Изобретение относится к области сварки, в частности к мащинам для контактной сварки на переменном токе.
Цель изобретения - повышение качества сварки путем компенсации возмущающих факторов в сварочной цепи.
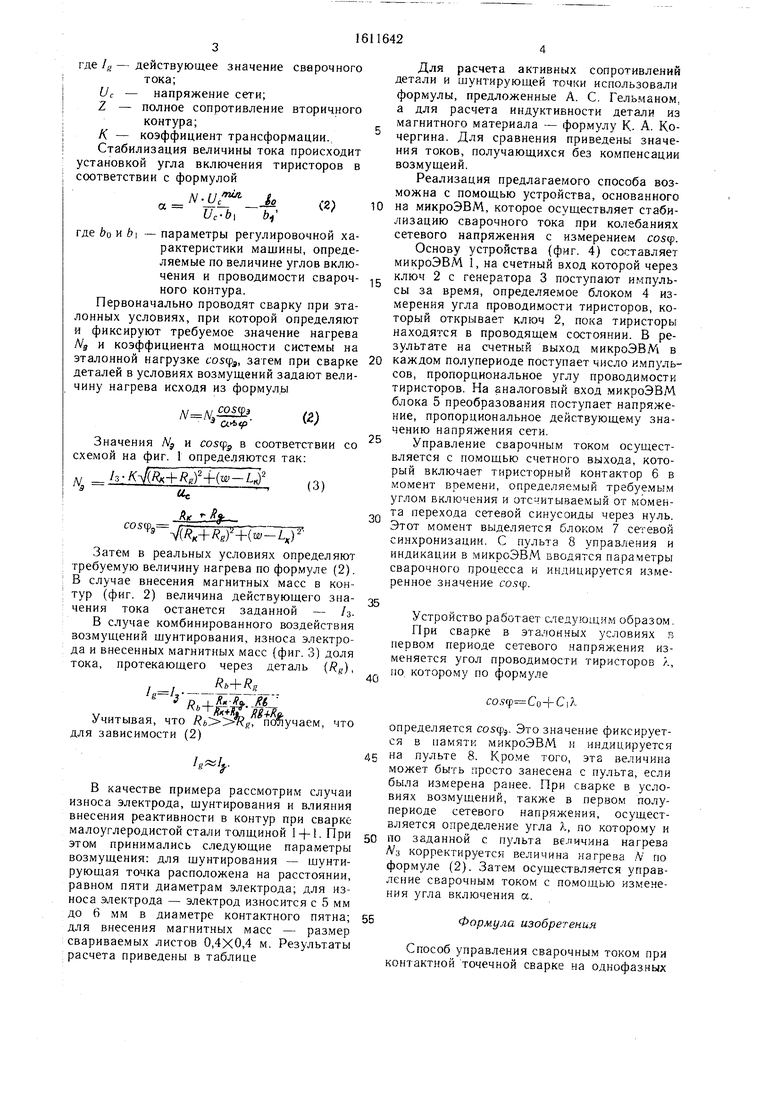
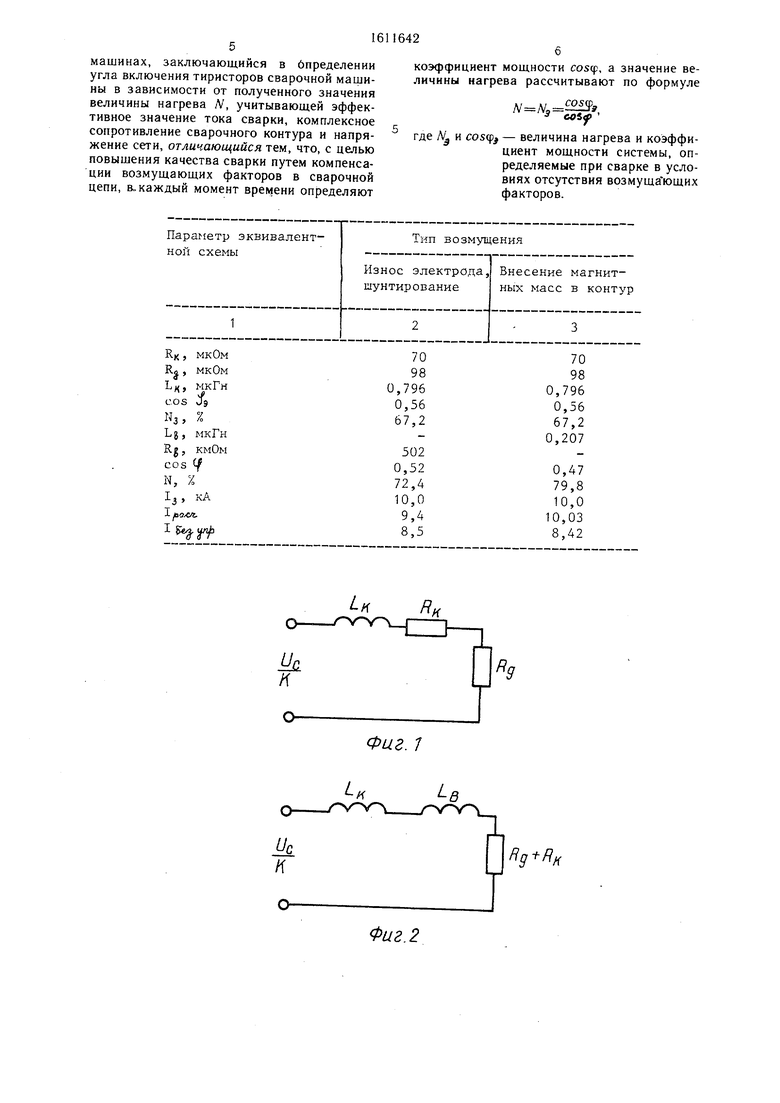
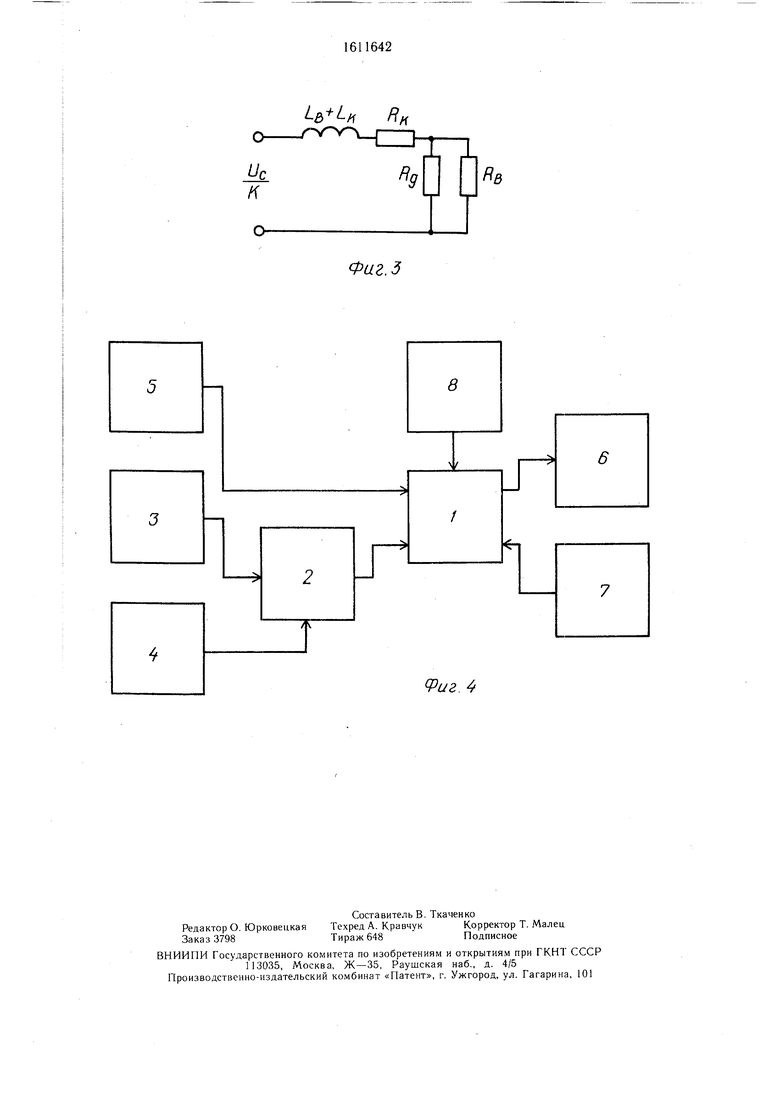
На фиг. 1 показана эквивалентная с.хема сварочной цепи при сварке в эталонных условиях (при отсутствии возмущений); на фиг. 2 - эквивалентная схема сварочной цепи при сварке с внесением магнитных масс в сварочный контур; на фиг. 3 - эквивалентная схема сварочной цепи при одновременном изменении активного сопротивления (шунтирование, износ электрода) и реактивного сопротивления (внесение магнитных масс) контура; на фиг. 4 - блок-схема устройства, реализующего предлагаемый способ.
Сущность способа заключается в следующем.
Величина сварочного тока - один из важнейщих параметров сварочного процесса. При этом под сварочным током понимают действующее значение тока, протекающего во вторичном контуре машины, который не обязате тьно соответствует току в зоне