(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1118532A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1382650A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
Изобретение относится к перераQoTKG пластмасс в изделия, в частности к литьевым формам для изготовления изделий из полимерных материалов .
Известна литьевая форма для изготовления полимерных изделий, содержащая неподвижную литниковую плиту, закрепленные в ней наклонные колонки, подвижные плиты, включающие плиту пуансона, основание,плиту толкателей и полуматрицы, взаимодействующие с наклонными колонками и выполненные с наклонными поверхностями со стороны основания для ускоренного возврата толкателей 111.
Недостатком литьевой формы является низкая производительность в связи с тем, что разъем полуматриц, осуществленный с помощью наклонных колонок, возможен только в одноместных литьевых формах. .
Наиболее близкой к изобрютению по технической сущности является литьевая форма для изготовления полимерных изделий, содержащая неподвижную литниковую плиту, подвижную плиту с разъемными полуматрицами,размещенные в наклонных пазах подвижной плиты и ухзтановленные под углом к
плоскости разъема полуматриц выталкиватели, одни концы которые: жестко связаны с полуматрицами, а другие концы контактируют с плитой выталкивателей 21-.
Литьевая форма является многоместной, однако ее производительность также невысока. Это вызвано тем, что при установке выталкивателей под одинаковыми углами наклона к плоскости разъема полуматриц последние необходимо располагать попарно, с зазором между парами, в связи с чем оформляющие гнезда можно выполнять только на одной боковой поверхности каждой полуматрицы. Повышение производительности возможно за счет введения дополнительных пар полуматриц, что приводит к увеличению габаритов и веса литьевой формы.
Цель изобретения - повышение производительности путем увеличения гнездности без изменения габаритов формы.
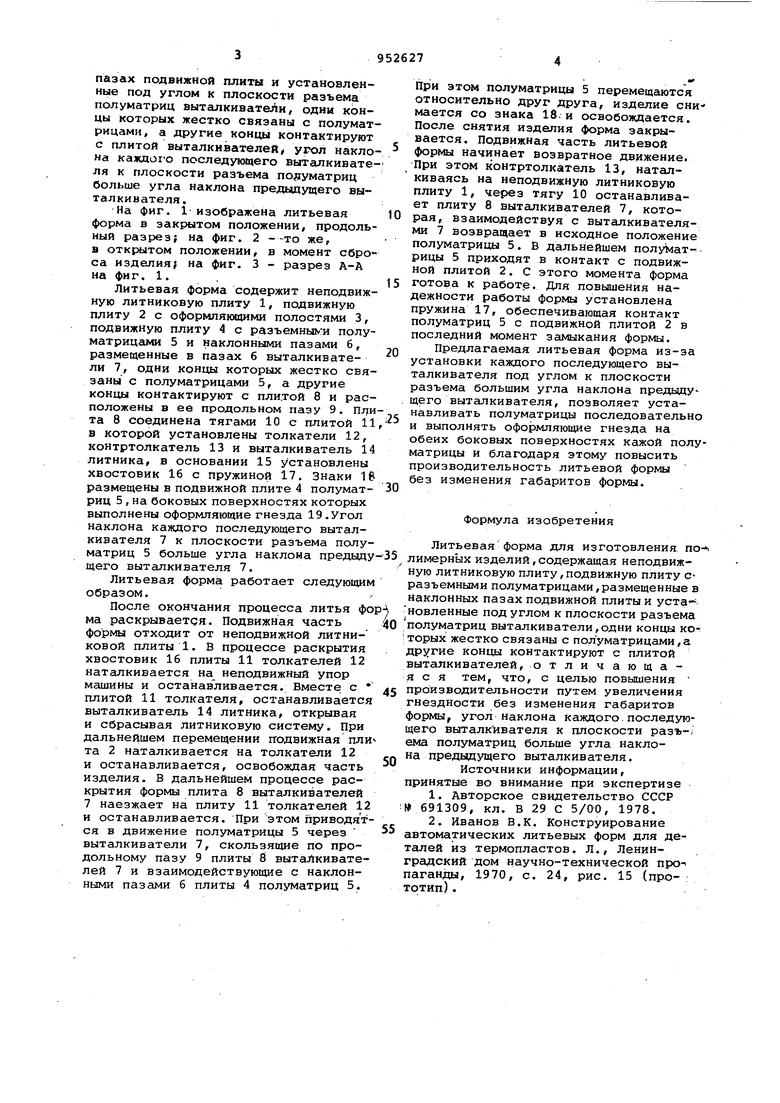
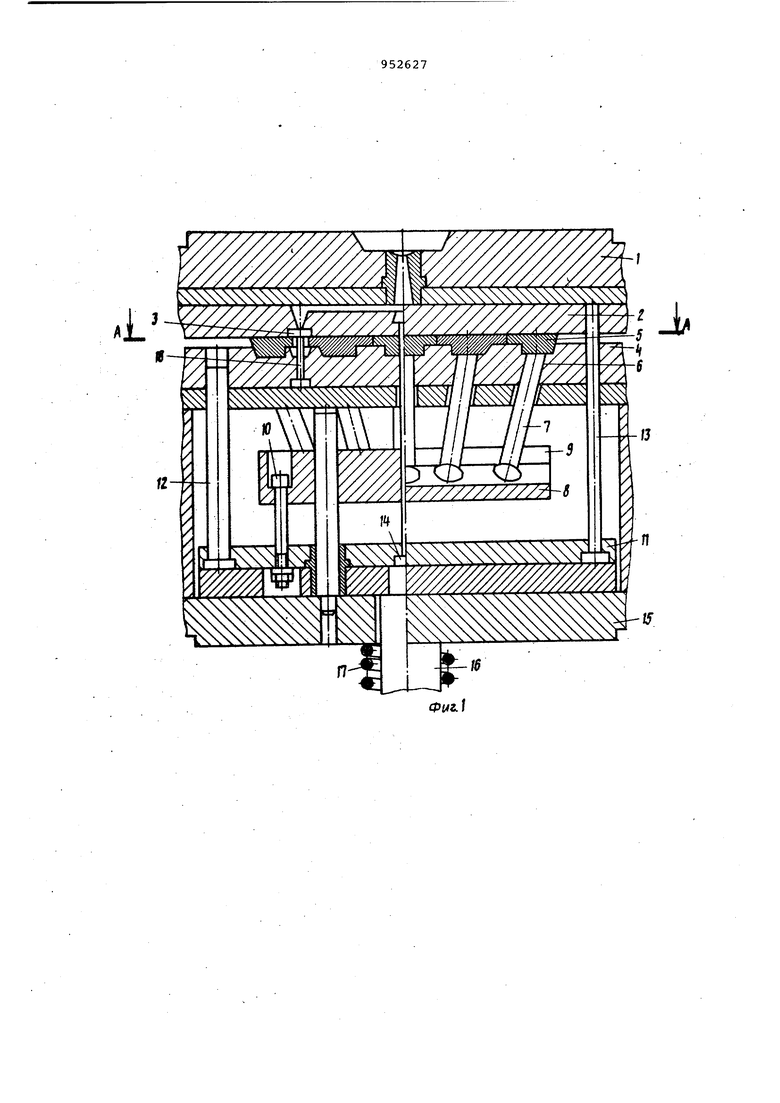
