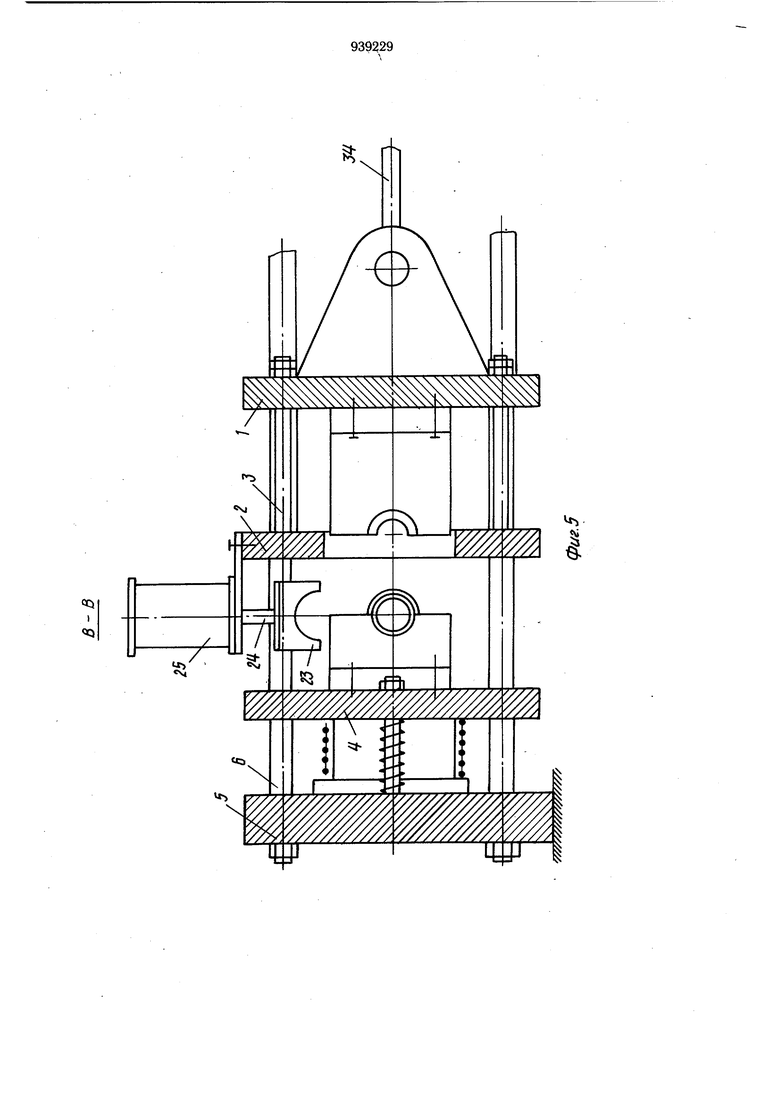
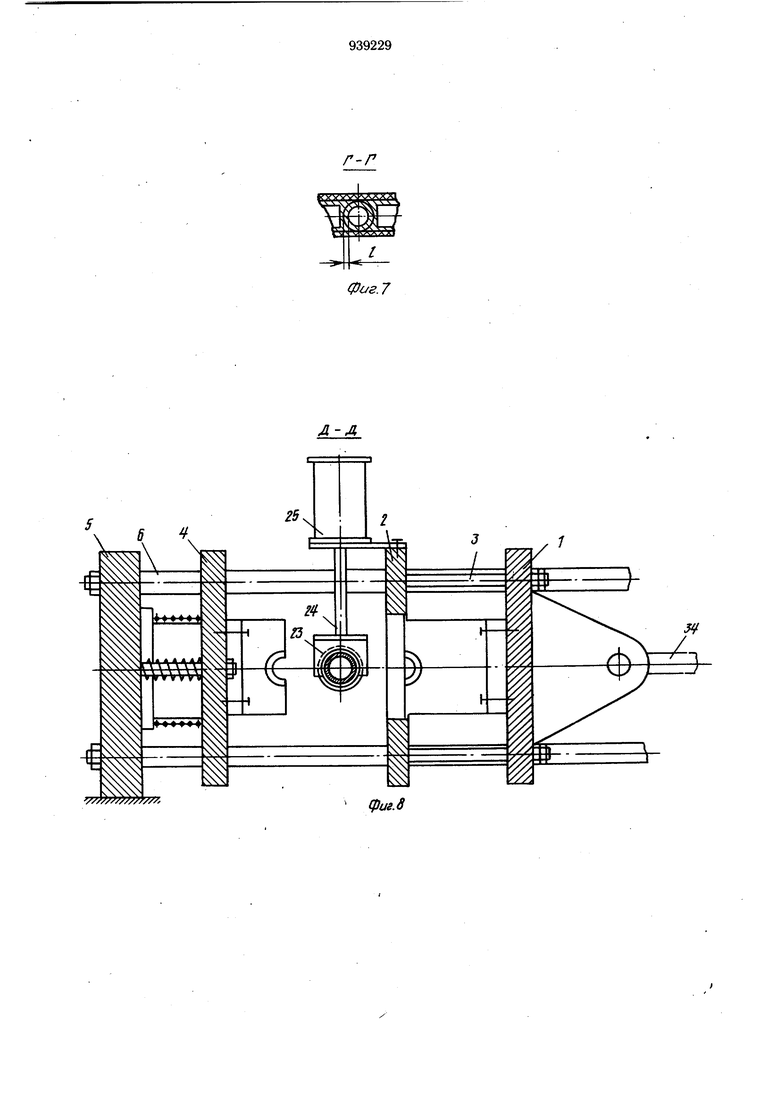
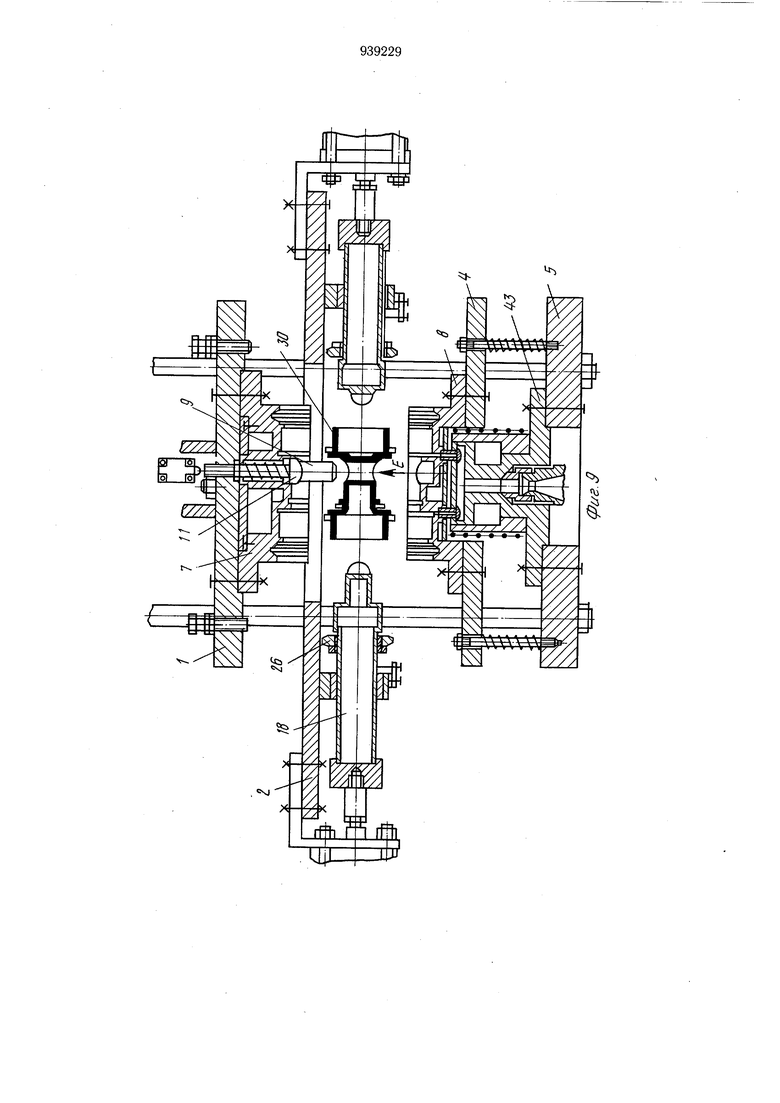
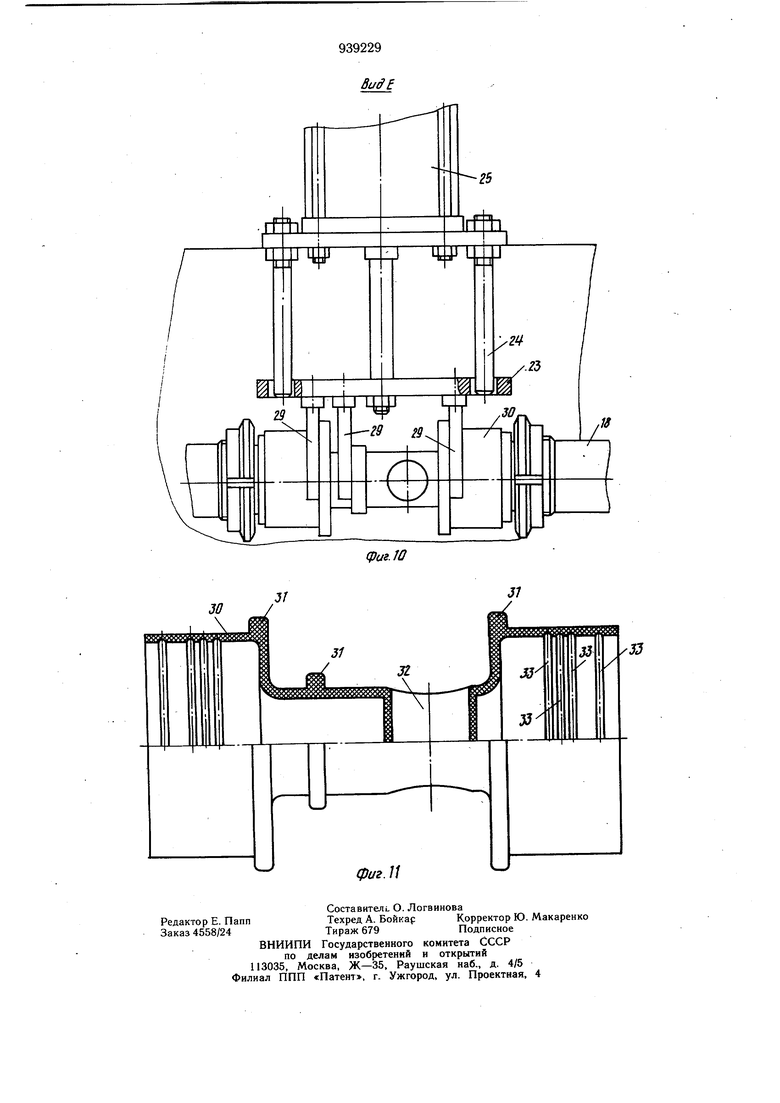
Цель изобретения - повышение качества тонкостенных изделий за счет исключения повреждения их при извлечении оформляющих знаков. Поставленная цель достигается тем, что литьевая пресс-форма для изготовления полых изделий сложной конфигурации из полимерных материалов, содержащая неподвижную плиту с литниковой втулкой подвижную плиту, полуматрицы, одна из KOTOpbix закреплена на подвижной плите, и оформляющие знаки, один из которых установлен на подвижной плите перпендикулярно плоскости разъема полуматриц, а другиеразмещены в плоскости разъема полуматриц, снабжена закрепленными на неподвижной плите направляющими с подвижно установленными на них промежуточными плитами, одна из которых связана с подвижной плитой тягами с возможностью ограниченного перемещения, а другая подпружинена относительно неподвижной плиты, и вилочными фиксаторами, закрепленными на промежуточной плите, связанной с подвижной плитой, а оформляющие знаки, размещенные в плоскости разъема полуматриц, установлены подвижно на промежуточной плите, связанной с подвижной плитой, и снабжены замками, выполненными в виде гаек и контргаек, и в полуматрицах выполнены пазы под замки, причем вторая полуматрица закреплена на подпружиненной промежуточной плите. На фиг. 1 изображена пресс-форма, исходное положение; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг., 1 (вилочный фиксатор в исходном положении) ; на фиг. 4 - пресс-форма с отведенной подвижной плитой; на фиг. 5 - разрез В-В на фиг. 4; на фиг. б - црессформа с разомкнутыми полуматрицами; на (|)иг. 7 - сечение Г-Г на фиг. 6; на фиг. 8разрез Д-Д на фиг. 6; на фиг. 9 - пресс-формй с разомкнутыми полуматрицами и отведенными пуансонами; на фиг. 10 - вид Е на фиг. 