Изобретение относится к области сварки и может быть применено для управления сварочным током на контактных машинах переменного тока путем начальной установки на аппаратуре управления рассчитанного угла включения тиристоров α.
Фазная регулировка сварочного тока может осуществляться в двух режимах - программном и автоматическом. При этом программное задание величины α позволяет в ряде случаев упростить аппаратуру управления без ухудшения качества сварки по сравнению с использованием более сложной и дорогой автоматической фазной регулировки. Однако в этом случае для правильного задания α необходимо произвести комплекс замеров и вычислений.
Известен способ управлением сварочным током при контактной точечной сварке на однофазных машинах, заключающийся в определении угла включения тиристоров сварочной машины в зависимости от полученного значения величины нагрева N, учитывающей эффективное значение тока сварки, комплексное сопротивление сварочного тока и напряжение сети, при этом в каждый момент времени определяют коэффициент мощности cos ϕ, а значение величины нагрева рассчитывают по формуле N=Nэ·cos ϕэ/cos ϕ, где Nэ - заданная величина нагрева для эталонной детали, определяемая заранее при сварке в условиях отсутствия возмущающих факторов; cos ϕэ, cos ϕ - коэффициенты мощности для эталонной детали и реального процесса соответственно [Авторское свидетельство СССР №1611642, кл. В23К 11/24, 1990].
Использование данного способа позволяет повысить качество сварки за счет расчета параметров фазной регулировки в зависимости от возмущающих факторов. Однако данный способ требует постоянного измерения коэффициента мощности cos ϕ процесса сварки, что требует усложнения технологического процесса, особенно необоснованного в условиях массового производства, когда индуктивное сопротивление контура и среднее значение коэффициента мощности процесса от детали к детали изменяются незначительно.
Известен способ стабилизации сварочного тока при контактной сварке с тиристорным управлением, заключающийся в изменении угла включения тиристоров в каждом полупериоде переменного тока в соответствии с регулировочной характеристикой в зависимости от угла включения и проводимости тиристоров в предыдущем полупериоде сетевого напряжения, при этом угол включения тиристоров задают в соответствии с выражением  , где
, где  ; Uоп - опорное напряжение сети, выбранное из разрешенного диапазона сетевых напряжений; Iд - действующее значение сварочного тока при напряжении сети, равном Uоп; Uc - напряжение сети; К - коэффициент трансформации; Z - полное сопротивление сварочной цепи; b0 и b1 - коэффициенты регулировочной характеристики, зависящей от коэффициента мощности полнофазного включения сварочной цепи, определяемой по величинам углов включения и проводимости, вычисленным в предыдущем полупериоде, при этом α в первом полупериоде задают фиксированным [Авторское свидетельство СССР №1355409, кл. В23К 11/24, 1987].
; Uоп - опорное напряжение сети, выбранное из разрешенного диапазона сетевых напряжений; Iд - действующее значение сварочного тока при напряжении сети, равном Uоп; Uc - напряжение сети; К - коэффициент трансформации; Z - полное сопротивление сварочной цепи; b0 и b1 - коэффициенты регулировочной характеристики, зависящей от коэффициента мощности полнофазного включения сварочной цепи, определяемой по величинам углов включения и проводимости, вычисленным в предыдущем полупериоде, при этом α в первом полупериоде задают фиксированным [Авторское свидетельство СССР №1355409, кл. В23К 11/24, 1987].
Этот способ, взятый за прототип, позволяет с достаточной (до 1%) точностью рассчитать угол включения тиристоров α. При этом, если принять Uоп=Uc=380 В, то становится возможным для заданных значений Iд, Z, b0 и b1 рассчитать необходимое значение α для систем управления с программным регулированием угла включения тиристоров. Однако для вычислений значений b0 и b1, требуется определить значение cos ϕ. Определение же cos ϕ предлагается производить в зависимости от величин углов включения и проводимости тиристоров в предыдущем периоде, что требует использования микропроцессорного устройства. Кроме того, остается неизвестным значение величины Z, расчетное определение которого производится с замером активного сопротивления сварочного контура, что тоже требует использования дополнительного оборудования и усложняет осуществление способа.
Задача, на решение которой направлено данное изобретение, заключается в упрощении определения параметров фазной регулировки при программном управлении углом включения тиристоров α за счет использования типовых средств управления и контроля параметров сварки.
Эта задача решается тем, что в способе управления сварочным током при контактной точечной сварке, включающем в себя определение параметров сварочного контура и управление сварочным током за счет изменения угла включения тиристоров в зависимости от значений определенных параметров, в качестве определяемых параметров используют активное Rк и индуктивное Хк сопротивления сварочного контура, при этом перед началом сварки при короткозамкнутых электродах включают сварочный трансформатор с заданными значениями углов включения тиристоров, для которых измеряют действующее значение вторичного тока в сварочном контуре I2изм, в зависимости от которого строят графики функций Rк=f(Rк), находят координаты точки пересечения графиков, соответствующие искомым значениям Rк и Хк, а при сварке угол включения тиристоров изменяют таким образом, чтобы рассчитанное с учетом Rк и Хк среднее за сварочный цикл действующее значение сварочного тока I2 соответствовало заданному.
Использование в качестве параметров управления активного Rк и индуктивного Хк сопротивлений сварочного контура позволяет упростить расчеты угла включения тиристоров α и повысить их точность, так как значения величин Rк и Хк практически не изменяются в процессе сварки одной точки и могут быть приняты постоянными.
Задание составляющих комплексного сопротивления - активного Rк и индуктивного Хк сопротивлений сварочного контура в виде функций Хк=f(Rк) для различных углов включения тиристоров α из разрешенного диапазона позволяет каждому значению активного сопротивления Rк поставить значение индуктивного сопротивления Хк в соответствии с заданной математической зависимостью.
Нахождение активного Rк и индуктивного Хк сопротивлений контура как пересечение графиков этих функций для различных значений угла α позволяет определить такие значения Rк и Хк, которые удовлетворяли бы данной математической зависимости при всех значениях угла α из разрешенного диапазона. При этом достаточно построить два графика функций Хк=f(Rк) соответственно для двух различных значений угла α, так как в точке пересечения этих графиков будут пересекаться все графики функций Хк=f(Rк) для значений α из разрешенного диапазона.
Измерение действующего значения тока во вторичном контуре при короткозамкнутых электродах позволяет исключить из расчетов значение сопротивления электрод-электрод, которое в противном случае должно быть точно измерено, что затруднит осуществление способа.
Расчет значения индуктивного сопротивления Хк в зависимости от активного сопротивления Rк по математической зависимости с использованием измеренных значений вторичного тока в сварочном контуре позволяет осуществлять данный способ с применением типовых средств контроля сварочного тока (например, такого как многофункциональный измеритель контактной сварки МИКС-2М и т.п.).
Как известно, при фазовом регулировании зависимость сварочного тока от времени определяется соотношением

