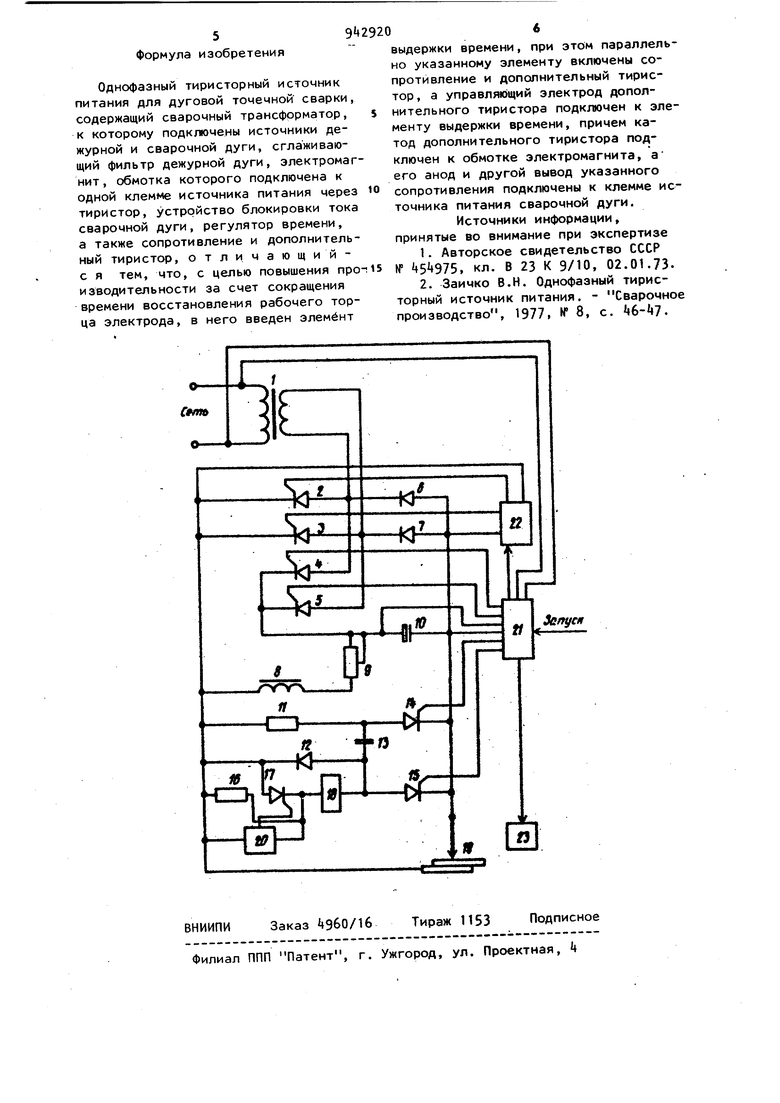
Изобретение относится к сварочному производству, а именно к источникам питания для дуговой точечной сварки неплавящимся электродом в сре де инертных газов. Известно устройство для электродуговой точечной сварки, содержащее сварочный источник питания, включенный последовательно с электродом, пе ремещаемым обмоткой электромагнита, подключенной.параллельно сварочной цепи 13Недостатком известного устройства является то, что после поступления напряжения от источника сварочного тока на электромагнит сила тяги резко возрастает, и происходит удар электрода об изделие, что разрушает рабочий торец электрода. Известен источник питания, где электромагнит перемещения электрода подключен к сварочной цепи через тиристор. Этот источник питания содержит сварочный трансформатор, к KOTOрому подключены источники дежурной и сварочной дуги, сглажив.ающий фильтр дежурной дуги, а также устройство блокировки сварочной дуги, регулятор времени, а также дополнительный тиристор и сопротивление С21. Известное решение предназначено для малогабаритных сварочных инструментов, где сила тяги электромагнита не превышает 2 Н. Ток управления электромагнитом коммутируется тиристорами. После включения тиристоров величина тока ограничивается активным сопротивлением обмотки и не превышает. 0,3 А. В сварочной технике возникает необходимость применять электромагниты, .сила тяги которых имеет значение 20...30 Н, ток срабатывания - 2...3 А. Увеличение тока до такого значения приводит к увеличению силы удара электрода об изделие. Многократное повторение сварочных циклов сопровождается разрушением электрода. 3. 9 Целью изобретения является повышение производительности сварки за счет сокращения времени восстановления рабочего торца электрода. Поставленная цель достигается тем что в однофазный тиристорный источник питания для дуговой точечной сва ки , содержащий сварочный трансформатор, к которому подключены источники дежурной и сварочной дуги,сглаживающий фильтр дежурной дуги, электромаг нит, обмотка которого подключена к одной клемме источника питания через тиристор, устройство блокировки тока сварочной дуги, регулятор времени, а также сопротивление и дополнительный тиристор, введен элемент выдержки времени, при этом параллельно ука занному элементу включены сопротивление и дополнительный тиристор, а управляющий электрод дополнительного тиристора подключен к элементу выдер ки времени, причем катод дополнитель ного тиристора подключен к обмотке электромагнита, а его анод и другой вывод указанного сопротивления подкл чены к клемме источника сварочной ду ги. На чертеже представлена функциональная схема источника питания. Источник питания содержит сварочный трансформатор 1, тиристорные выпрямители тока дежурной и сварочной дуги, состоящие из тиристоров 2-5 и диодов 6 и 7 сглаживающий фильтр тока дежурной дуги 8-10, устройство возбуждения дуги, состоящее из элементов 11-15, сопротивления 16 и тиристора 17, электромагнита 18, элект рода 19 элемента выдержки времени 20, регулятор времени 21, устройство блокировки тока проплавляющей дуги 2 и отсекатель газа 23. В источнике питания к сварочному трансформатору 1 подключены источники дежурной и сварочной дуги, сглажи вающий фильтр дежурной дуги, подвижный электрод 19, перемещаемый электромагнитом, обмотка которого подключена к одной клемме источника питани через тиристор 15, к другой клемме обмотка подключена через тиристор 17 и сопротивление 1б, включенные парал лельно элементу выдержки времени 20, а также устройство блокировки тока сварочной дуги 22,. .