9 (на вилочный фиксатор и готовое изделие); на фиг. 11 - готовое из делие. Литьевая пресс-форма содержит подвижную плиту 1, подвижную промежуточную пли ту 2, связанную с плитой 1 тягами 3 с возможностью ограниченного перемещения, промежуточную плиту 4, неподвижную плиту 5 с закрепленными на ней направляющими 6, на KOTopbfx подвижно установлены плиты 1, 2 и 4. Полуматрица 7 закреплена на -подвижной плите 1, а полуматрица 8 жестко закреплена на промежуточной плите 4. В полуматрице 7 н на плите 1 установлен перпендикулярно плоскости разъема полуматриц 7 и 8 пуансон 9, зафиксированный от поперечного перемещения в полуматрице 7 и выполненный с хвостовиком 10 с выступом 11, пружиной 12, регулировочной гайкой 13 и конечным выключателем 14. Подвижная плита 1 снабжена регулировочными щпильками 15 с контргайками 16 для обеспечения соответствующего зазора с подвижной промежуточной плитой 2. На плите 2, выполненной с вырезом 17 для полуматрицы 7, установлены в плоскости разъема полуматриц 7 и 8 пуансоны 18, имеющие щлицевую часть 19, выступы 20, систему 21 охлаждения и привод 22 для перемещения пуансонов 18 в плоскости разъема полуматриц. На плите 2 также закреплен вилочный фиксатор 23 с толкателем 24 и приводом 25 (фиг. 3). Пуансоны 18 снабжены регулировочными замками, выполненными в виде гайки 26 и контргайки 27, предназначенными для четкой фиксации пуансона 18 от осевого перемещения при формовке изделия путем входа гайки 27 в конусный паз 28 полуматриц 7 и 8, а также для регулирования толщины перегородки поперечного отверстия (размер Е, фиг. 7, сечение Г-Г за счет перемещения регулировочной гайки 26 по внещней резьбе пуансона 18. Фиксатор 23 выполнен из спаренных вилок 29, взаимодействующих с изделием 30 в непосредственной близости с выступами 31, выполненными на наружной поверхности изделия 30. В зависимости от количества выступов 31 