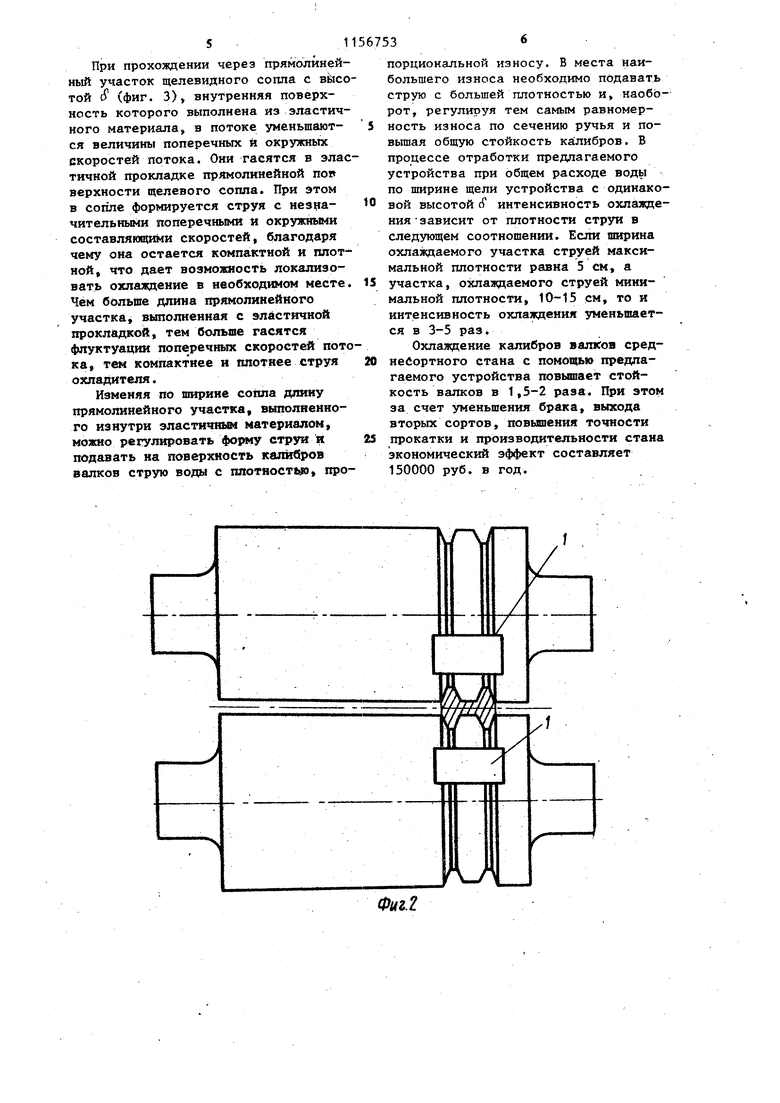
I Изобретение относится к черной металлургии и может быть использовано на сортовых станах при производстве фасонного проката и на рел собалочньЬс станах. Известно устройство для охлажде ния валков, содержащее проводку, установленную по оси прокатки со стороны выхода его из очага деформа ции, причем торцовая часть его камеры, обращенная в сторону очага деформации, выполнена в виде расширенного конуса со щелевидным серповидным отверстием, а противоположная его часть связана с источником охладителя. Такое устройство позволяет эффективно охлазкдать валки, способствуя тем самым повышению их стойкости при установке его в непос редственной близости от очага дефор мации (не более 100-150 мм) 1. При большем удалении струя вода выходящая под давлением из щелевндного сопла, теряет плотность, расслаивается, теряет скорость и достигает охлаждаемой поверхности в ви де конуса, там самьм значительно уменьшается эффективность охлаждения, из-за чего теряет смысл охлаждение валков водой высокого давления . При охлаждении валков крупносорт ных и рельсобалочных станов необходимо устанавливать охлажданяцие устройства на расстоянии не менее 0,4-0,5 м от охлаждаемьк поверхностей из-за различных особенностей конструкции рабочих клетей и особен ностей технологического процесса. Наиболее близким по технической сущности к изобретенкю является устройство для охлаждения прокатных валков, содержащее коллектор с патрубком для подвода вод, щелевое сопло, состоящее из прямого участка и криволинейного участка, плавно сопрягающего коллектор с прямым участком С2} . Недостатком известного уст ройст% ва является то, что из-за турбулизации потока выходящая из такого сопла струя воды под действием поперечных составляющих скорости потока, а также из-за окружных составляющих скорости потока быстро разрушается и теряется компактность и плотность, становится состоящей из отдельных струй и капель и дос53 -2 тигает охлаждающей поверхности в виде расширяющегося конуса. Такая струя имеет значительно меньшую охлаждающую способность, чем плотная и компактная, кроме того, такой струей невозможно избирательно охлаждать калибры валков по их ширине. Целью изобретения является повьшгение равномерности износа калибра путем его избирательного охлаждения струей различной плотности. Поставленная цель достигается тем, что в устройстве для охпаждени,ч калибров валков сортовых станов, содержащем коллектор с патрубком для подвода воды, щелевое сопло, состоящее из прямого участка и криволинейного участка, плавно сопрягающего коллект9Р с пряьалм участком, внутренняя поверхность прямого участка по всей его длине снабжена клиновой вставкой из эластичного материала, причем высота клина равна ширине прямого участка. Вставка может быть выполнена из пористой резины. На фиг. 1 изображено расположение охлаждакщих устройств для охлаждения валков на фиг. 2 - схематическое расположение охлаждающих устройств при прокатке фасонного проката-, на фиг. 3 - сопло для формирования струи охлаждающей воды, вид сбоку; на фиг. 4 - охлаждакщее устройство и расположение эластичных вставок в щелевом сопле и плотность потока воды в зависимости от расположения эластичных вставок, вид сверху, на фиг. 5 - устройство для охлаждения валков, диметрия, на фиг. 6 - струи потока воды, выходящей из щелевидного отверстия без эластичных вставок; на фиг. 7 - то же, с эластичной вставкой по всей длине согша и ширине прямолинейного участка; на фиг. 8 - внутренняя поверхность прямолинейного участка щелевидного сопла, вид струи сбоку, (для случая III)i на фиг. 9 - струя воды, вид спереди (для случая III). Устройство состоит из двух коллекторов 1 с патрубками 2 для подвода воды высокого давления, которые устанавливаются со стороны выхода проката из валков (фиг. 1). По длине коллекторов в их стенках в сторону валков выполнены продольные про3рези 3, с которыми состыкованы насадки А. Насадка 4 состоит из верх ней 5 и нижней 6 пластин и вместе составляют щелевидное сопло (фиг. через которое вода подается на поверхность валков. Щелевидное сопло со стороны, направленной к поверхности валков, имеет прямолинейный участок 7, длиной а . Этот прямоли нейньй участок состыкован с