Изобретение относится к сварочной технике и может быть использовано преимущественно для дуговой приварки щпи- лек.
Целью изобретения является улучшение массогабаритных показателей устройства.
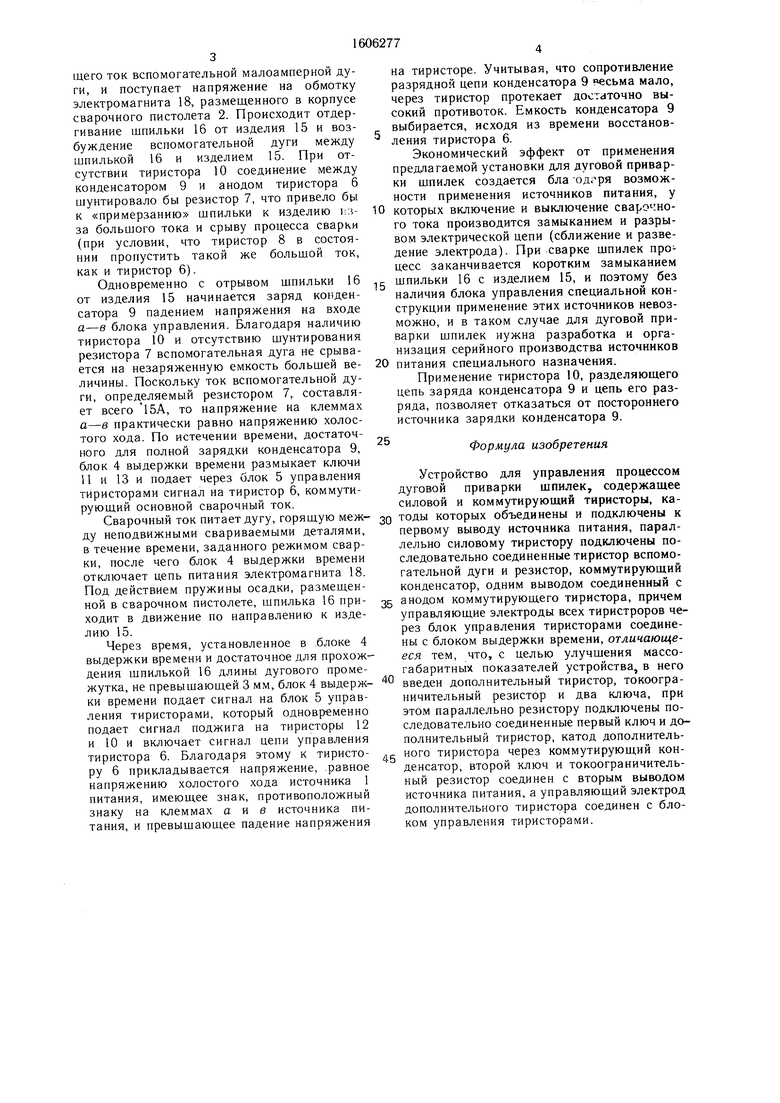
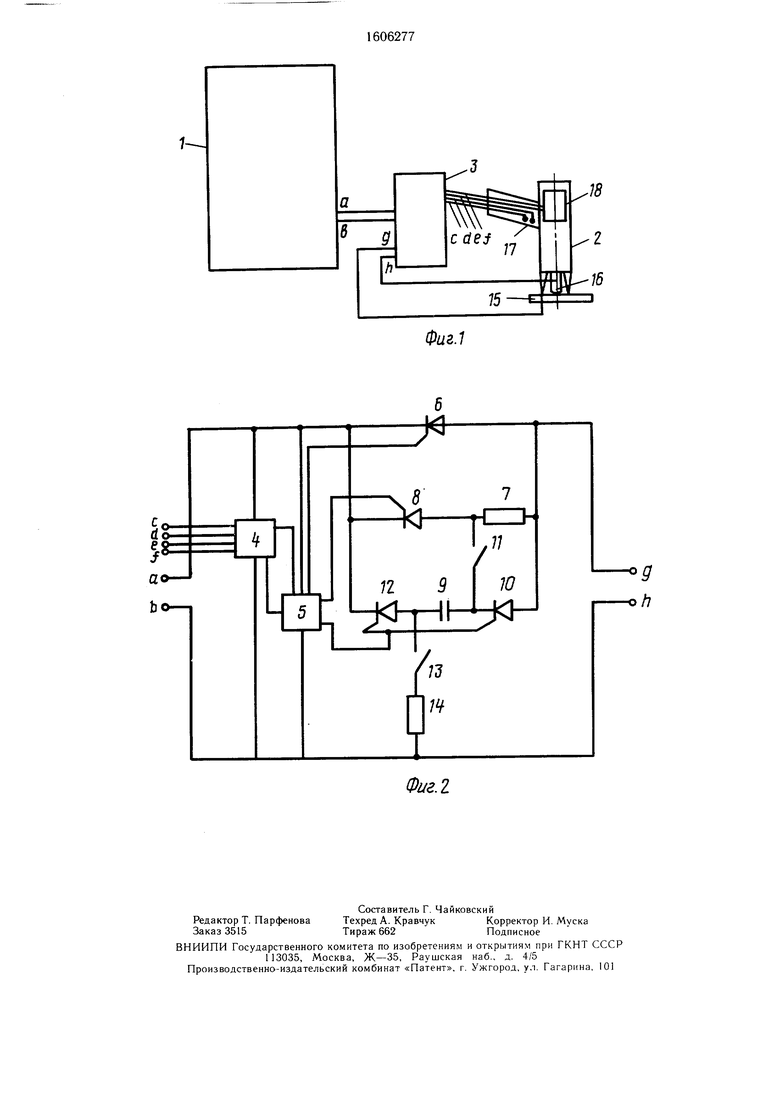
На фиг. 1 показана установка для дуговой приварки шпилек; на фиг. 2 - устройство для управления процессо.м дуговой точечной сварки.