определяется количество вилок 29, например, три в предлагаемой лрессформе. Полое изделие 30 переменного сечения, кроме того, снабжено поперечными от верстиями 32 и внутренними кольцевыми канавками 33 (фиг. 10). Подвижные плиты 1 и 2 по направляющим перемещаются приводом (не показан) с помощью тяги 34 (фиг. 3, 5) -и тяги 3. Подвижная промежуточная плита 4 подпружинена амортизаторами 35 относительно неподвижной плиты 5 и имеет свободный ход, регулируемый гайками 36 на щпильках 37, соединенных с неподвижной плитой 5. На плите 4 жестко закреплена полуматрица 8 разъемной пресс-формы с выпускными клапанами 38, снабженными входными отверстиями 39 и каналами 40 для прохождения расплавленного материала 41 к формовочной камере 42 пресс-формы. На неподвижной плите 5 жестко закреплена литниковая втулка 43 с системой 44 обогрева. Работа литьевой пресс-формы осуществляется следующим образом. При исходном положении (фиг. 1), полуматрицы 7, 8 и пуансоны 9, 18, находясь в непосредственном контакте, образуют формовочную камеру 42, куда через литниковую втулку 43, выпускные клапаны 38, входные отверстия 39 и каналы 40 подают расплав полимерного материала 41, создавая внутреннее давление, достаточное для заполнения полного объема формовочной камеры 42. Создаваемое давление превыщает усилия пружины 12 пуансона 9, установленного перпендикулярно плоскости разъема полуматриц 7 и 8 и выдвигает хвостовик 10 наружу из полуматрицы 7 путем воздейстВИЯ расплава 41 на кольцевой выступ 11 хвостовика 10, который,выдвигаясь из полуматрицы 7 на величину свободного хода, нажимает на конечный выключатель 14 системы автоматизации, которая после необходимых технологических выдержек дает сигналы на выполнение операций раскрытия пресс-формы и извлечения изделия 30. При этом приводом с помощью тяги 34 (фиг. 3) подвижную плиту 1 перемещают, выбирая свободный ход тяги 3. В