(54) СПОСОБ ПАЙКИ ИЗДЕЛИЙ
1
Изобретение относится к пайке гибких изделий, преимущественно печатных плат, шлейфов или кабелей.
Известен способ пайки изделий по авт. св. № 522558, преимущественно гибких печатных плат или щлейфов, при котором на паяемые поверхности наносят припой, соединяют детали внахлестку с созданием клиновидного зазора, который создается путем отгиба гибкой печатной платы или шлейфа на 180°, сжимают и нагревают до температуры пайки 1.
Однако этот способ пайки имеет ряд недостатков, одним из которых является то, что он не позволяет обеспечивать одинаковый радиус изгиба по всей ширине кабеля, в связи с чем имеется возмол ность повреждения контактных дорожек во время отгиба на 180°, что снижает качество пайки и вызывает увеличение процента брака на операциях сборки. Кроме того, отсутствует возможность равномерного прижатия всех контактных дорожек.
Целью изобретения является повышение качества паяного соединения за счет обеспечения стабильности геометрии клиновидиого зазора.
Поставленная цель достигается тем, что в известном способе пайки гибких изделий, включающем нанесение припоя на
поверхности паяемых деталей, соединение их внахлестку с созданием клиновидного зазора путем отгиба печатной платы, шлейфа или кабеля на 180°, сжатие и нагрев до температуры пайки, отгибание печатного кабеля произво1п;ят вокруг эластичной вставки и конец его приклеивают, при этом передачу давления осуществляют через вставку.
10 В качестве материала эластичиой термостойкой вставки используют фторопласт.
Формовка гибких печатных кабелей вокруг вставки создает равномерность клиновидного зазора по всей длине паяного соединения.
Для повышения производительности пайки, нагрев зоны пайки осуществляют, путем размещения нагревателя внутри
20 вставки.
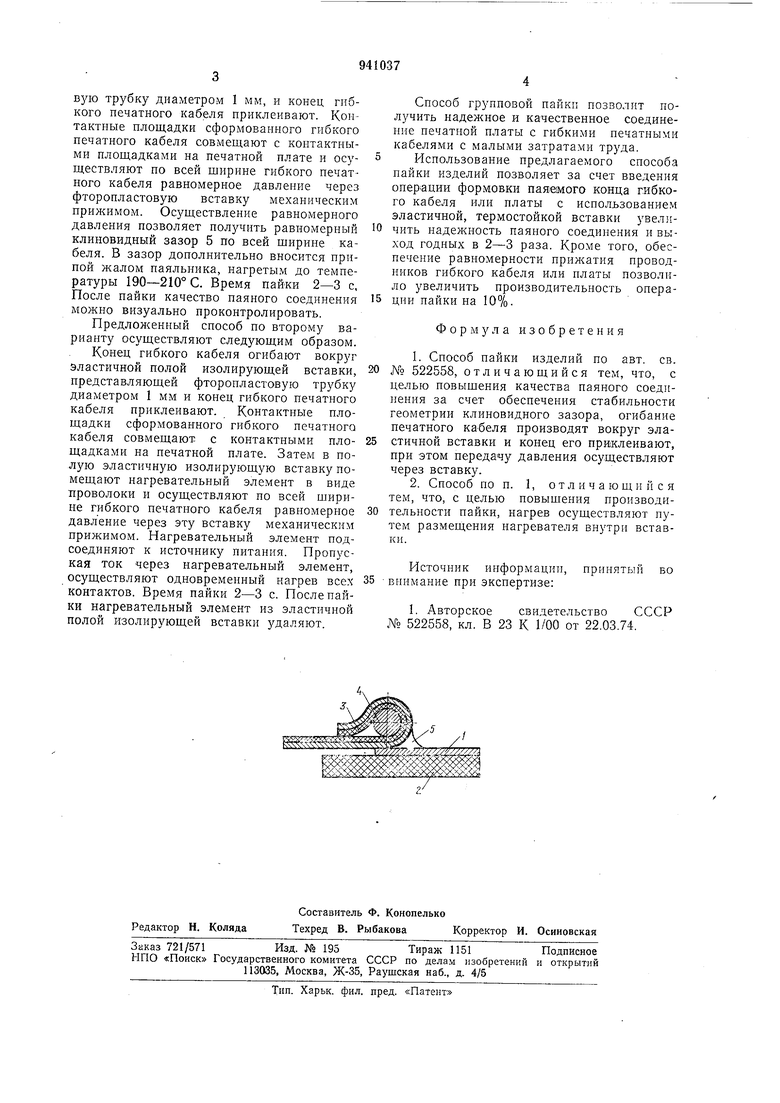
Чертеж поясняет предлагаемый способ.
