Изобретение относится к сварочному производству,
Целью изобретения является повышение качества сварного соединения.
На фиг.1 показаны регулировочные характеристики сварочной машины; на фиг.2 - схема устройства для реализации предложенного способа,.
Стабилизация тока по способу осу- ществляется следующим образом,
Известно что регулировочная характеристика контактной машины переменного тока при фазовом регулировании может быть представлена в виде
b
де
oi.
Ь, 1
II 1„
о b,oi, угол включения тиристоров;
коэффициенты регулировоч- л ной характеристики, зависящей от коэффициента мощности полнофазного включения сварочной цепи cos ср ;
отношение действующего значения сварочного тока к току полнофазного вклю. чения при oi. 9 В соответствии с законом Ома для цепи переменного тока действующее значение сварочного тока при полно- фазном включении определяется как
Т HSL
KZ
где Ug - действующее значение сетевого напряжения; К - коэффициент трансформации; Z - полное сбпротивление сварочной цепи, -
т.е. для действующего значения сварочного тока-справедливо выражение
УС K Z
(bo + Ь,об).
(1)
Стабилизация сварочного тока должна обеспечивать равенство сварочного тока при различных величинах сетевого напряжения, т.е.
Uc
.
KZ
(Ь,
Vby)|f-(b,
+b,oi),(2)
и
on
- опорное напряжение сети, произвольно выбранное из разрешенного диапазона сетевых напряжений;
2
- угол включения, при котором в случае сетевого напряжения, равного опорному, получают сварочный ток величины I а,
Для задания величины сварочного принято использовать уровень нагрева, которьй представляет собой отношение заданного тока к току полнофазного включения при некотором опорном напряжении, т.е.
N
II
Uerj.
KZ
(3)
Сопоставляя (3) и правую часть равенства (2), получаем условие стабилизации в виде
(А)
Таким образом, при известных
ЗОЬрИЬ, ии,- можно поддерживать заданный уровень нагрева N путем задания в каждом полупериоде угла включения в соответствии с формулой (4) .
35 Известно, что величины Ь и Ь, зависят только от коэффициента мощности полнофазного включения сварочной цепи cos ср, который может быть определен по величинам углов вклк140 чения и проводимости об и И .
Величины Ьд и Ь, известны при дискретных значениях costf,. однако для целей стабилизации тока при условии колебаний сетевого напряжения
45 по формуле (4) необходимо иметь возможность определять Ь и Ь, при любом значении costf . Для этого определяют аппроксимирующие полиномы:
(5)
,562-2,189cosif+0,9642cos2q ; b, -1,029+0,9184cos(pO,3631cos2q)
которые в диапазоне изменения cosif ,2; 0,8 обеспечивают высокую точность соответствия (см.табл.О, Таким образом, измерив в предшествующем полупериоде и зная oi в этой же гголупериоде, можно определить коэффициент мощности costp, по которому рассчитывают текущие значения Ь. и Ь, . Далее в соответствии с из
меряейои величиной сетевого напряжения на очередной полупериод угол включения ci определяют из формулы (4) .
В качестве опорного напряжения лучше всего выбрать наименьшее из возможных сетевых напряжений, т.е. номинальное значение - 10%. При любом другом напряжении сети из допустимого диапазона имеет физический смысл величина N 1. Так, при номинальном напряжении питания 380 В выбирают UQ 340 В.
Математическое моделирование и экспериментальная проверка (см.табл.2 показали,что предложенный способ позволяет проводить стабилизацию сварочного тока при допустимых колебаниях сетевого напряжения с погрешностью, не превьшающей 1% где N - заданньш процент нагрева.