это же время синхронно начинают двигаться промежуточные плиты 2 и 4 с закрепленными на них пуансонами 18 и полуматрицей 8 под действием амортизаторов 35 {фиг. 4), движение плит 2 и 4 происходит до выбора свободного хода на щпильке 37. При этом избыточное давление расплава 41 в литниковой втулке 43 передвигает выпускные клапаны 38, перекрывая впускные отверстия 39, т. е. прекращается доступ расплава 41. Свободный ход промежуточной плиты 4 на щпильках 37 равен ходу перекрытия выпускных клапанов 38. Плиты 2 и 4 останавливаются. При дальнейшем перемещении подвижной плиты 1 она отодвигает подвижную промежуточную плиту 2 с пуансонами 18, расположенными в плоскости разъема полуматриц 7 и 8 и создает зазоры между подвижными плитами 1 2 и 4 (фиг. 6 и 8), освобождая таким образом пуансоны 18 с изделием 30 от внещнего зажима полуматрицами 7 и 8. Вилочный фиксатор 23, закрепленный на подвижной плите 2, приводом 25 и толкателем 24 опускает вилку на пуансоны 18 с изделием 30 и входит в контакт с выступами 31 изделия 30, фиксируя изделие на период удаления из него пуансонов 18. Вилочный фиксатор 23 особенно необходим при изготовлении изделий 30 с канавка ми 33 для технологических нужд, например для крепления электрических приборов. Наличие канавок 33 увеличивает сцепление пуансонов 18 с изделием 30, и при выводе пуансонов 18 в противоположные стороны в случае отсутствия вилочного фиксатора стремится разорвать изделие 30 в ослабленном сечении у поперечного отверстия 32. После выхода пуансона 18 изделие 30 свободно падает из вилочного фиксатора 23 в контейнер для готовой продукции. Затем по сигналу с пульта управления (ручному или автоматическому) осуществляется сборка формы в обратном порядке. Приводами 22 пуансоны 18 и пружиной 12 пуансон 9 вводятся в контакт между собой, а приводом через тягу 34 подвижные плиты 1, 2 и 4 перемещ.