той же машины при включении между электродами в качестве балластного сопротивления водрохлаждаемого кабеля сопротивлением 150- 10 Ом и при поминальном питающем напряжении.
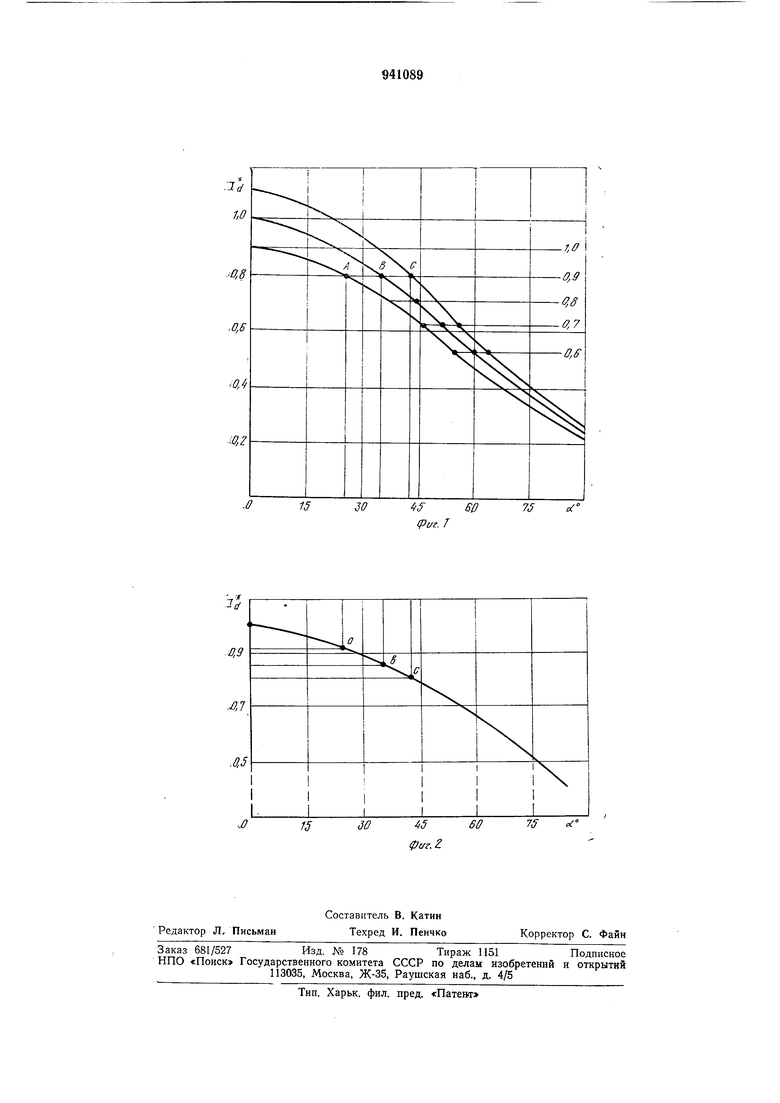
Горизонтальная линия с индексом 0,9, пересекающая характеристики машины при сварке, соответствует ступени включения сварочного .орматора при данном сопротивлении сварив аемых деталей. Тачки А, В и С пересечения указанной линии с характеристиками определяют углы регулирования 25°, 35,5° и 42,5°, обеспечивающие неизменное значение сварочного тока соответственно при пониженном, номинальном и повышенном напряжениях.
Вертикальные линии, проведенные из точек А, В и С Д.О пересечения с характеристикой машины при сопротивлении 150Х ХЮ Ом в точках а, b и с определяют те относительные значения тока машины 91, 85 и 80,5%, которые должны быть получены при подаче па схему стабилизации тех же напряжений и питании мащины номинальным напряжением. При настройке стабилизации сварочного тока на уставке 90% к электродам машины подключают сопротивление 150. 10 Ом, машина питается от сети номинальным напряжением, на схему стабилизации подают пониженное на 10%, номинальное и повышенное на 10% нанряжения и добиваются соответственно значений найденных токов 91, 85 и 80,5%, что и обеспечивает неизменный сварочный ток при колебаниях в тех же пределах напряжения питающей сети.
Способ осуществляют следующим образ-ом.
Определяют параметры электринеской силовой части машины и рассчитывают ее регулировочные х арактеристики при номинальном, поБьпненном и пониженном напряжениях и различных сопротивлениях нагрузки, в том числе номинальном сопротивлении и балластном сопротивлении, при котором осуществляют н-астройку стабилизации сварочного тока.
По регулировочным характеристикам машины при сварке определяют углы регулиров1ания, обеспечивающие неизменность сварочного тока при указанных значениях питающего напряжения, затем находят вторичные токи машины при тех же углах
регулирования, но при неизменном питающем напряжении и включении между электродами М1ащины балластного сопротивления. Настройку стабилиз ации осуществляют, добиваясь получения найденных значений вторичного тока при соответствующих значениях напряжения, подаваемого с помощью устройства, входящего в состав аппаратуры управления, на схему стабилизации.
