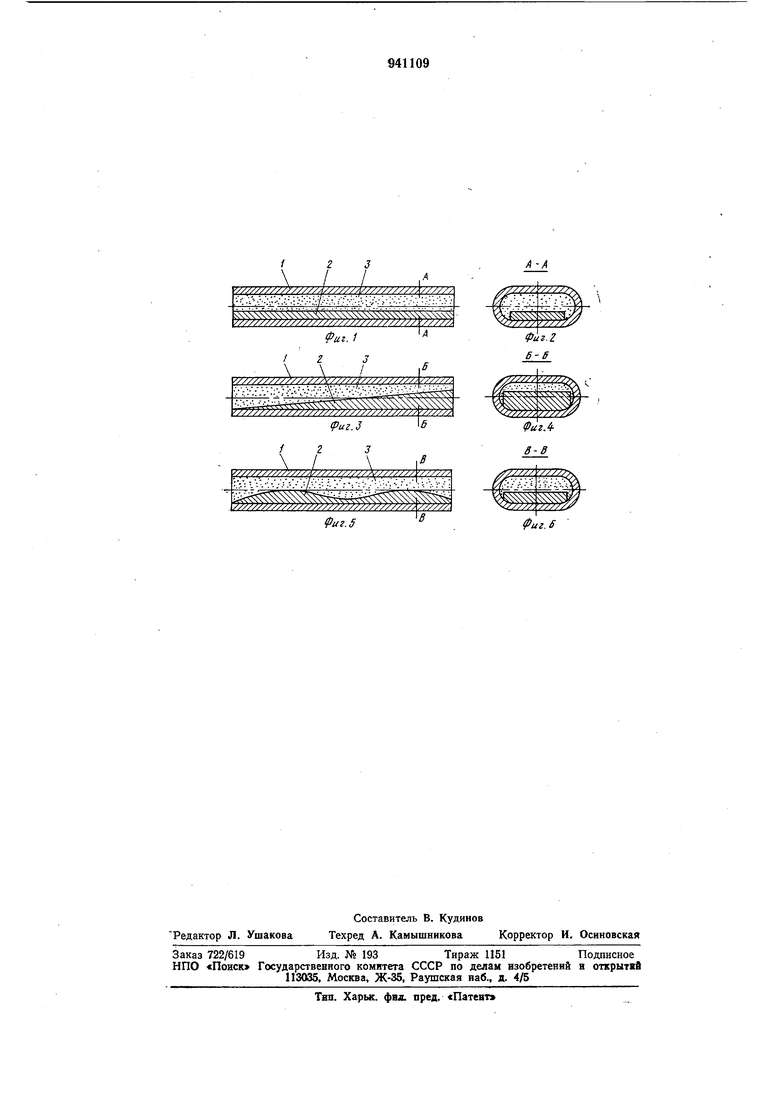
футеровочного элемента; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - другой вариант футеровочного элемента; на фиг. 6 - разрез В-В фиг. 5.
Унифицированный футеровочный элемент содержит каркас 1, дополнительную нластину 2 и износостойкий композиционный материал 3.
Футеровочный элемент, показанный на фиг. 1 и 2, имеет пластину одинаковой толщины по всему сечению. Он предназначен для изготовления деталей, испытывающих равномерно распределенные нагрузки.
Футеровочный элемент, показанный на фиг. 3 и 4, имеет пластину, выполненную в форме плоского клина. Он предназначен для изготовления деталей, испытывающих неравномерно изменяющиеся нагрузки. Участки элемента с минимальной толщиной пластины соответствуют областям, где нагрузки имеют максимальные значения.
Предлагаемый унифицированный футеровочный элемент (УФЭ) прошел промышленную проверку при изготовлении 480 шт.
Внутрь полости труб сечением 120 X Х25х5 и длиной 1000 мм вводили плоские яластины толщиной 5 и 10, шириной :100 и длиной около 1000 мм из стали Б СтЗкп и прижимали ее к плоской стенке, а оставшуюся часть полости трубы заполняли порош1«)образны1м карбидом вольфрама-релитом «3 (ТУ 48-42-34-70), производили герметизацию, нагрев до1150±50°С и пропитку карбидов вольфрама расплавленным сплавом марки МНМЦ 20-20.
Наплавку УФЭ вели пакетами по 40- 60 шт.
Качество композиционного сплава, проверенное просвечиванием -лучами и по поперечным изломам, удовлетворяло предъявляемым к нему требованиям.
Полученные унифицированные футеровочные элементы с композиционным сллавом толщиной 5 и 10 мм использовали в сочетании с элементами со сплавом толщиной 15 мм. Первые использовали для армирования поверхностей, испытывающих
сравнительно невысокие абразивные нагрузки, вторые - для упрочнения поверхностей, работающих в условиях более интенсивного износа.
УФЭ использовали для изготовления деталей для доменной печи объемом 5000 м.
Расчеты показывают, что применение УФЭ с композиционным сплавом дифференцированной толщины дает экономию 171,9 тыс. руб. в расчете на один комплект загрузочного устройства для доменной печи объемом 5000 м.
Предлагаемый УФЭ применяется на Уралмащзаводе для изготовления -большого числа деталей загрузочных устройств доменных печей объемом 3000 и 5000 м.
Формула изобретения
1.Унифицированный футеровочный элемент, содержащий каркас в виде плоской трубы и износостойкий композиционный материал, помещенный в полость каркаса и соединенный с ним диффузионно, отличающийся тем, что, с целью сокращения расхода износостойкого композиционного материала путем изменения его сечения при постоянном профиле трубы, в полость каркаса дополнительно установлена, диффузионно с ним соединенная, металлическая пластина.
2.Футеровочный элемент по п. 1, отличающийся тем, что пластина выполнена в форме клина.
3.Футеровочный элемент по п. 1, отличающийся тем, что пластина выполнена по форме плавной кривой.
Источники информации, принятые во внимание при экспертизе:
1.Сб. докладов 11 республиканской конференции «Современные . методы наплавки и наплавочные материалы, Харьков, 1975, стр. 160-162.
2.«Сварочное производство, 1977, № 8, стр. 21-23.
i2 3
II
//////////////// ///////i////////// //////
/////////////////////////////////.
Фиг. 1
(риг.З
t,
I
/////7/7//7///A//777Zy/7//A 7//////y/77///
.
Ри.5
Ф
ХЧЧЧЧУ У//////
Ш
л/л
в
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ износостойкой наплавки | 1975 |
|
SU562393A1 |
| Способ изготовления футеровочного элемента | 1985 |
|
SU1368599A1 |
| ЖЕЛОБ ШИХТОПОДАЧИ ДОМЕННОЙ ПЕЧИ | 1995 |
|
RU2087540C1 |
| ЖЕЛОБ ШИХТОПОДАЧИ ДОМЕННОЙ ПЕЧИ | 1995 |
|
RU2086658C1 |
| СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 1995 |
|
RU2078657C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2006 |
|
RU2322335C1 |
| ИЗНОСОСТОЙКИЙ КОМПОЗИЦИОННЫЙ СПЛАВ | 1973 |
|
SU408734A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| Износостойкая футеровка | 2020 |
|
RU2756554C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ | 2007 |
|
RU2339496C1 |