1
Изобретение относится к прокатному производству и может быть использовано в устройствах для охлаждения рабочих валков сортовых станов.
Известно устройство для охлаждения валков, содержащее секционный коллектор с распыливающими соплами, расходохладителями, которые регулируются поворотным клапаном при помощи привода колонки дистанционного управления 1.
К недостаткам этого устройства относятся наличие камерной диафрагмы, установленной на каждом секционном трубопроводе, гидравлических, электрических систем и дистанционного управления, что усложняет конструкцию, а также малый диапазон регулирования расхода охладителя при существующем диапазоне температур и скоростей прокатки.
Наиболее близким к изобретению по технической сущности и достигаемым результатам является устройство для охлаждения рабочих валков сортовых станов, содержащее корпус коллектора со щелями, выполненный по профилю калибра валка и снабженный П-образными патрубками с шарнирными соединениями, расположенными в
торцах корпуса, а щели расположены в корпусе коллектора ромбически таким образом что меньщая диагональ ромба равна ширине калибра клети. 2.
Недостатком известного устройства явS ляется невозможность регулирования расхода охлаждающей жидкости, истекающей через щели, в то время, как в процессе прокатки или перенастройки стана необходимо регулировать расход охладителя в зависи Q мости от прокатываемого профиля, скорости прокатки и других факторов.
Целью изобретения является устранение указанных недостатков, обеспечение регулирования расхода охладителя в процессе
15 прокатки и повышение эффективности использования охлаждающей жидкости.
Поставленная цель достигается тем, что в устройстве для охлаждения рабочих валков сортовых станов, содержащем коллек2Q тор с ромбическими щелями, выполненный по профилю калибра валка, основание корпуса коллектора выполнено в форме ромба, регулируемого по высоте, снабжено планкой с Т-образным пазом и стойками закрепленными на основании коллектора.
Щель, образованная гранями ромбического выреза корпуса и основания ромбической формы, составляет 20-30° с вертикалью.
Перемещение основания относительно корпуса обеспечит регулирование расхода охлаждающей жидкости в процессе прокатки, а перемещение стоек в направляющих обеспечит равномерное регулирование расхода охлаждающей жидкости по периметру щели и устранит перенос основания относительно корпуса при изменении входного сечения щели, вместе с тем наличие входного сечения щели, образованного гранями ромбического выреза корпуса и основания ромбической формы, наклоненными к вертикали под углом 20-30°, обеспечит плавное регулирование расхода охлаждающей жидкости с щироким диапазоном изменения расхода охладителя, с минимальными потерями на сопротивление, что позволит обеспечить регулирование расхода охлаждающей жидкости в процессе прокатки в зависимости от прокатываемого профиля, скорости прокатки, температурных условий прокатки, а так же повысить эффективность использования охлаждающей жидкости.