сварки. Главная задача системы управления сварочным током заключается в изменении угла включения тиристоров таким образом, чтобы величина сварочного тока через зону сварки соответствовала бы заданному значению величины нагрева, которое определяется как отношение заданного сварочного тока к полнофазному току па данной нагрузке:
/„
С5
Oi 4 ГО
ио
/
(1)
где 4 - действующее значение сварочного
тока;
Uc - напряжение сети; Z - полное сопротивление вторичного
контура;
К - коэффициент трансформации. Стабилизация величины тока происходит установкой угла включения тиристоров в соответствии с формулой
fnift е
V
где boVi Ь - параметры регулировочной характеристики машины, определяемые по величине углов вклюа-t/..6,
--f,C2
Для расчета активных сопротивлений детали и шунтирующей точки использовали формулы, предложенные А. С. Гельманом а для расчета индуктивности детали из J. магнитного материала - формулу К. А. Ко- чергина. Для сравнения приведены значения токов, получающихся без компенсации возмущеий.
Реализация предлагаемого способа возможна с помощью устройства, основанного 10 на микроэвм, которое осуществляет стабилизацию сварочного тока при колебаниях сетевого напряжения с измерением cosff.
Основу устройства (фиг. 4) составляет микроэвм 1, на счетный вход которой через
......, iiv I4ll., J 1 , DiXklirW i., л ij ЛС1 1 1ПГИГ1 ОЛиД гири и 4CUC3
чения и проводимости свароч- .|g ключ 2 с генератора 3 поступают импуль- ного контура.сы за время, определяемое блоком 4 изПервоначально проводят сварку при эта-мерения угла проводимости тиристоров, который открывает ключ 2, пока тиристоры находятся в проводящем состоянии. В результате на счетный выход микроЭВМ в
лонных условиях, при которой определяют и фиксируют требуемое значение нагрева
NS и )фициента мощности системы на -.7 -.. осклид MHI PUJDJVI в
эталонной нагрузке costp, затем при сварке 20 каждом полупериоде поступает число импуль деталей в условиях возмущений задают вели-сов, пропорциональное углу проводимости
тиристоров. На аналоговый вход микроЭВМ блока 5 преобразования поступает напряже- (2). пропорциональное действующему знаf - - -vi j ij/iy uvy jiriy П ri n J Qf
чину нагрева исходя из формулы
.. а
чению напряжения сети.
