1
Предлагаемое изобретение относится к области вычислительной техники и может быть использовано для изготовления коммутационных матриц и шлейфов, применяемых, например, взамен печатных коммутационных плат и для гибкого соединения узлов электронных схем вычислительных машин и других радиоблоков.
Известен способ изготовления коммутационных (двухкоординатных) матриц на ткацком оборудовании путем переплетения расположенных особым образом продольных токопроводников и изоляционных нитей «основы с такими же нитями и токонроводниками «утка, т. е. ноперечных нитей.
Недостатком существуюгцего способа является то, что голые медные проволоки, которые, хотя и натягивались по основе индивидуально, часто перетирались, проходя через «бердо (металлический гребень). То же происходило и при плетении по «утку, так как челнок имеет большое ускорение и возвратнопоступательное перемещение. Чем тоньше токопроводник, тем больше обрывов. В то же зремя уменьшение диаметра токопроводника имеет большое значение в микроэлектрониых устройствах.
Цель данного изобретения - увеличение выхода годных изделий, т. е. устранение обрыва проводников. Это достигается тем, что применяют сопровождающую изоляционную ннть, скрученную с токопроводииком и вытравливаемую затем химическими реактивами, либо выплавляемую теплом.
Предлагаемый способ поясняется чертежами.
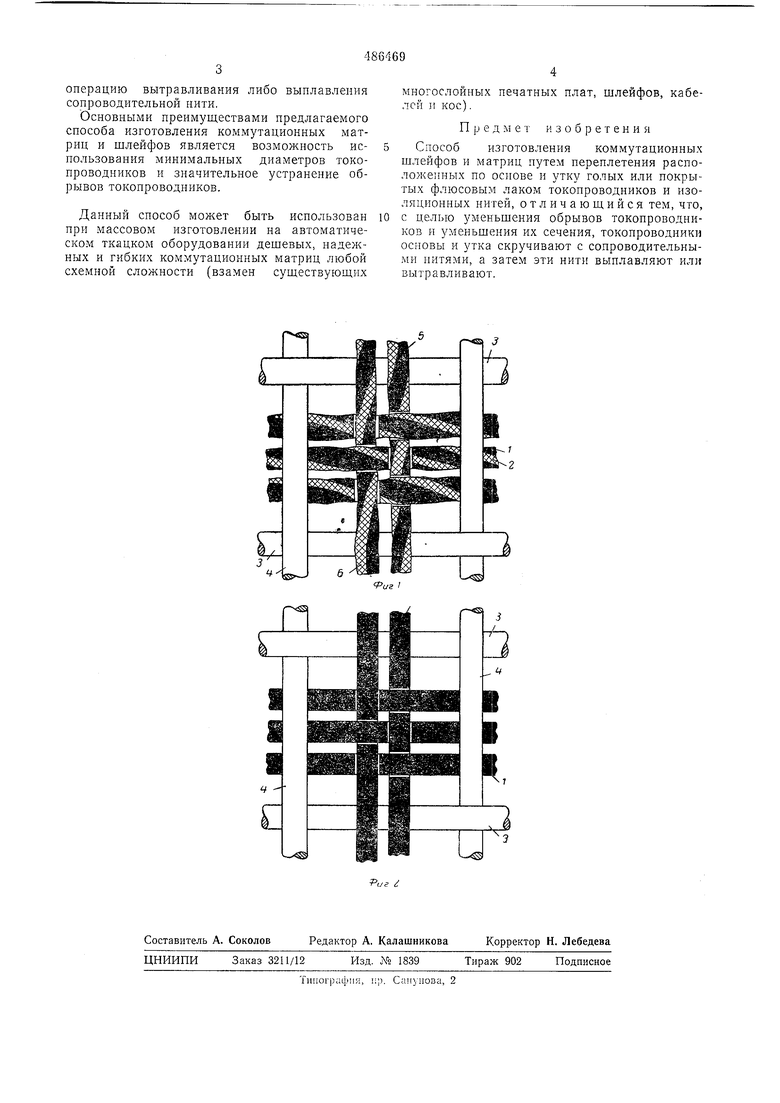
На фиг. 1 представлен контактный узел матрицы; на фиг. 2 - тот же узел после операции вытравливания.
При заправке станка по «основе токопроводники 1 переплетают либо укладывают параллельно с сопроводительной изоляционной нитью 2. Установка основных изоляционных нитей 3 основы остается без изменения. При заправке челноков (утка) один челнок заправляется основной изоляционной нитью 4, а второй челнок заправляется токонроводником 5, переплетенным с сопроводительной изоляционной нитью 6. Изоляционные нити 3 и 4 должны быть более стойки термически или химически, чем сопроводительные нити 2 и 6.
Основные нзоляционные нити 3 и 4 достаточно выполнить из стекловолокна, а сонроводительные - из капрона, шелка или другого менее теплостойкого материала. Настройка ткацкого оборудования остается без изменения.
