Изобретение относится к прокатному производству, а именно к устройствам для охлаждения валков и проката.
Цель изобретения - регулирование расхода охладителя по длине прорези.
На фиг.1 изображено устройство, общий вид; на фиг.2-4 - форма щелевой прорези в зависимости от вида калибра.
Устройство для охлаждения валков и проката (фиг. 1) содержит трубчатый коллектор 1, стержни 2, тяги 3, гайку 4, щелевые прорези 5, шарниры 6.
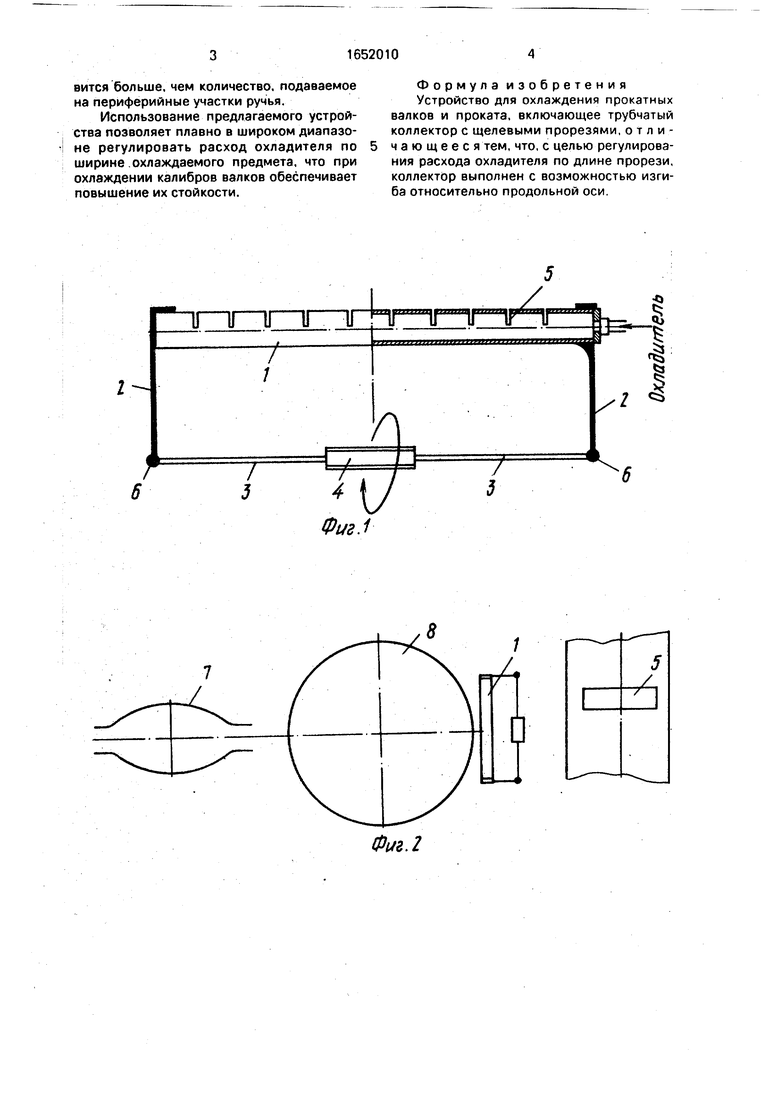
В зависимости от вида калибра 7 валков 8 сортового стана (фиг,2-4) осуществляется изгиб коллектора 1 относительно продольной оси, что обеспечивает определенную форму щелевых прорезей 5.
Далее для создания необходимого распределения потока охладителя по бочке валка при помощи гайки 4 производится дополнительная регулировка изгиба коллектора и, соответственно, формы щелевой прорези.
П р и м е р. На мелкосортном стане 250 со стороны выхода проката из очага деформации установлены устройства для
охлаждения прокатных валков и проката, содержащее коллекторы длиной 400 мм, изготовленные из нержавеющих труб, диаметром 21 мм и толщиной стенки 0,5 мм, изогнутые так, чтобы форма отверстий соответствовала равномерному охлаждению ручья рабочих валков
При прокатке металла в обычном овальном калибре (фиг.2) коллектор настраивают для равномерной подачи охладителя по ширине ручья. При этом коллектор не изгибают (см. фиг.2), форма щелевых прорезей - прямоугольная.