соединенное с регулятором времени 21. Устройство работает следующим образом. С поступлением сигнала на вход регулятора времени включается отсекатель газа и тиристоры выпрямителя дежурной дуги. Происходит продувка зоны сварки газом и заряд емкости 10. Затем регулятор времени включает тиристор 15- По обмотке электромагнита 18 протекает ток, ограниченный сопротивлением 16 и величиной сопротивления самой обмотки. С выдержкой времени элементом 20 включается тиристор 17- Величина тока в обмотке достигает полного значения. После срабатывания электромагнита происходит касание электрода к изделию. Сварочная цепь коротится. Напряжение и сила тяги электромагнита уменьшаются. Под действием возвратной пружины электрод отрывается от изделия, возбуждается дежурная дуга с величиной тока 15 А. Включением тиристора разряжается емкость 13, запирая тиристор 15- Обмотка электромагнита отключается от сварочной цепи. Напряжение дуги поступает на устройство блокировки включения тока сварочной дуги. Сигналы от регулятора времени поступают через устройство блокировки включения тока сварочной дуги на управление тиристоров 2 и 3Величина тока в сварочной цепи увеличивается до значения, определяемого регулятором времени. По истечении времени сваривания выключаются выпрямители тока сварочной и дежурной дуги и затем отсекатель газа. Время, срабатывания электромагнита регулируется при помощи элемента выдержки времени и составляет 0,5... 0,1 с. Соотношением сопротивления 16, сопротивлением обмотки электромагнита и элемента выдержки времени обеспечивается плавность хода сварочного электрода. Использование изобретения по оляет уменьшить силу удара электрода об изделие, что, в свою очередь, уменьшает расход вольфрама и потери рабочего времени на заточку рабочего торца электрода, таким образом повышается производительность сварочного процесса. Ожидаемый экономический эффект в расчете; на единицу изделия составляет 30 р. и при выпуске таких источников питания 2000 шт. в год составляет 60000 р.
формула изобретения
Однофазный тиристорный источник питания для дуговой точечной сварки, содержащий сварочный трансформатор, к которому подключены источники дежурной и сварочной дуги, сглаживающий фильтр дежурной дуги, электромагнит , обмотка которого подключена к одной клемме источника питания через тиристор, устройство блокировки тока сварочной дуги, регулятор времени, а также сопротивление и дополнительный тиристор, отличающийс я тем, что, с целью повышения npo изводительности за счет сокращения времени восстановления рабочего торца электрода, в него введен элемент
выдержки времени, при этом параллельно указанному элементу включены сопротивление и дополнительный тиристор, а управляющий электрод дополнительного тиристора подключен к элементу выдержки времени, причем катод дополнительного тиристора подключен к обмотке электромагнита, а его анод и другой вывод указанного сопротивления подключены к клемме источника питания сварочной дуги.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ . кл. В 23 К 9/10, 02.01.73.
2.Заичко В.Н. Однофазный тирис ч
Сварочное
торный источник питания,
производство, 1977, W 8, с. 4б-«7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания полуавтоматической точечной аргонодуговой сварки | 1989 |
|
SU1609569A1 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| Устройство для управления процессом дуговой точечной сварки | 1983 |
|
SU1222454A1 |
| Устройство для контактного возбуждения сварочной дуги | 1980 |
|
SU903014A2 |
| Устройство для электродуговой точечной сварки | 1973 |
|
SU454975A1 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| Устройство для включения сварочного выпрямителя | 1987 |
|
SU1579680A1 |
| Устройство для снижения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1977 |
|
SU816713A1 |
| Устройство для сварки | 1984 |
|
SU1268339A1 |
| Устройство для управления процессом дуговой приварки шпилек | 1988 |
|
SU1606277A1 |