Способ может быть реализован с помощью устройства, блок-схема кото- рого показана на фиг.2, В состав устройства входят блок 1 синхронизации, датчик 2 угла проводимости; три арифметических блока 3, -5, 6; аналогрво- цифровой преобразователь (АЦП) 4; регистр 7 уставки, тиристорный контактор 8, схема 9 сравнения, двоичный счетчик 10, генератор 11 импульсов.- I
Датчик 2 угла проводимости вьщает
на арифметический блок 3 величину угла проводимости в цифровом виде, в котором по этой величине, а также углу &С , поступающего от арифмети- ческого блока 6, вычисляется значение коэффициента мощности сварочной цепи , поступающее на вход арифметического блока 5. Здесь по величине cos (f в соответствии с формулами (5) вычисляются значения Ь и Ь, , которыв затем подаются на входы арифметического блока 6. Блок 1 синхронизации вырабатьгоает два сигнала. Один из них представляет собой импульс, вырабаты- ваемый в момент перехода сетевого напряжения через нуль. Второй сигнал - аналоговый, соответствующий по своей величине действующему значению сетевого напряжения. Этот сигнал попадает на .ДЦП 4, на выходе которого выраба- тьшается цифровое значение сетевого напряжения. Последнее поступает на третий вход арифметического блока 6,
355409
который по Ь
15
20
ю
) 25« . Q. 35
40 45 . 50 gg
Ь, , Uc вычисляет новое значение угла ot и вьщает его на выход.Эта величина поступает на арифметический блок 3 и цифровой фазовращатель, состоящий из блоков 7, 9, 10, 11. Параллельный регистр уставки-хранит поступающую с арифметического блока 6 величину угла еб . Двоичный счетчик 10 считает импульсы, поступающие с генератора 11, при этом счет начинается каждый раз с- нулевого значения в момент начала очередного по;1упериода, что обеспечивается подачей на сбросовьш вход счетчика имнульса, вырабатываемого блоком 1 синхронизации. Величина, выставленная в регистр 7, и текущее значение счетчика 10 сравниваются в схеме 9 сравнения, которая вырабатывает импульс в случае равенства этих значений, т.е. в момент времени, соответствующий «6 . Этот импульс включает один из тиристоров в тиристорном контакторе 8.
Особенно просто реализуется способ, если блоки 3, 4, 5, 6 представляют собой однокристалльную микроЭБМ, например Электроника С5-31М.
Применение способа позволяет повысить качество сварного соединения за счет повьшения точности стабилизации и упрощения аппаратуры управления,
Формула изобретения
Способ стабилизации -сварочйого тока при контактной сварке с тиристорным управлением, заключающийся в изменении угла включения тиристоров в каждом полупе риоде переменного тока для компенсации колебаний сетевого напряжения в соответствии с регулировочной характеристикой в зависимости от угла включения и проводимости тиристоров в предыдущем полупериоде сетевого напряжения, отличающийся тем, что с целью повышения качества сварного соединения, угол включения тиристоров al/ задают в соответствии с выражением