где Iп - максимальное значение установившегося полнофазного тока;
ω - угловая частота напряжения сети;
α - угол открытия силовых тиристоров;
ϕ - угол запаздывания полнофазного тока от напряжения сети.
Импульс тока заканчивается в момент времени tλ=λ/ω, тогда уравнение для угла проводимости λ имеет вид

Решая это уравнение для различных значений α и ϕ, можно получать значения λ.
Действующее значение сварочного тока определяется соотношением
Представив значение полнофазного тока Iп через суммарные активное Rк и индуктивное Хк сопротивления сварочного контура, среднее за сварочный цикл сопротивление Rэ-э промежутка электрод-электрод и вторичное напряжение холостого хода U20 получим

где Z - комплексное сопротивление сварочного контура, вычисляемое по формуле

Значение cos ϕ можно определить по формуле

Для случая короткозамкнутых электродов необходимо принять Rэ-э.
Таким образом с учетом (1)...(6), для заданных α1 и α2, U20 и измеренного действующего значения сварочного тока I2изм область значений Хк и Rк, при которых в сварочном контуре развиваются токи, равные измеренным I2изм, можно представить в виде линии в декартовой системе координат, где по оси абсцисс и оси ординат откладываются значения сопротивлений соответственно активного Rк и индуктивного Хк сопротивлений контура.
Из чертежа следует, что для данной контактной машины при α1≠α2 два построенных таким образом графика будут пересекаться в точке с координатами, соответствующими активному Rк и индуктивному Хк сопротивлениям сварочного контура.
Способ управления сварочным током при контактной точечной сварке осуществляется следующим образом.
Перед началом сварки при короткозамкнутых электродах производят включение сварочного трансформатора с заданными значениями углов включения тиристоров α1 и α2. С использованием известных приборов (например, многофункционального измерителя контактной сварки МИКС-2М и т.п..) измеряют действующие значения вторичного тока в сварочном контуре I2изм. Для заданных α1 и α2. Далее производят построение графиков функций Хк=f(Rк), при которых для заданных α1 и α2 выполняется условие
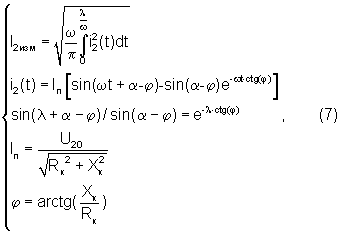
где Iп - максимальное значение установившегося полнофазного тока;
ω - угловая частота напряжения сети;
ϕ - угол запаздывания полнофазного тока от напряжения сети;
λ - угол проводимости силовых тиристоров;
α - угол включения тиристоров;
i2(t) - значение сварочного тока в зависимости от времени;
U20 - вторичное напряжение холостого хода сварочного трансформатора.
Далее находят координаты точки пересечения этих графиков, которые соответствуют искомым значениям активного Rк и индуктивного Хк сопротивлений сварочного контура.
Известно, что регулировочная характеристика контактной сварочной машины переменного тока при фазном регулировании может быть представлена в виде

