1
Ленточные прессы нрименяются в керамической промышленности для производства кирпича, труб и других изделий из глиняной массы влажностью 18-22%.
Известные ленточные прессы, включающие цилиндрический корпус, головку, мундштук, враш,аюшийся шнек с приводом потребляют много мощности, около 60% которой затрачивается на преодоление сил трения выжимной лопасти шнека о глиняную массу; кроме того, для таких прессов характерны пороки прессования, например свилеобразование, проявляющиеся при сушке в виде трещин в связи с внутренними ианряжениями в отформованном изделии.
Цель изобретения - снижеиие потребляемой мощности и уменьшение коэффициента трения.
Эта цель достигается тем, что шнек установлен с возможностью колебаний относительно собственной оси по конической поверхности с вершиной в узле крепления, а узел крепления выполнен со сферическими подшипниками; причем внутри шнека смонтирован быстроходный дебалансный вал, соединенный с приводо. через упругие муфты.
На чертеже изображен описываемый виброленточный пресс.
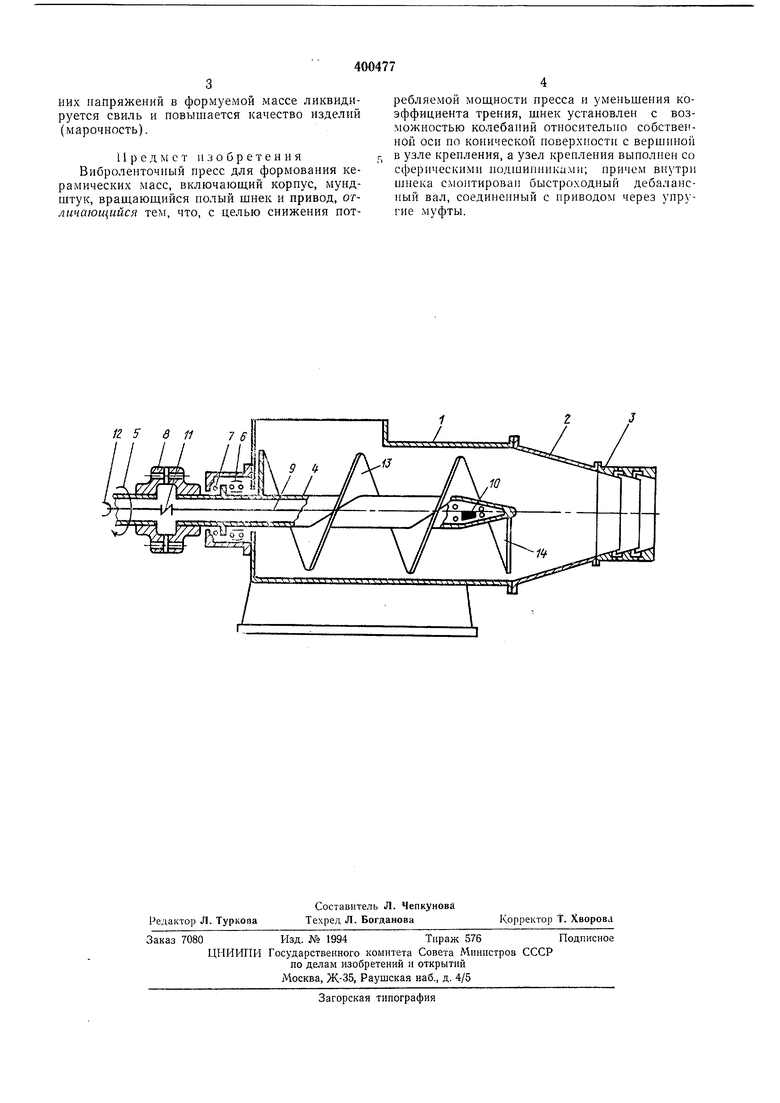
Виброленточный пресс содержит корпус /,
головку 2, мундштук 3, вращающийся полый шнек 4 с приводом 5.
Подвеска шнека выполнена со сферическими радиальным 6 и упорным 7 подшипниками.
Хвостовик шнека соединен с приводным валом через упругую муфту 8.
Внутри полого шнека помещен быстровращающийся вал 9 с дебалансом 10. Дебалансовый вал соединен через упругую муфту У/ с
индивидуальным приводом 12.
При работе пресса шнек 4, вращаясь, также совершает гармонические колебания относительно собственной оси по конической поверхности, вершина которой находится в точке подвески шнека (подшипиик 6). Амплитуда колебаиий транспортирующих лопастей 13 шпека зависит от их удаленности от точки подвески. Наибольшую амплитуду колебаний имеет выжимная лопасть 14.
Колебание транспортирующих лопастей облегчает продвижение массы вдоль корпуса пресса. При достаточной интенсивности колебаний выжимной лопасти шнека в примыкающих тонких слоях гaccы разрушается структура, освобождается иммобилизованная вода и в результате в несколько раз снижается коэффициент трения в наиболее энергоемкой части пресса. Это ведет к значительному снижению общей потребляемой мощности.
Одновременно за счет уменьшения внутренних напряжений в формуемой массе ликвидируется свиль и повышается качество изделий (марочность).
Предмет и з о б р е т е и и я Виброленточный нресс для формования керамических масс, включающий корпус, мундштук, враш,ающийся полый шпек и привод, отличающийся тем, что, с целью снижения потребляемой мош,ности пресса и уменьшения коэффициента трения, шнек установлен с возможностью колебаний относительно собственной оси по конической посерхностн с вершиной Е узле крепления, а узел крепления выполнен со сферическими подшипникам и; причем внутри шнека смонтирован быстроходный дебалансный вал, соединенный с нривододг через упругие муфты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к шнековому прессу | 1988 |
|
SU1664565A1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Шнек для формирования керамических изделий | 1979 |
|
SU872264A1 |
| Шнековый пресс | 1990 |
|
SU1784460A1 |
| Ленточный пресс для формования керамических масс | 1977 |
|
SU642173A1 |
| Шнековый пресс | 1987 |
|
SU1574457A1 |
| Шнековый пресс | 1961 |
|
SU145409A1 |
| ШНЕКОВЫЙ ПРЕСС | 2021 |
|
RU2772394C1 |
| СПОСОБ ПЕРЕРАБОТКИ КЕРАМИЧЕСКОЙ МАССЫ НА ШНЕКОВЫХ ПРЕССАХ | 1972 |
|
SU358170A1 |
| Головка ленточного пресса | 1974 |
|
SU742134A1 |
12 в 11 76
