При точеч 1ой сварке алюминиевых сплавов применяются сварочные токи до 50000-100000 а при продолл ительностп токопрохолч:деиия 0,02-0,5 сек. Это определяет собою сложность аппаратуры управления машипаани для точечной сварки алюминиевых сплавовИз трех узлов управления на машине для точечной алюминиевых сплавов: регулятора свароч 1ого тока, регулятора давлення электродов и регулятора времени сварк;, наиболее сложным является последний. Например, синхронные 1игнитронпые прерыватели насчитывают до 50 отдельных электрических деталей (многообмоточных трансформаторов, л|а1мп, конденсаторов, соп|1огмвлений, реле и др).
Основными дoвoдa iи для применения столь сложных схем игн1Итронных прерывателей являются следующие положения:
1. для обеспече гня стабильности сварочных точек по прочности необходимо выдержив:ать продолжительность сварочного тока с точностью до ::гО, 1 пер|Иода переменного тока;
2) асинхронное включение сварочных трансформаторов может привести к тока в первичной цепи, которые по некоторьш наблюдениям превосходят нойшиальиый ток полиостью нагрхжепного трансфор матора примерно з 8 раз.
Вместе с тем в производственной эксплуатации сложные схемы игщрттронных прерывателей весьма нежелате.тьны но Многим причинам, главными из которых являются следуюнтие:
а)необходимость предварительного разогрева ; 5ходяии;х в схему тиратронов;
б)частое возникновение дефектов в сложных схемах и, как следствие, необходимость иметь для обслуживания установок персонал
BbicoKoii квалификации для своевременного отыскания и устранения позре мдений.
Для устранения указанных недостатков предлагается нрименять при точечной :контактно11 электросварке aлю ilинйeвыx снлавов acniiхронный игнитронный н|;ерыватель, состокндий из игнитронного KOiiъактора и инеаматического и,ти моторного YC.ie времени дл;; регулирования длитель юст|и сварки.
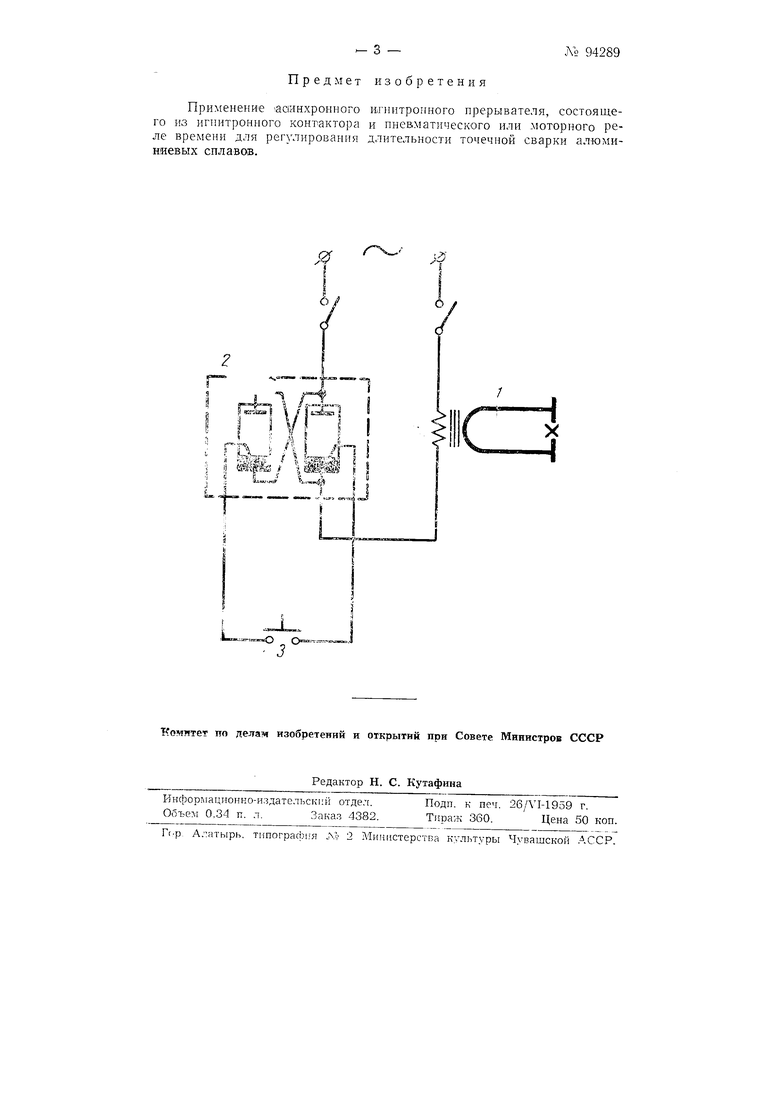
Электрическая cxeMia иодобьюго асиихрокнаго игнитронного нрерьиате.чя изображена на чертеисе, где / - контактная сварочная машина, 2-игнитронныГ нрерызатель, составленны из двух игнитронов, 3-.контакты, находяии1еся в цени замигателей игнитронов и унра:вляе1мые реле BjieMeHH.
