(54) ШНЕК ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнек для формирования керамических изделий | 1979 |
|
SU872264A1 |
| ВИБРОЛЕНТОЧНЫЙ ПРЕСС | 1973 |
|
SU400477A1 |
| ШНЕКОВЫЙ ПРЕСС | 2021 |
|
RU2772394C1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Приспособление к шнековому прессу | 1973 |
|
SU447271A1 |
| Приспособление к шнековому прессу | 1988 |
|
SU1664565A1 |
| Устройство для формования заготовок изделий из керамической массы | 1988 |
|
SU1698064A1 |
| Устройство для очистки керамической массы от твердых включений | 1983 |
|
SU1135666A1 |
| Устройство для прессования двухслойных труб из порошка | 1980 |
|
SU935213A1 |
| Устройство для рыхления и дозированной подачи глинистого сырья | 2016 |
|
RU2634756C1 |
Изобретение относится к промышленности строительных материалов, и может использоваться дпя формования керамических изделий..
По основному авт. св. № 872264 известен ишек дпя формования рерамических изделий, включающий выжимную лопасть, вьшолненную в виде консоли, наружная радиальная поверхность которой сягшсана радиусом шнека, а внутренняя поверязностъ - кривой, образующей с наружной ее поверхностью скорый угол, вершина которого смещена по диаметру шнека в направлении вращения, причем кривая, ограннчЕСвающая внутреннюю по- верзшость выжимной лопасти, описана гиперболической или логарифмической спиралью Г1 .
Недостатком указанного шнека является то, что большая часть мощности, приводящей во вращение шнек, тратится при формовании на врезание внутренней поверхности консольной выжимной лопасти в керамическую массу, так как перед.
выжимной лопастью, имеющей определен ную толщину образуется переутютншный объем массы - ядро, которое и затрудняет врезание попасти.
Цель изобретения - снижение энергоемкости.
Поставленная цепь, достигается тем, что в шнеке для формования керамических изделий выжимная лопасть вьшолгена скощенной с углом заостренля, равным 25 - 45°.
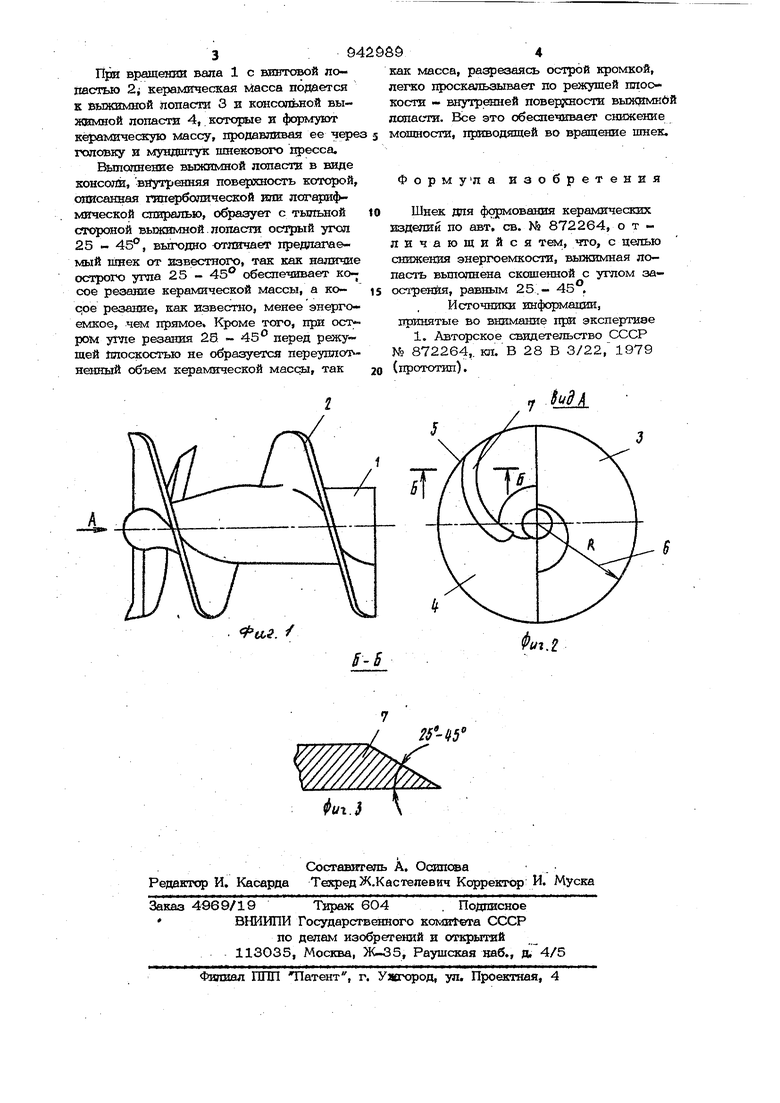
На ф{1г. 1 изображен шнек; на фиг. 2 Вид А на 4шГ 1 на фиг. 3 - разрез Б-В на фиг. 2.
Шнек для формования керамичёсЕИХ изделий со,|:1ержит вал 1 с вивтовой лопастью 2, последние полвитка которой образуют выжимную лопасть 3. С валом 1 соединена консольная выжимная ж пасть 4, образованная радиальной поверх-ностью 5, озжсанной наружным радиусам шнека 6, и поверхностью 7.
Шнек для формования керамичесЕВХ изделий работает следующим образом.
