Изобретение относится к сварочному производству, а именно к источникам питания для полуавтоматической точечной аргонодуговой сварки.
Целью изобретения является повышение качества сварки путем исключения возможности работы сварочного полуавтомата при возникновении нестабильности столба сваромной дуги.
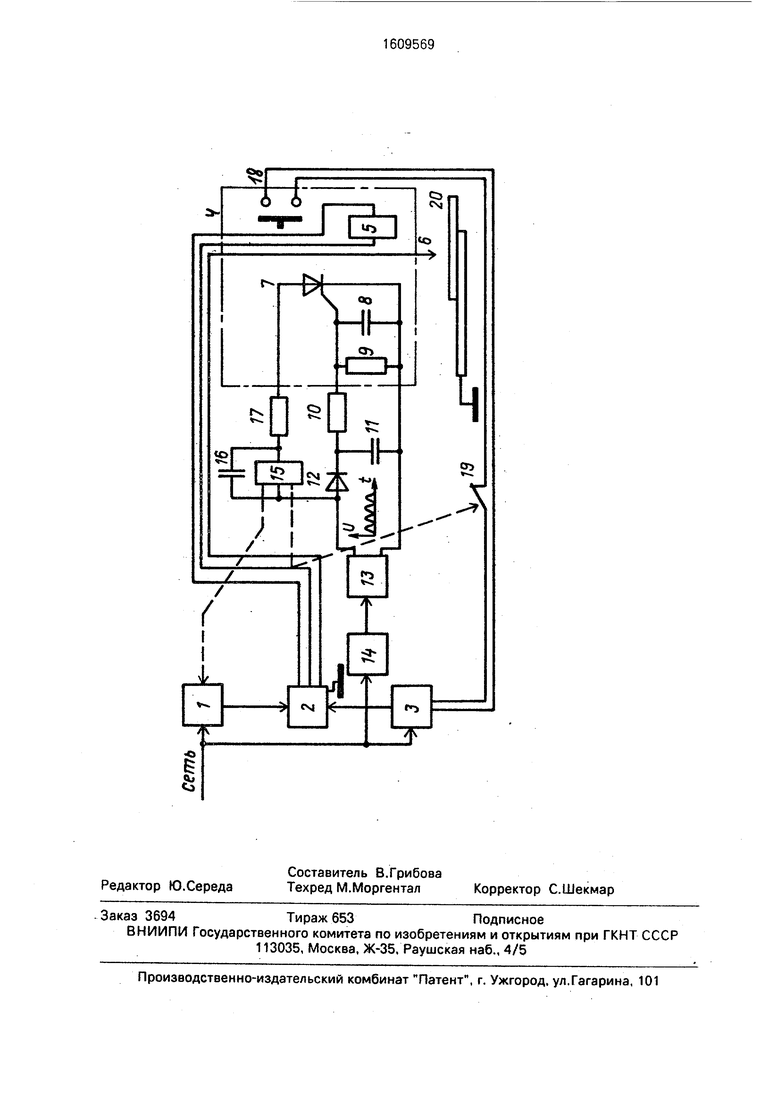
На чертеже представлена функциональная схема предлагаемого источника питания.
Источник питания состоит из пускорегулирующей аппаратуры 1. тиристорного выпрямителя 2, регулятора 3 времени и сварочного полуавтомата 4 с электромагнитом 5 перемещения неплавящегося электрода б относительно изделия. В опорное сопло полуавтомата 4 встроен температурный датчик 7 с помехозащитными элементами 8 и 9 во входной цепи самого датчика. Входная цепь датчика через регулировочное сопротивление 10 чувствительности датчика, сглаживающую емкость 11 и разделительный
диод 12 подклоючена через выпрямитель 13 к трансформатору 14.
В выходную цепь температурного датчика включены исполнительный элемент 15 с помехозащитным фильтром, который содержит помехозащитную емкость 16 и сопротивление 17, осуществляющие задержку включения исполнительного злемента 15 при помехе в течение полупериода питающей сети. Полуавтомат 4 содержит цепь запуска с кнопочным выключателем 18 в нормально разомкнутом положении. Исполнительный элемент 15 имеет связь 19 с цепью запуска, например через оптронный транзистор (не показано) или связан с пус- корегулирующей аппаратурой 1.
Устройство работает следующим образом.