При точечной сварке а.тюминиевых снлавов мощности сварочных машин значительиы и доходят до величии, сравнимых с мощностью энергс)СнабЖающеГ| системы (производственной :;-1ектросетн).
При асинхронном включении сварочнснч; трансформатор.а нгнитрсниы п 5ерыиатель по схел:с, Г1оказ-ан1о( :,а чертеже, ток от сети в трансоЬорматор проходит внач1але через сопротивление зажигателей и толвко после возбуждения игнитронов трансформатор нодключается к сети.
Возможность подключения трансформатора к сети в наиболее иеб.т.агонр кятный (по величине первичного тока) MOMeirr, а именнО, когда напряжение нитаюш,ей сети нроход Т через нуль, нри асннхронном включении через игнитронный прерыватель исключается, так как в указанный 1момент игнитроны возбуднт1 ся не могут.
Этн обстоятельства и обеспечивают возможность исиользования а1еинхронпых прерывателеГ для управления сварочны ми машинами при точечной сварке алюминиевых сн.тавов без опасности для энергоснабжающей системы. Редкие толчки амн.л1итуды nepBoii полуволны первичного тока мощной электросварочной м ашины величиной в 150-200% обычно допустимы для Произвадственной электросети. Опытами же устано-влено, что Наибольшее значение ннка первой полуволны первичного тока в установке по ехеме, показанной на чертеже, не превыш1ает 170% от среднего значения тока. Поэтому, с точки зрения 1во31можностей энергоснабжения, нренятствий к асинхронному включению мощных мащиы для точечной электросваркн возникнуть. }ie может.
Технологическая возмо1жпость упрощения узла регулирования времени сварки определяется тем, что колебания времени сварки даже в пределах ±15% от оптимальной величины дают макси-мальное 1змеиение грочностн для а/иоминиевых сплавов всего лиип, на г;2,5%. Значительно бо.тее силы;ым оказывается: влияние на нрочност1 сварной точки изменения давлеяия на электроды и величины тока (а следовательно, колебаний напряжения сети, неноетоянства сопротивления образцов, непостоянства формы рабочей поверхности электродов и т. п.). Таким обоазом. асинхронное включение и связанное с ним понижоиис точностен ри-улирозания времени нрохож)И;ения сварочного тока .зозможны и с техноло 11чес:шй стороны производства сварки.
Применение аоинхрониого игнитронного прерывателя, с пневматическим или моторным реле времени позволяет упростить и удещевить мо1гг;аж и эксплуатацию аппар атуры н устранить дефекты игнитронных установок, связанные с наличием более или менее сложных схем управления игнитронами. Предмет изобретения Применение асинхронного го из игнитронного контактора ле времени для регулирования ниевых сплавов.
АО 94289
- 3 - шнитронного нрерывателя, состоящеи нневматического или -моторного редлительности точечной сварки алюми
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| Игнитронное устройство для питания сварочного трансформатора машины для контактной электросварки | 1951 |
|
SU94496A1 |
| ИГНИТРОННЫЙ ПРЕРЫВАТЕЛЬ | 1973 |
|
SU394181A1 |
| Машина для импульсной контактной электросварки | 1960 |
|
SU137203A1 |
| Трехфазная точечная машина | 1949 |
|
SU89955A1 |
| Термоорерыватель для контроля процесса контактной точечной сварки | 1956 |
|
SU111573A1 |
| ПРОГРАММНОЕ УСТРОЙСТВО | 1970 |
|
SU270346A1 |
| Способ сварки электрозаклепками | 1957 |
|
SU108351A1 |
| Устройство фазового управления сварочным током однофазных контактных машин | 1979 |
|
SU1134332A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1971 |
|
SU304078A1 |
iVn
Л
: Г-У . /о I 4
I ff / 1
j I p
, .
SL. i™4|j i I
L J.
-A-.- 1
3