Данпый способ используется при настройке аппаратуры упрявлепия вместе со сварочной мащиной, особенно в условиях эксплуатации, когда нет возможности подвести и машине изменяющееся напряжение от потенциалрегулятора или другого аналогичного устройства.
Формула изобретения
Способ настройки аппаратуры сварочной машины для стабилизации сварочного тока, основанный на использовании регулировочных характеристик сварочной машины и определении углов регулирования сварочного тока, обеспечивающих его неизменность при номинальном, повышенном и пониженном значениях питающего напряжения, отличающийся тем, что, е целью повышения точности наотройки машин и улучшения к ачества сварки, а также упрощения и удещевления аппаратуры, находят токи машины при одном значеНИИ питающего напряжения и ранее определенных углах регулирования, подают на аппаратуру последовательно номинальное, повышенное и пониженное напряжения и производят настройку стабилизации
до получения най1денных знамений тока.
Источники информации, принятые во внимание при экспертизе:
1. Бокштейн О. Н., Канин А. М. Оборудование для контактной сварки постоянным током. «Энергия, Ленинград, 1976, с. 93-94.
2. Бокштейн О. Н., Канин А. М. Оборудование для контактной сварки постоянным током. «Энергия, Ленинград, 1976, с. 92-93 (прототип).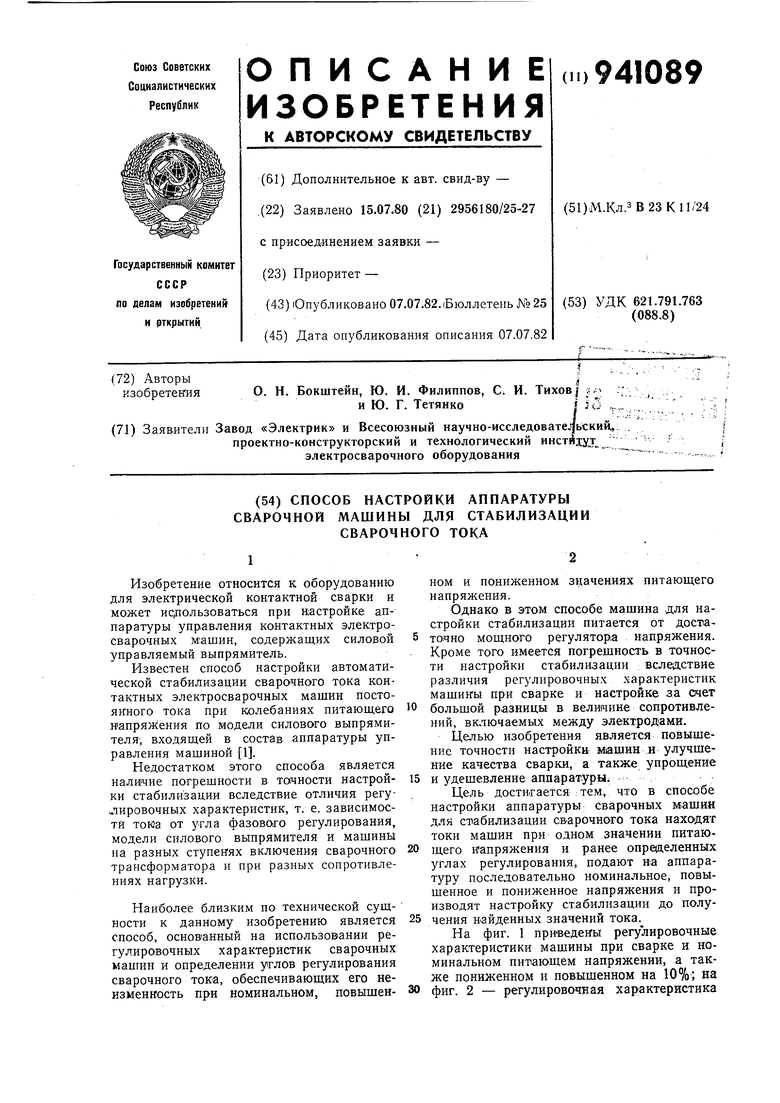
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
| Способ стабилизации сварочного тока при контактной сварке с тиристорным управлением | 1986 |
|
SU1355409A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1992 |
|
RU2022735C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2008 |
|
RU2371890C1 |
| Сварочный выпрямитель | 1986 |
|
SU1324789A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| Способ управления вентильным преобразователем в конденсаторных машинах и устройство для его осуществления | 1987 |
|
SU1611643A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| Сварочный выпрямитель | 1984 |
|
SU1171245A1 |