Значения Л/j и сохфр в соответствии со схемой на фиг. 1 определяются так:
N -/з-/(У(,)Ч(ш-,Г
СО5ф5
«С
J
(3)
yчaeм, что
vr K+4f4-V-)
Затем в реальных условиях определяют требуемую величину нагрева по формуле (2). В случае внесения магнитных масс в ко.ч- тур (фиг. 2) величина действующего значения тока останется заданной - /з.
В случае комбинированного воздействия возмущений шунтирования, износа электрода и внесенных магнитных масс (фиг. 3) доля тока, протекающего через деталь (),
R-b±Rg
+/&+7&-wi Учитывая, что Кь, по
для зависимости (2)
качестве примера рассмотрим случаи износа электрода, шунтирования и влияния внесения реактивности в контур при сварке малоуглеродистой стали толщиной 1 + 1. При этом принимались следующие параметры возмущения: для шунтирования - шунтирующая точка расположена на расстоянии, равном пяти диаметрам электрода; для износа электрода - электрод износится с 5 мм до 6 мм в диаметре контактного пятна; для внесения магнитных масс - размер свариваемых листов 0,4X0,4 м. Результаты расчета приведены в таблице
Для расчета активных сопротивлений детали и шунтирующей точки использовали формулы, предложенные А. С. Гельманом, а для расчета индуктивности детали из магнитного материала - формулу К. А. Ко- чергина. Для сравнения приведены значения токов, получающихся без компенсации возмущеий.
Реализация предлагаемого способа возможна с помощью устройства, основанного на микроэвм, которое осуществляет стабилизацию сварочного тока при колебаниях сетевого напряжения с измерением cosff.
Основу устройства (фиг. 4) составляет микроэвм 1, на счетный вход которой через
i., л ij ЛС1 1 1ПГИГ1 ОЛиД гири и 4CUC3
ключ 2 с генератора 3 поступают импуль- сы за время, определяемое блоком 4 изторый открывает ключ 2, пока тиристоры находятся в проводящем состоянии. В результате на счетный выход микроЭВМ в
-.7 -.. осклид MHI PUJDJVI в
каждом полупериоде поступает число импуль сов, пропорциональное углу проводимости
тиристоров. На аналоговый вход микроЭВМ блока 5 преобразования поступает напряже- ие. пропорциональное действующему зна
чению напряжения сети.
Управление сварочным током осуществляется с помощью счетного выхода, который включает тиристорный контактор 6 в момент времени, определяе.мый требуемым углом включения и отсчитываемый от момента перехода сетевой синусоиды через нуль. Этот момент выделяется блоком 7 cei-евой синхронизации. С пульта 8 управления и индикации в микроЭВМ вводят ся параметры сварочного процесса и индицируется измеренное значение |;:о.9ф.
Устройство работает следующим образом. При сварке в эталонных условиях в первом периоде сетевого напряжения изменяется угол проводимости тиристоров л, по. которому по формуле
С0. Ci,.
определяется cosff. Это значение фиксируется в памяти микроэвм к индицируется
на пульте 8. Кроме того, эта величина может быть просто занесена с пульта, если была измерена ранее. При сварке в условиях возмущений, также в первом полупериоде сетевого напряжения, осуществляется определение угла К, по которому и
по заданной с пульта ве.лччина нагрева Л/з корректируется величина нагрева N по формуле (2). Затем осуществляется управление сварочным током с помощью изменения угла включения а.