«г
NU,
и. Ь.
b
где N
J2 UU-L
KZ
1355A09
опорное напряжение сети, выбранное из разрешенного диапазона сетевых напряжений; . действующее значение сварочного тока при напрлжен1 и сети, равном и
он
340 2,92 2,00 1 , 49 2,62 1,81 1,33 2,27 1,65 1,17 1,68 1,26 0,90
t
380 2,92 2,01 1,50 .2,62 1,82 1,35 2,30 1,65 1,18 1,70 1,26 0,90
400 2,90 2,02 1,50 2,62 1,81 1,36 2,30 1,65 1,18 1,70 1,26 0,90
6
коэ4)фициенты регулировочной характеристики, зависящей от коэф({)ици- ента мощности полнофазного включения сварочной цепи, определяемой по величинам углов включения и проводиТаблица 2
А, 3/1. 200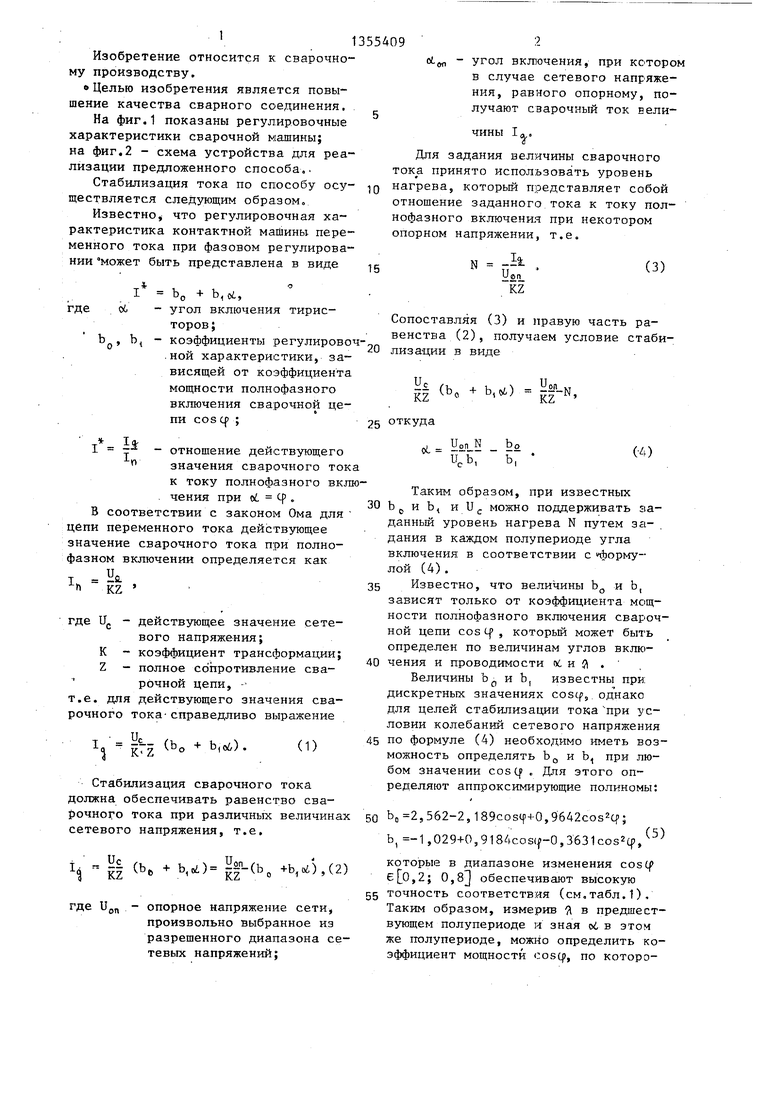


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| Способ контроля активного сопротивления сварочного контура при контактной сварке | 1990 |
|
SU1816603A1 |
| Способ определения коэффициента мощности полнофазного включения тока при контактной точечной сварке однофазным током | 1985 |
|
SU1281358A1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |

Изобретение относится к сварочному производству, в частности к контактной сварке переменным током с тиристорным управлением. Изобретение позволяет повысить качество сварного соединения. Цель достигается тем, что стабилизация тока производится в каждом полупериоде, начиная с второго, путем установления угла включения тиристоров ot в соответствии с выражением «t be Uc-b, b, где U - напряжение сети; N - заданное на этот полупериод значение сварочного тока, отнесенное к току полнофазного включения при напряжении сети, равном УОП bg,, bj-параметры регулировочной ® характеристики. При этом значение вб в первом полупериоде задают фиксированным. Величины Ьд и Ь, зависят только от коэффициента мощности пол- нофазного вкгпочения сварочной цепи coscp. 2 ил,, 2 табл. сл со СП сл
.100
.0.1 0,2 0,3 44
Фиг. 2
Редактор М.Келемеш
Составитель В.Грибова Техред Л.Олейник
Заказ 5745/14Тираж 970 ... Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская:яаб. д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0,7 0,8 coff
Oi5 0.6 Фиг.1
Корректор Й.Эрдейи
| Способ определения коэффициента мощности полнофазного включения тока при контактной точечной сварке однофазным током | 1985 |
|
SU1281358A1 |
| Патент США № 4493040, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварка в машиностроении / Под ред | |||
| Ю.Н.Зорина, М.: Машиностроение, т | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