Предлагаемый способ осуществляют следующим образом.
25
Контактные площадки 1 печатной платы 2 и гибкого печатного кабеля 3 предварительно обслуживают припоем ПОСК50-18. Затем конец гибкого печатного кабеля огибают вокруг эластичной, термостойкой
30 вставки 4, представляющей фторопластовую трубку диаметром 1 мм, и конец гибкого печатного кабеля приклеивают. Контактные площадки сформованного гибкого печатного кабеля совмещают с контактными площадками на печатной плате и осуществляют по всей щирнне гибкого печатного кабеля равномерное давленне через фторопластовую вставку механическим . Осуществление равномерного давления позволяет равномерный клиновидный зазор 5 по всей щирнне кабеля. В зазор дополнительно вносится припой жалом паяльника, нагретым до температуры 190-210° С. Время пайки 2-3 с, После пайки качество паяного соединения можно визуально проконтролировать.
Предложенный способ по второму варианту осуществляют следующим образом.
Конец гибкого кабеля огибают вокруг эластичной полой изолирующей вставки, представляющей фторопластовую трубку диаметром 1 мм и конец гибкого печатного кабеля приклеивают. Контактные площадки сформованного гнбкого печатного кабеля совмещают с контактными площадками на печатной плате. Затем в полую эластичную изолирующую вставку помещают нагревательный элемент в виде проволоки и осуществляют по всей ширине гнбкого печатного кабеля равномерное давление через эту вставку механическим прижимом. Нагревательный элемент подсоединяют к источнику питания. Пропуская ток через нагревательный элемент, осуществляют одновременный нагрев всех контактов. Время пайки 2-3 с. После пайки нагревательный элемент из эластичной полой изолирующей вставки з даляют.
Способ групповой пайки позволит получить надежное и качественное соединение печатной платы с гибкими печатными кабелями с малыми затратами труда.
Использование предлагаемого способа пайки изделий позволяет за счет введения формовки паЯбмого конца гибкого кабеля или платы с использованием эластичной, термостойкой вставки увеличить надежность паяного соединения и выход годных в 2-3 раза. Кроме того, обеспечение равномерности прижатия проводников гибкого кабеля или платы позволило увеличить производительность операцни пайки на 10%.
Формула изобретения
1.Способ пайки изделий по авт. св. № 522558, отличающийся тем, что, с
целью иовышения качества паяного соединения за счет обеспечения стабильности геометрии клиновидного зазора, огибание нечатного кабеля производят вокруг эластичной вставки и конец его приклеивают, при этом передачу давления осуществляют через вставку.
2.Способ по п. 1, отличающийся тем, что, с целью повышения производительности пайки, нагрев осуществляют путем размещения нагревателя внутри вставки.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР ДСо 522558, кл. В 23 К 1/00 от 22.03.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕЦИЗИОННЫЙ ГИБКИЙ ШЛЕЙФ И СПОСОБ ВЫСОКОПЛОТНОГО МОНТАЖА ЭЛЕКТРОННЫХ ПРИБОРОВ С ПОМОЩЬЮ ТАКИХ ШЛЕЙФОВ | 2005 |
|
RU2312474C2 |
| Способ пайки изделий | 1974 |
|
SU522558A1 |
| ЭЛЕКТРОННАЯ ПЛАТА С ВСТРОЕННЫМ НАГРЕВАТЕЛЬНЫМ СОПРОТИВЛЕНИЕМ | 2008 |
|
RU2484607C2 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОСТРИКЦИОННОГО АКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2024 |
|
RU2832430C1 |
| Способ пайки радиоэлементов к печатной плате | 1985 |
|
SU1299720A1 |
| Припаивающее/отпаивающее устройство | 2018 |
|
RU2701976C1 |
| Способ изготовления многослойных печатных плат | 1980 |
|
SU951766A1 |
| ПАЯНОЕ СОЕДИНЕНИЕ ПЕЧАТНЫХ ПЛАТ | 2010 |
|
RU2435338C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