55
Формула изобретения
Способ управления сварочным током при контактной точечной сварке на однофазных
машинах, заключающийся в бпределении угла включения тиристоров сварочной машины в зависимости от полученного значения величины нагрева Л , учитываюш,ей эффективное значение тока сварки, комплексное сопротивление сварочного контура и напряжение сети, отличающийся тем, что, с целью повышения качества сварки путем компенсации возмущающих факторов в сварочной цепи, в. каждый момент времени определяют
коэффициент мощности coscp, а значение величины нагрева рассчитывают по формуле
,2, coif
где Л и со5ф, - величина нагрева и коэффициент мощности системы, определяемые при сварке в условиях отсутствия возмуща ющих факторов.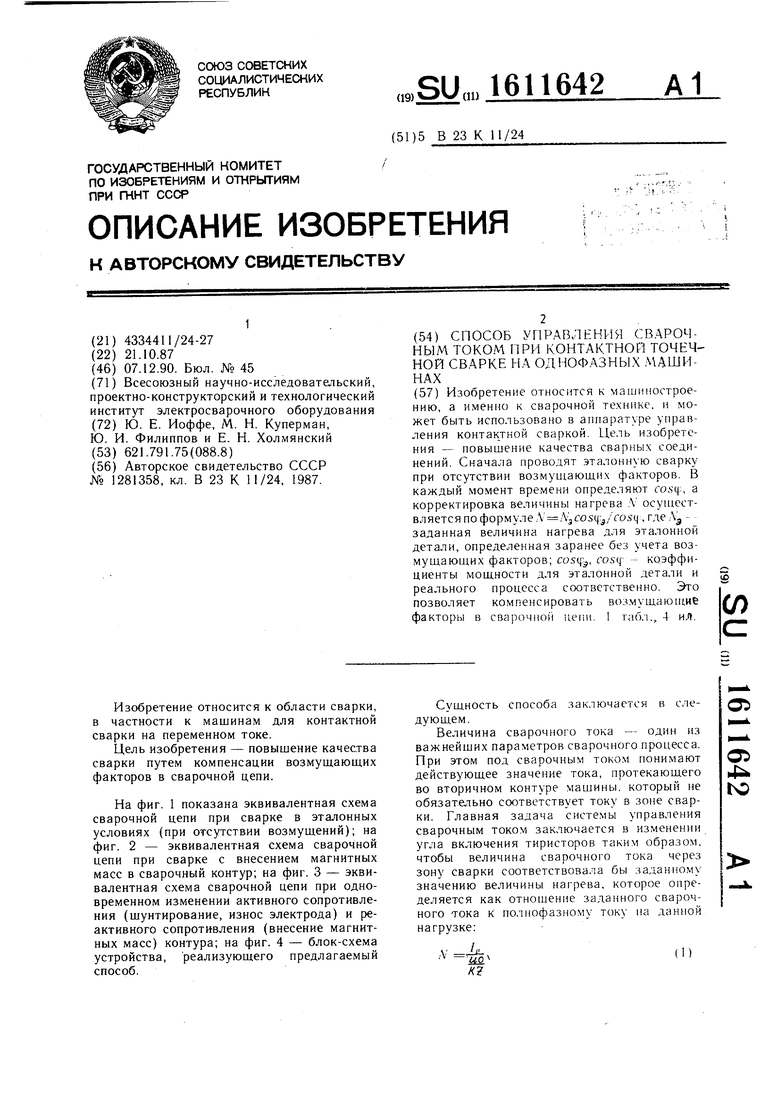
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| Способ управления и контроля процесса контактной сварки | 1985 |
|
SU1320033A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| Способ контроля активного сопротивления сварочного контура при контактной сварке | 1990 |
|
SU1816603A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
Изобретение относится к машиностроению, а именно к сварочной технике, и может быть использовано в аппаратуре управления контактной сваркой. Цель изобретения - повышение качества сварных соединений. Сначала проводят эталонную сварку при отсутствии возмущающих факторов. В каждый момент времени определяют COSφ, а корректировка величины нагрева N осуществляется по формуле N=NэСОSφэ/COSφ, где Nэ - заданная величина нагрева для эталонной детали, определенная заранее без учета возмущающих факторов
COSφэ, COSφ - коэффициенты мощности для эталонной детали и реального процесса соответственно. Это позволяет компенсировать возмущающие факторы в сварочной цепи. 4 ил.
Фиг. 7
,
Фиг. 2
Н
Фаг.5
2
в
(Риг.4
| Способ определения коэффициента мощности полнофазного включения тока при контактной точечной сварке однофазным током | 1985 |
|
SU1281358A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