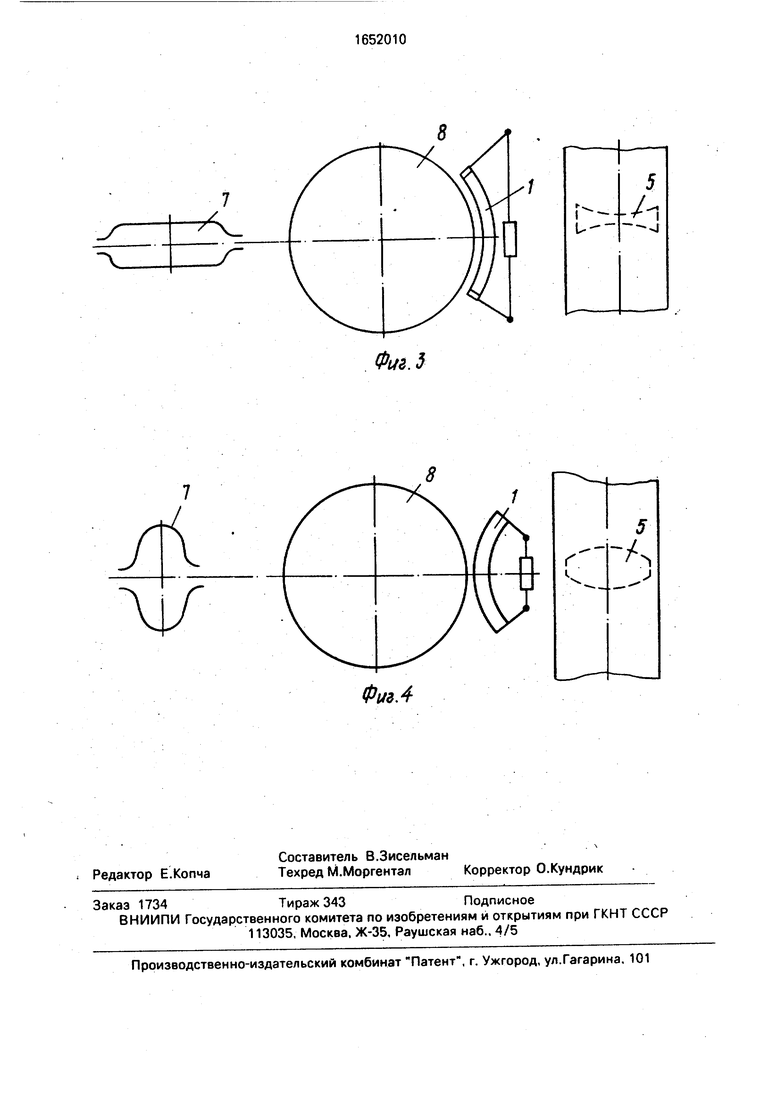
В случае установки на стане валков, ручьи которых образуют калибр в форме плоского овала (см фиг.З), коллектор изгибают так, что количество охладителя, подаваемого в углы плоского овала, становится большим по сравнению с количеством охладителя, подаваемым на середину ручья.
При последующем изменении сортамента прокатываемого металла и переходе на прокатку металла в ребровых овальных калибрах (см. фиг.4) коллектор изгибают таким образом, что количество охладителя, подаваемого в среднюю часть ручья, станоС/)
С
о ел ю о
вится больше, чем количество, подаваемое на периферийные участки ручья.
Использование предлагаемого устройства позволяет плавно в широком диапазоне регулировать расход охладителя по ширине охлаждаемого предмета, что при охлаждении калибров валков обеспечивает повышение их стойкости.