Поставленная цель достигается тем, что в Литьевой форме для изготовления полимерных изделий, содержащей неподвижную литмиковую плиту, подвижную плиту с разъемными полуматрицс1ми, размещенные в наклонных пазах подвижной плиты и установленные под углом к плоскости разъема полуматриц выталкиватели, одни концы которых жестко связаны с полуматрицамн, а другие концы контактируют с плитой выталкивателей угол наклоНа каждогО последующего выталкивателя к плоскости разъема по гуматриц больше угла наклона предыдущего выталкивателя. На фиг. 1 изображена литьевая форма в закрытом положении, продольный разрез; на фиг. 2 --то же, в открытом положении, в момент сброса изделия на фиг. 3 - разрез А-А на фи г. 1. . Литьевая форма содержит неподвижную литниковую плиту 1, подвижную плиту 2 с оформляющими полостями 3, подвижную плиту 4 с разъемнь и полуматрицами 5 и наклонными пазами б, размещенные в пазах 6 выталкиватели 7, одни концы которых жестко связаны с полуматрицами 5, а другие концы контактируют с пли.той 8 и расположены в ее продольном пазу 9. пли та 8 соединена тягами 10 с плитой 11 в которой установлены толкатели 12, контртолкатель 13 и выталкиватель 14 литника, в основании 15 установлены хвостовик 16 с пружиной 17. Знаки 18 размещены в подвижной плите 4 полуматриц 5, на боковых поверхностях которых выполнены оформляющие гнезда 19.Угол наклона каждого последующего выталкивателя 7 к плоскости разъема полуматриц 5 больше угла наклона предыду щего выталкивателя 7. Литьевая форма работает следующим образом. После окончания процесса литья фо ма раскрывается. Подвижная часть формы отходит от неподвижной литниковой плиты 1. в процессе раскрытия хвостовик 16 плиты 11 толкателей 12 наталкивается на неподвижный упор машины и останавливается. Вместе с плитой 11 толкателя, останавливается выталкиватель 14 литника, открывая и сбрасывая литниковую систему. При дальнейшем перемещении подвижная пли та 2 наталкивается на толкатели 12 и останавливается, освобождая часть изделия. В дальнейшем процессе раскрытия формы плита 8 выталкивателей 7 наезжает на плиту 11 толкателей 12 и останавливается. При этом приводятся в движение полуматрицы 5 через выталкиватели 