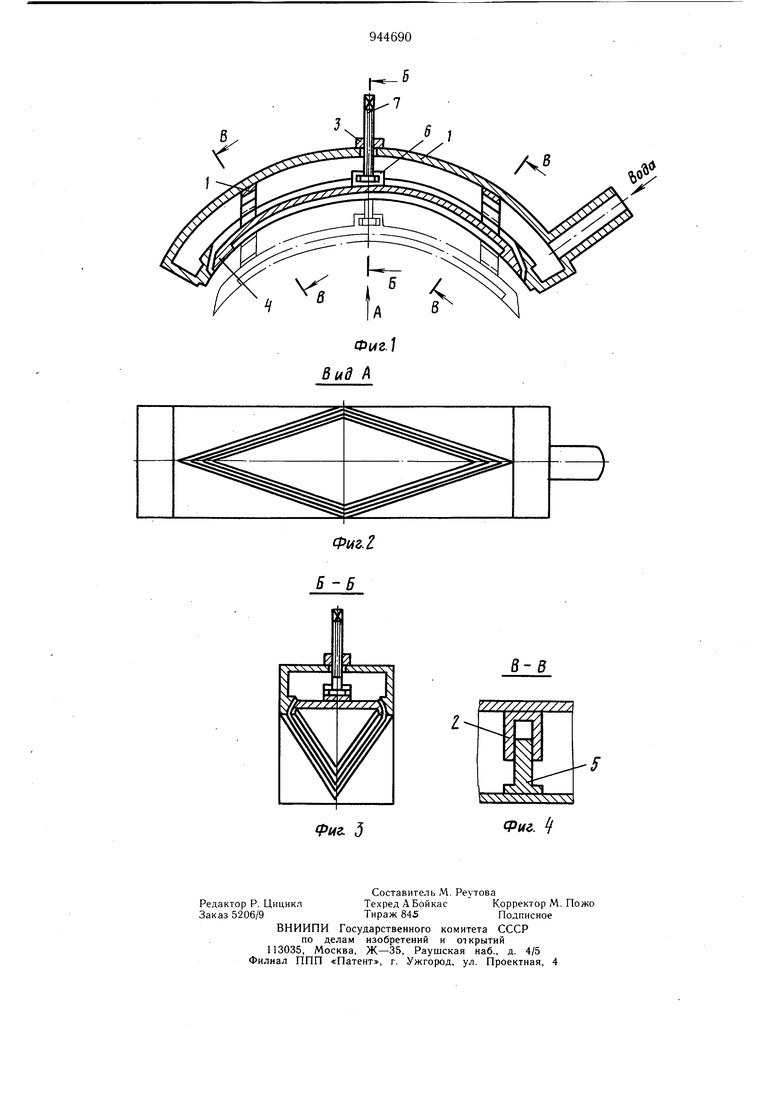
На фиг. 1 изображено устройство для охлаждения рабочих валков сортовых станов, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для охлаждения валков сортовых станов содержит корпус 1 коллектора с ромбическим вырезом в нижней его части, с направляющими вилками 2 и гайкой 3 и основание 4 ромбической формы. На основании 4 закреплены стойки 5 и планка 6 с Т-образным пазом, связанные с корпусом 1 винтом 7.
Охлаждающая жидкость с избыточным давлением подается в корпус 1 коллектора. Регулирование расхода охлаждающей жидкости производится путем изменения величины входного сечения щели. При повороте винта 7, соединенного щарнирно с планкой 6, имеющей Т-образный паз, основание 4 перемещается относительно корпуса 1, а стойки 5 перемещаются в направляющих вилках 2,
ЧТО обеспечивает равномерное раскрытие щели и предотвращает перекос основания 4 относительно корпуса 1, а также обеспечивает плавное регулирование расхода охлаждающей жидкости и равномерное ее истечение по всему периметру щели.
При этом изменение входного сечения щели обеспечивает регулирование расхода охлаждающей жидкости в процессе прокатки при перенастройке стана, улучщает условия охлаждения валков, повыщает эффективность использования охлаждающей жидкости. При отключении подачи охлаждающей жидкости в коллектор истечение ахладителя прекращается.
Применение устройства позволит регулировать расход охлаждающей жидкости в процессе прокатки, повысить эффективность использования охлаждающей жидкости, улучщить условия охлаждения рабочих валков и получить значительный экономический эффект за счет увеличения стойкости валков и снижения расхода их.
Общий экономический эффект составит около 115000 руб./ч.
Формула изобретения
Устройство для охлаждения рабочих валков сортовых станов, содержащее корпус коллектора с профилем калибра валка, отличающееся тем, что, с целью обеспечения регулирования расхода охладителя в процессе прокатки, основание коллектора выполнено в форме ромба с возможностью его перемещения в вертикальной плоскости и снабжено планкой с Т-образным пазом и стойками, закрепленными на основании коллектора.
Источники информации, принятые во вни.мание при экспертизе
1.Третьяков А. В. и др. Соверщенствование теплового процесса листовой прокатки. М., «Металлургия, 1973, с. 272.
2.Авторское свидетельство СССР № 774833, кл. В 21 В 27/10, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения рабочих валков сортовых станов | 1979 |
|
SU774632A1 |
| Устройство для охлаждения рабочих валковСОРТОВыХ CTAHOB | 1979 |
|
SU829230A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU995932A1 |
| Устройство для охлаждения рабочих валков сортовых станов | 1979 |
|
SU858964A1 |
| Устройство для охлаждения калибров валков сортовых станов | 1983 |
|
SU1156753A1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2344010C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Устройство для охлаждения прокатных валков и проката | 1988 |
|
SU1652010A1 |