Формула изобретения Устройство для охлаждения прокатных валков и проката, включающее трубчатый коллектор с щелевыми прорезями, отличающееся тем, что, с целью регулирования расхода охладителя по длине прорези, коллектор выполнен с возможностью изгиба относительно продольной оси.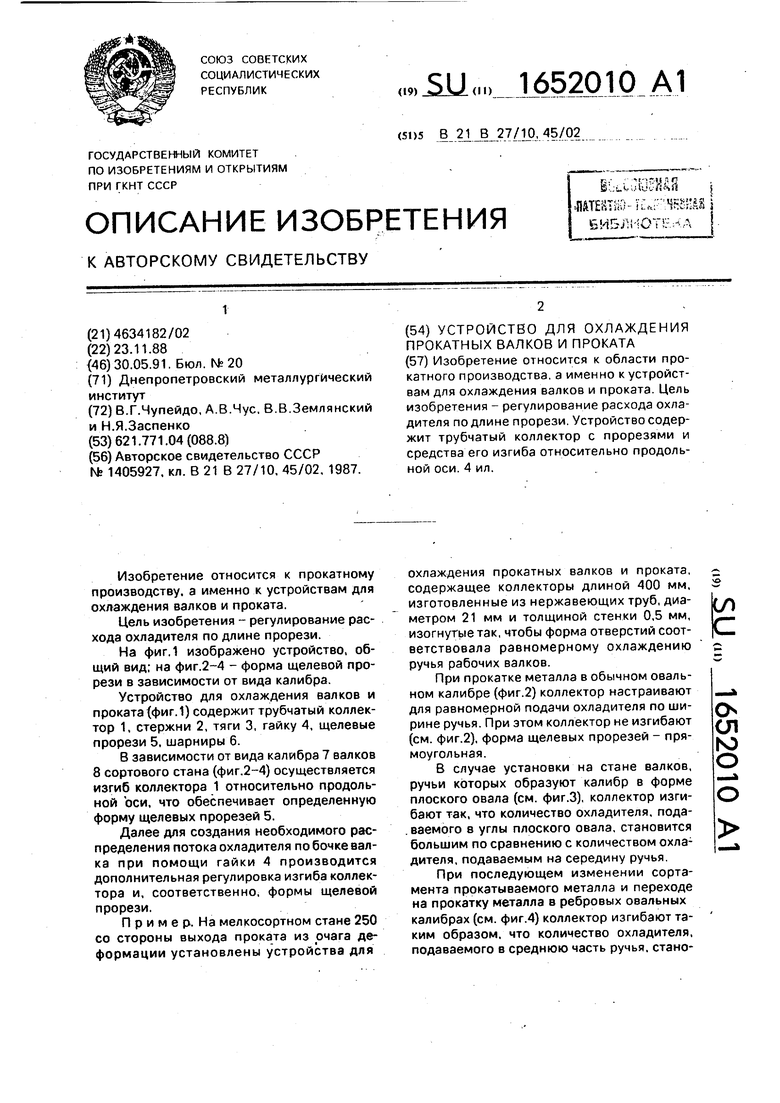
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| Устройство для охлаждения калибров валков сортовых станов | 1983 |
|
SU1156753A1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| Способ охлаждения калибров про-КАТНыХ ВАлКОВ | 1979 |
|
SU820943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА КРУГЛОГО ПРОФИЛЯ | 2004 |
|
RU2281819C2 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| Способ прокатки круглых заготовок | 1987 |
|
SU1438864A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2001 |
|
RU2247611C2 |
| СЕГМЕНТНЫЙ СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 2006 |
|
RU2322313C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2287384C1 |
Изобретение относится к области прокатного производства, а именно к устройствам для охлаждения валков и проката Цель изобретения - регулирование расхода охладителя по длине прорези Устройство содержит трубчатый коллектор с прорезями и средства его изгиба относительно продольной оси.4 ил.
тпги-и-IT
Г
г
I
Фиг.1
/
II U U Г IT
/
/
1
Фиг. 2
л
--/u-Й/a.J
г .
-/
Фю.4
| Устройство для охлаждения прокатных валков и проката | 1986 |
|
SU1405927A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