Полученная матрица перед операциями пайки узлов «волной припоя и изоляции плоскостей должна пройти дополнительную
операцию вытравливания либо выплавления сопроводительной нити.
Основными преимуществами предлагаемого способа изготовления коммутационных матриц и шлейфов является возможность использования минимальных диаметров токопроводников и значительное устранение обрывов токопроводников.
Данный способ может быть использован при массовом изготовлении на автоматическом ткацком оборудовании дешевых, надежных и гибких коммутационных матриц любой схемной сложности (взамен существующих
многослойных печатных плат, шлейфов, кабелей и кос).
П 1J е д м е т изобретения
Способ изготовления коммутационных шлейфов и матриц путем переплетения расположепных по основе и утку голых или покрытых флюсовым лаком токопроводников и изоляционных нитей, отличающийся тем, что, с целью уменьшения обрывов токопроводников и уменьшения их сечения, токопроводникн основы и утка скручивают с сопроводительными нитями, а затем эти нити выплавляют или вытравливают.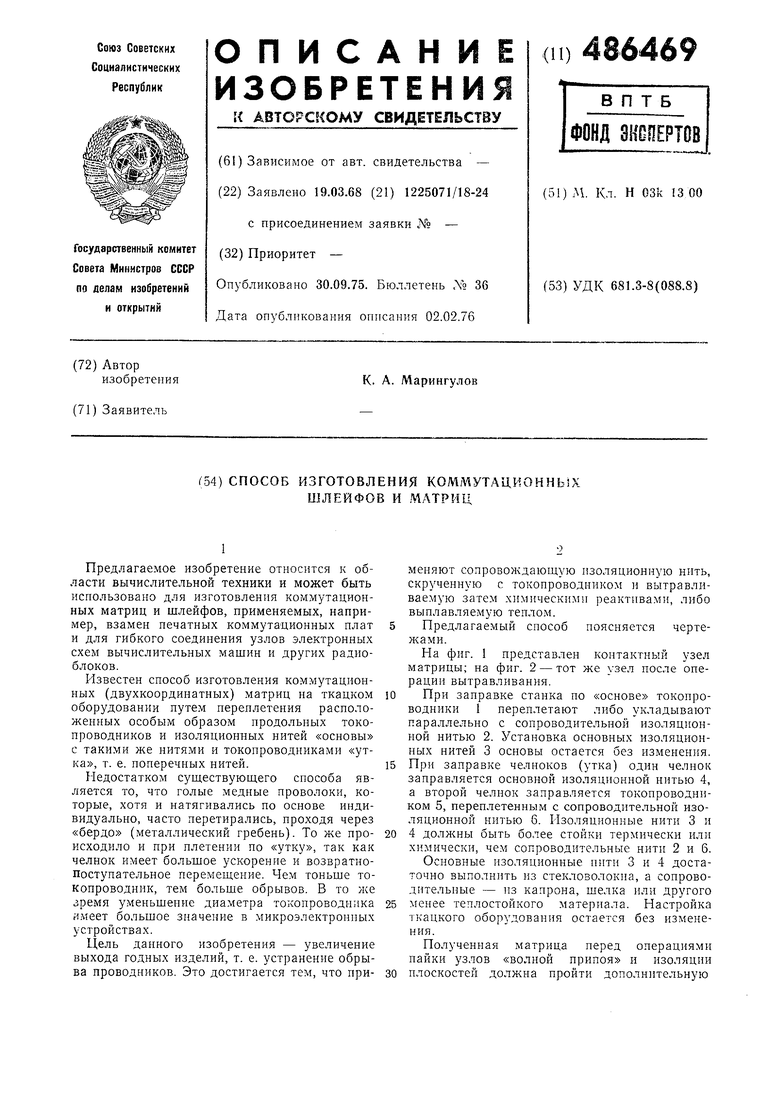
| название | год | авторы | номер документа |
|---|---|---|---|
| Тканая коммутационная плата и способ ее изготовления | 1981 |
|
SU1048976A1 |
| Тканая электрическая коммутационная матрица и способ ее изготовления | 1977 |
|
SU947975A1 |
| Способ изготовления тканей коммутационной платы | 1979 |
|
SU944487A1 |
| Способ изготовления тканой электрической матрицы | 1974 |
|
SU594867A1 |
| Установка для изготовления технической ткани | 1977 |
|
SU705017A1 |
| Способ изготовления коммутационныхМАТРиц | 1976 |
|
SU813835A1 |
| СПОСОБ ТКАЧЕСТВА И ВЕРТИКАЛЬНАЯ ТКАЦКАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2726078C1 |
| Ткацкий станок | 1936 |
|
SU53946A1 |
| И БМЕЛМОТЕКА | 1971 |
|
SU310424A1 |
| АВТОМАТИЧЕСКИЙ КРУГЛЫЙ ТКАЦКИЙ СТАНОК | 1938 |
|
SU65254A1 |
Риг
Г