Установка для дуговой приварки шпилек состоит из источника 1 питания, сварочного пистолета 2 и блока 3 управления, присоединенного к источнику 1 питания и сварочному пистолету 2. В состав блока управления входит блок 4 выдержки времени, блок 5 управления тиристорами, тиристор 6, включающий сварочный ток, подключенная параллельно ему цепочка, состоящ.ая из последовательно соединенных резистора 7 и тиристора 8, включающего ток вспомогательной дуги, конденсатор 9, подключенный одним полюсом через тиристор 10 к аноду тиристора 6 и через ключ 11 к аноду тиристора 8, а другим полюсом через тиристор 12 к первому выводу источника тока и через ключ 13 и токоограничивающий резистор 14 к второму выводу источника тока. Ключи управляются по сигналу с блока 4 выдержки времени.
Работа установки начинается с размещения сварочного пистолета 2 на поверхности изделия 15, к которому должна быть приварена шпилька. При этом до начала процесса сварки щпилька 16 приведена в состояние электрического контакта с изделием 15.
Нажатием кнопки 17 включается блок 4 выдержки времени блока упраадения. При этом замыкаются ключи li и 13, подается сигнал от блока 5 управления тиристорами на поджиг тиристора 8, коммутируюсг
о
05 ГчЭ
щего ток вспомогательной малоамперной дуги, и поступает напряжение на обмотку электромагнита 18, размещенного в корпусе сварочного пистолета 2. Происходит отдергивание шпильки 16 от изделия 15 и возбуждение вспомогательной дуги между шпилькой 16 и изделием 15. При отсутствии тиристора 10 соединение между конденсатором 9 и анодом тиристора 6 шунтировало бы резистор 7, что привело 6t,i
на тиристоре. Учитывая, что сопротивление разрядной цепи конденсатора 9 тесьма мало, через тиристор протекает достаточно высокий противоток. Емкость конденсатора 9 выбирается, исходя из времени восстановления тиристора 6.
Экономический эффект от применения предлагаемой установки для дуговой приварки шпилек создается бла-од; ря возможности применения источников питания, у
к «примерзанию ; шпильки к изделию из- 10 которых включение и выключение сварочно- за большого тока и срыву процесса сваркиго тока производится замыканием и разры(пои условии что тиристор 8 в состоя-вом электрической цепи (сближение и развении пропустить такой же большой ток,дение электрода). При-сварке шпилек про
НИИ примут-1 заканчивается коротким замыканием
шпильки 16 с изделием 15, и поэтому без наличия блока управления специальной конструкции применение этих источников невозможно, и в таком случае для дуговой приварки шпилек нужна разработка и организация серийного производства источников
как и тиристор 6).
Одновременно с отрывом шпильки 1Ь от изделия 15 начинается заряд конденсатора 9 падением напряжения на входе а-в блока управления. Благодаря наличию тиристора 10 и отсутствию шунтирования резистора 7 вспомогательная дуга не срьшаПеЗИСТОРа / BCIIUMUI а l слопал MJ а ,,,, --,,
ется на незаряженную емкость большей ве- 20 питания специального назначения.
,.х,жтт,гГ1глгт лоиоиыА тиПМГТППЯ I П
личины. Поскольку ток вспомогательной дуги, определяемый резистором 7, составляет всего 15А, то напряжение на клеммах а-в практически равно напряжению холостого хода. По истечении времени, достаточного для полной зарядки конденсатора 9, блок 4 выдержки времени размыкает ключи И и 13 и подает через блок 5 управления тиристорами сигнал на тиристор 6, коммутирующий основной сварочный ток.
25
Применение тиристора 10, разделяющего цепь заряда конденсатора 9 и цепь его разряда, позволяет отказаться от постороннего источника зарядки конденсатора 9.