При нажатии кнопки 18 происходит включение регулятора 3 времени, который управляет всем сварочным циклом. Регулятор 3 времени включает тиристорный выпрямитель 2 и подает ток в обмотку электромагнита 5. перемещающего электрод 6 в направлении свариваемого изделия 20. При касании электрода 6 об изделие 20 возбуждается сварочная дуга и отключается коммутирующим устройством (не показано) электромагнит 5. Протекание сварочного процесса при нормальном горении столба дуги происходит без каких-либо изменений. Однако в случае нарушения стабилизации столба дуги, связанного с налипанием брызг металла на неплавящийся электрод 6 или нарушением газовой за1циты, происходит нагрев сопла и корпуса датчика 7. Включение датчика приводит к срабатыванию исполнительного элемента 15 и разрыву цепи запуска или отключению тока. После восстановления полуавтомата 4 в рабочее состояние, а именно устранения факторов, влияющих на стабилизацию столба дуги (таких как заточка электрода 6, установление
заданной длины дуги или нормализации газовой защиты) источник готов к дальнейшей работе и не требует дополнительных приемов подключения электросхемы.
5По сравнению с прототипом в предлагаемом устройстве повышается качество сварки путем исключения возможности работы сварочного полуавтомата при возникновении нестабильности столба сварочной дуги,
10 т.е. уменьшается разброс прочности.
Таким образом, предлагаемое устройство можно реализовать на любом источнике питания, который содержит цепь запуска.
15
Формула изобретения
1.Источник питания для полуавтоматической точечной аргонодуговой сварки, содержащий пускорегулирующую аппаратуру,
тиристорный выпрямитель, связанный с регулятором времени, сварочный полуавтомат, опорное сопло, электромагнит перемещения неплавящегося электрода относительно изделия и цепь запуска, о т л ичающийся тем, что, с целью повышения качества сварки путем исключения возможности работы сварочного полуавтомата при возникновении нестабильности столба сварочной дуги, в опорном сопле полуавтомата
установлен температурный датчик, имеющий входную цепь постоянного тока, содержащую разделительный диод, регулировочное сопротивление и сглаживающую емкость, и выходную цепь, содержащую исполнительный элемент с помехозащищенным фильтром.
2.Источник по п. 1, отличающий- с я тем, что исполнительный элемент связан с цепью запуска через оптронный транзистор.
3.Источник по п. 1, отличающий- с я тем, что исполнительный элемент связан с пускорегулирующей аппаратурой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для полуавтоматической точечной аргонодуговой сварки | 1991 |
|
SU1836200A3 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ С КОМБИНИРОВАНИЕМ ЭТАПОВ МЯГКОГО И ГОРЯЧЕГО ПУСКОВ | 2010 |
|
RU2467845C2 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Однофазный тиристорный источник питания для дуговой точечной сварки | 1981 |
|
SU942920A1 |
Изобретение относится к сварочному производству. Цель изобретения - повышение качества сварки за счет контролирования нарушения стабилизации столба сварочной дуги. Источник питания для полуавтоматической точечной аргонодуговой сварки содержит пускорегулирующую аппаратуру, тиристорный выпрямитель, регулятор времени и сварочный полуавтомат. Полуавтомат содержит опорное сопло, электромагнит перемещения неплавящегося электрода относительно изделия и цепь запуска. В опорном сопле полуавтомата установлен температурный датчик, имеющий входную цепь постоянного тока, содержащую разделительный диод, регулировочное сопротивление и сглаживающую емкость, и выходную цепь, содержащую исполнительный элемент с помехозащищенным фильтром. Входная и выходная цепи подключены через выпрямитель к пульсирующему напряжению, а исполнительный элемент связан с цепью запуска через оптронный транзистор или с пускорегулирующей аппаратурой. Стабилизация дуги нарушается в связи с изменением формы электрода или газовой защиты, в связи с налипанием брызг металла на рабочий торец неплавящегося электрода, что приводит к повышению температуры опорного сопла несмотря на наличие принудительного охлаждения. В связи с этим осуществляется контроль за нарушением горения дуги по изменению температуры в опорном сопле. С этой целью именно в опорное сопло полуавтомата встроен температурный датчик. 2 з.п. ф-лы, 1 ил.
| Автоматическая сварка, 1978, t 3, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