7, скользящие по продольному пазу 9 плиты 8 выталкивателей 7 и взаимодействующие с наклонными пазами б плиты 4 полуматриц 5. При этом полуматрицы 5 перемещаются относительно друг друга, изделие снимается со знака 18, и освобождается. После снятия изделия форма закрывается. Подвижная часть литьевой формы начинает возвратное движение, При этом контртолкатель 13, наталкиваясь на неподвижную литниковую плиту 1, через тягу 10 останавливает плиту 8 выталкивателей 7, которая, взаимодействуя с выталкивателями 7 возвращает в исходное положение полуматрицы 5. В дальнейшем полуЫат-рицы 5 приходят в контакт с подвижной плитой 2. С зтого момента форма готова к работе. Для повышения надежности работы формы установлена пружина 17, обеспечивающая контакт полуматриц 5 с подвижной плитой 2 в последний момент замыкания формы. Предлагаемая литьевая форма из-эа установки каждого последующего выталкивателя под углом к плоскости разъема большим угла наклона предыдущего выталкивателя, позволяет устанавливать полуматрицы последовательно и выполнять оформляющие гнезда на обеих боковых поверхностях кажой полуматрицы и благодаря этому повысить производительность литьевой формы без изменения габаритов формы. Формула изобретения Литьеваяформа для изготовления по-, лимерных изделий,содержащая неподвижную литниковую плиту, подвижную плиту сразъемными полуматрицами,размещенные в наклонных пазах подвижной плиты и установленные под углом к плоскости разъема полуматриц выталкиватели,одни концы которых жестко связаны с полуматрицами,а другие концы контактируют с плитой выталкивателей, отличающаяся тем, что, с целью повышения производительности путем увеличения гнездности без изменения габаритов формы, угол наклона каждого.последующего выталкивателя к плоскости ема полуматриц больше угла наклона предыдущего выталкивателя. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №691309, кл. В 29 С 5/00, 1978. 2.Иванов В.К. Конструирование автоматических литьевых форм для деталей из термопластов. Л., Ленинградский дом научно-технической проп паганды, 1970, с. 24, рис. 15 (прототип) . у///////////л .1