аются по направляющим 6 к неподвижной плите 5, создавая формовочное пространство 42. При этом входные отверстия 39 выпускных клапанов 38 открыты и готовы принять расплав 41. Цикл повторяется. Предлагаемое устройство обеслечивает цикличный процесс изготовления полых издлий сложной конфигурации с поперечными отверстиями в автоматическом режиме работы разъемной пресс-формы, снижает трудозатраты и себестоимость изготовления и повышает удобство использования оборудования. Формула изобретения Литьевая пресс-форма для изготовления полых изделий сложной конфигурации, содержащая неподвижную плиту с литниковой втулкой, подвижную плиту, полуматрицы одна из которых закреплена на подвижной плите, и оформляющие знаки, один из которых установлен на подвижной плите перпендикулярно плоскости разъема полуматриц а другие размещены в плоскости разъема полуматриц, отличающаяся тем, что, с целью повышения качества тонкостенных изделий за счет исключения повреждения их при извлечении оформляющих знаков, она снабжена закрепленными на неподвижной плите направляющими с подвижно установленными на них промежуточными плитами, одна из которых связана с подвижной плитой тягами с возможностью ограниченного перемещения, а другая подпружинена относительно неподвижной плиты, и вилочными фиксаторами, закрепленными на промежуточной плите, связанной с подвижной плитой, а оформляющие знаки, размещенные в плоскости разъема полуматриц, установлены подвижно на промежуточной плите, связанной с подвижной плитой, и снабжены замками, выполненными в виде гаек и контргаек, и в полуматрицах выполнены пазы под замки, причем вторая полуматрица закреплена на подпружиненной промежуточной плите. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 550288, кл. В 29 С 5/00, 1975. 2.Авторское свидетельство СССР № 41676, кл. В 29 С 1/00, 1934 (прототип).
чэ
.
-JO
Od
1
Q
Фаг.7
rfb
1
BuffE
гь Irfjti
4tJJ