Формула изобретения
Устройство для управления процессом дуговой приварки шпилек, содержащее силовой и коммутирующий тиристоры, ка)щии основной сварочный ток.,,. .. ..-j- -i-j- г г
Сварочный ток питает дугу, горящую меж- зо тоды которых объединены и подключены к „,,.„, „QTondiuMndnnniuv HWKnnv иоточника питания, паралду неподвижными свариваемыми деталями, в течение времени, заданного режимом сварки, после чего блок 4 выдержки времени отключает цепь питания электромагнита 18. Под действием пружины осадки, размещенпервому выводу источника питания, параллельно силовому тиристору подключены последовательно соединенные тиристор вспомогательной дуги и резистор, коммутируюнгий конденсатор, одним выводом соединенный с
ноТв св аро чном пистолете, шпилька 16 при-35 анодом коммутирующего тиристора, причем
ходит в движение по направлению к изде-управляющие электроды всех тиристроров че. 15рез блок управления тиристорами соединеЧеоез время установленное в блоке 4ны с блоком выдержки времени, отличающевыдержки времени и достаточное для прохож-вся тем, что, с целью улучщения массодения шпилькой 16 длины дугового проме-габаритньт показателей устройства, в него
жутка не превышающей 3мм, блок 4 выдерж-40 введен дополнительный тиристор, токоогра и „л,, с; ,,пг.оо„нипыто iruuuiu прчигтпп И лвя ключа, пои
ки времени подает сигнал на блок 5 управления тиристорами, который одновременно подает сигнал поджига на тиристоры 12 и 10 и включает сигнал цепи управления
ничительный резистор и два ключа, при этом параллельно резистору подключены последовательно соединенные первый ключ и дополнительный тиристор, катод дополнительт иойстора б Благодаря этому к Чиристо-, ного тиристора через коммутирующий конру 6 прикладывается напряжение, .равноеден сатор, второй ключ и коог р аничител ь
напряжению холостого хода источника 1 ----..- питания, имеющее знак, противоположный
знаку на клеммах а и е источника питания, и превышающее падение напряжения
ный резистор соединен с вторым выводом источника питания, а управляющий электрод дополнительного тиристора соединен с блоком управления тиристорами.
на тиристоре. Учитывая, что сопротивление разрядной цепи конденсатора 9 тесьма мало, через тиристор протекает достаточно высокий противоток. Емкость конденсатора 9 выбирается, исходя из времени восстановления тиристора 6.
Экономический эффект от применения предлагаемой установки для дуговой приварки шпилек создается бла-од; ря возможности применения источников питания, у
которых включение и выключение сварочно- го тока производится замыканием и разры 20 питания специального назначения.
Г1глгт лоиоиыА тиПМГТППЯ I П
25
Применение тиристора 10, разделяющего цепь заряда конденсатора 9 и цепь его разряда, позволяет отказаться от постороннего источника зарядки конденсатора 9.
Формула изобретения
Устройство для управления процессом дуговой приварки шпилек, содержащее силовой и коммутирующий тиристоры, ка,,. .. ..-j- -i-j- г г
зо тоды которых объединены и подключены к ndnnniuv HWKnnv иоточника питания, паралтоды которых объединены и подключены к ndnnniuv HWKnnv иоточника питания, паралпервому выводу источника питания, параллельно силовому тиристору подключены последовательно соединенные тиристор вспомогательной дуги и резистор, коммутируюнгий конденсатор, одним выводом соединенный с
анодом коммутирующего тиристора, причем
введен дополнительный тиристор, токоогранипыто iruuuiu прчигтпп И лвя ключа, пои
ничительный резистор и два ключа, при этом параллельно резистору подключены последовательно соединенные первый ключ и дополнительный тиристор, катод дополнительного тиристора через коммутирующий конден сатор, второй ключ и коог р аничител ь
----..-
ный резистор соединен с вторым выводом источника питания, а управляющий электрод дополнительного тиристора соединен с блоком управления тиристорами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для ударной конденсаторной приварки шпилек | 1987 |
|
SU1430211A1 |
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
| Устройство для электродуговой приварки деталей | 1982 |
|
SU1038133A1 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
| Способ конденсаторной приварки шпилек | 1985 |
|
SU1535688A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Способ ударной конденсаторной сварки | 1986 |
|
SU1547997A1 |
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
Изобретение относится к сварочной технике и может быть использовано преимущественно для дуговой приварки шпилек. Цель изобретения - улучшение массогабаритных показателей устройства. Устройство для управления процессом дуговой приварки шпилек содержит источник питания, сварочный пистолет, силовой и коммутирующий тиристоры, тиристор дежурной дуги, резистор, коммутирующий конденсатор, блок выдержки времени и блок управления тиристора. В устройство введены дополнительный тиристор, токоограничивающий резистор и два ключа. Благодаря наличию дополнительного тиристора, включенного между коммутирующим конденсатором и анодом силового тиристора, в установках для дуговой сварки заряжается коммутирующий конденсатор до напряжения питающей сети, которую нужно прервать, без использования постороннего блока питания. 2 ил.
GoegS
5
11
h
| Патент США № 4531042, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для управления процессом дуговой точечной сварки | 1983 |
|
SU1222454A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