где b0 и b1 - коэффициенты регулировочной характеристики, зависящей от коэффициента полнофазного включения сварочной цепи cos ϕ;
Iсв 0 - действующее значение полнофазного установившегося тока, определяемое по формуле

Известно, что в диапазоне изменения cos ϕ∈[0,2;0,8] значения b0 и b1 с достаточной точностью определяются аппроксимирующими полиномами, как это, например, показано в прототипе:

При этом значение cos ϕ рассчитывается по (5), (6).
С учетом (4), (5), (8) и (9) получаем зависимость для определения α:
Таким образом, на конкретной сварочной машине для известных U20 и Rэ-э можно рассчитать значение угла включения тиристоров, при котором среднее за сварочный цикл действующее значение I2 сварочного тока будет равно заданному.
Пример. На контактной сварочной машине МТПУ-300 при напряжении холостого хода сварочного трансформатора U20=2,32 В и заданных углах открытия тиристоров α1=80° и α2=120° при короткозамкнутых электродах с использованием измерителя контактной сварки МИКС-2М были измерены действующие значения вторичного тока в сварочном контуре, которые оказались равными 7100 А и 2700 А для каждого угла соответственно. В системе координат Rк-Хк были построены графики функций Хк=f(Rк) для углов α1=80° и α2=120° соответственно, удовлетворяющих условию (7), которые представлены на чертеже кривыми 1 и 2 соответственно. Найдена точка пересечения этих графиков, которая соответствует Rк=60 мкОм и Xк=200 мкОм. Аналогичные результаты (кривые 3 и 4) на этой же контактной машине были получены для α1=100° и α2=140° при измеренных значениях вторичного тока в сварочном контуре 4800 А и 1110 А соответственно.
Далее для случая сварки двух листов из низкоуглеродистой стали 08кп толщиной 1+1 мм (Rэ-э=128·10-6 Ом) по формуле (5) определили Z=274·10-6 Ом, по формуле (6) cos ϕ=0,686. По формуле (10) определили b0=1,515 и b1=0,57. Для U20=4,05 В и I2=9000 А согласно (11) α=1,146 рад или 65°, что составило погрешность метода 3%.
Таким образом, предлагаемое изобретение позволяет расчетным способом определять параметры фазной регулировки при программном управлении углом включения тиристоров, при этом не требуется использования дополнительного оборудования кроме стандартного измерителя сварочного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2424098C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 2009 |
|
RU2424096C1 |
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
Изобретение относится к области сварки и может быть применено для управления сварочным током на контактных машинах переменного тока путем начальной установки на аппаратуре управления рассчитанного угла включения тиристоров. Перед началом сварки при короткозамкнутых электродах для определения параметров сварочного контура, которыми являются активное Rк и индуктивное Хк сопротивления, включают сварочный трансформатор с заданными значениями углов включения тиристоров. Для заданных углов измеряют действующее значение вторичного тока в сварочном контуре I2азм, в зависимости от которого строят графики функций Xк=f(Rк) (1), (2), (3), (4), и находят координаты точки пересечения графиков, соответствующие значениям Rк и Хк сварочного контура. При сварке угол включения тиристоров изменяют таким образом, чтобы рассчитанное с учетом Rк и Хк среднее за сварочный цикл действующее значение сварочного тока соответствовало заданному. Упрощается процесс определения параметров фазной регулировки при программном управлении углом включения тиристоров. 1 ил.
Способ управления сварочным током при контактной точечной сварке, включающий определение параметров сварочного контура и управление сварочным током за счет изменения угла включения тиристоров в зависимости от значений определенных параметров, отличающийся тем, что в качестве определяемых параметров используют активное Rк и индуктивное Хк сопротивления сварочного контура, при этом перед началом сварки при короткозамкнутых электродах включают сварочный трансформатор с заданными значениями углов включения тиристоров для которых измеряют действующее значение вторичного тока в сварочном контуре I2изм, в зависимости от которого строят графики функций Xк=f(Rк), находят координаты точки пересечения графиков, соответствующие упомянутым значениям Rк и Хк, а при сварке угол включения тиристоров изменяют таким образом, чтобы рассчитанное с учетом Rк и Хк среднее за сварочный цикл действующее значение сварочного тока I2 соответствовало заданному, причем при построении графиков функций Xк=f(Rк) соблюдают условие:
где Iп - максимальное значение установившегося полнофазного тока;
ω - угловая частота напряжения сети;
ϕ - угол запаздывания полнофазного тока от напряжения сети;
λ - угол проводимости силовых тиристоров;
α - угол включения силовых тиристоров;
i2(t) - значение сварочного тока в зависимости от времени;
U20 - вторичное напряжение холостого хода сварочного трансформатора.
| Способ стабилизации сварочного тока при контактной сварке с тиристорным управлением | 1986 |
|
SU1355409A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2003 |
|
RU2253552C1 |
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
| Способ контроля активного сопротивления сварочного контура при контактной сварке | 1990 |
|
SU1816603A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