коллек тором криволинейным участком 8. На прямолинейном участке 7 щеле видного сопла по всей его длине внутренняя поверхность снабжена вставкой из эластичного материала например пористой резины, имеющей клиноазпо форму. Применяя эти устройства для охлаждения конкретных калибров с известной неравномерностью их износа укладывают эластичный материал по длине щелевидного сопла с шфиной на прямолинейном участке 7, пропор циональной износу калибров. Ширина прямолинейного участка, как установлено опытным путем, для охлаждення валков сортовых станов должна быть неменее 3 см при скорости потока, проходящего через сопло, не менее 20 м/с. Такая скорость достигается при давлении воды 5-10 ати. Дпя увеличения диапазона регули рования плотности струи применяют щелевое сопло с длиной прямолинейн го участка, равной 5 см. Коллекторы устанавливают на расстоянии 0,8 м от охлаждаегалх поверхностей валков, ближе по конструктивным и технологическим причинам установит их невозможно. Применяя вставки из пористой резины толщиной 5 мм при одном расходе воды через сопло плотность струи меняется пропорционально ширине эластичного .участка. Наиболее типичны три случая: I. Щелевидное сопло, его прямолинейный участок шириной 5 см и высотой сопла $ 2 мм выполнен без эластичных вставок (фиг. 3), струя потока воды имеет вид расходящегося конуса (фиг. 6). II. Щелевидное сопло, его прямолиненый участок шириной 5 см и высо той 2 мм при том же расходе воды (0 15 м/ч) выполнен с эластич ньми вставками по всей длине сопла и ширине прямолинейного участка. 53 Вставка выполнена из пористой рези ны толщиной 5 мм. В этом случае на расстоянии до 1 м струя потока охлаждающей воды не теряет прямолинейности (фиг. 7) и является плотной и плоской. III. Щелевидное сопло, его прямолинейный участок снабжен клиновой вставкой из эластичного материала. В этом случае при вышеуказанных условиях струя потока имее.т вид (фиг. 8 и 9). Струя в месте, где есть вставка по всей ширине прямолинейного участка, имеет вид, характерный случаю П. Применяя различную ширину эластичной вставки, можно -регулировать плотность .струи и получать ее то, как для случая 1., то, как для случая II, или же промежуточные варианты, аналогичные случаю III. Устройство для охлаждения калибров валков сортовых стднов работает следующим образом. Вода высокого давления 5-15 ати подается через патрубок 2 в коллектор 1. Из коллектора 1 через прорези 3 вода поступает в состьжованную с коллектором насадку А, состоящую из верхней 5 и нижней 6 пластин, и. в этой насадке формируется в плоскую струю. Благодаря плавной состыковке насадки 4 с коллектором 1 с помощью криволинейного участка 8 снижаются гидродинамические потери. В том месте, где есть вставка из эластичного материала, струя плотная и плоская, а далее по длине щели при уменьшении ширины эластичлой вставки струя становится все более расходящейся и менее плотной. Форма струй, выходящих из сопла, например для случаев I, II и Ш, характеризуется турбулизацией потока в щелевидном сопле. От величины турбулизации зависит плотность и компактность струи охлаждающей воды. Турбулентный поток характеризуется интенсивным движением потока не виде параллельных струй, а в виде аотических вихрей и имеет значительные составляющие поперечной и окружной скоростей, из-за которых поток при выходе из сопла быстро разрушается и приобретает вид расширяющегося онуса (фиг. 6). 5 При прохождении через прямолиней ный участок щелевидного сопла с вйс той (фиг. 3), внутренйяя поверхность которого выполнена из эластич ного материала, в потоке уменьшаются величины поперечных и окружных скоростей потока. Они гасятся в эла тичной прокладке прямолинейной по верхности щелевого сопла. При этом в сопле формируется струя с незрачительными поперечными и окружными составляющими скоростей, благодаря чему она остается компактной и плот ной, что дает возможность локализовать охлаждение в необходимом месте Чем больше длина прямолинейного участка, выполненная с эластичной прокладкой, тем больше гасятся флуктуации поперечных скоростей пот ка, тем компактнее и плотнее струя охладителя. Изменяя по ширине сопла длину прямолинейного участка, выполненного изнутри эластичным материалом, можно регулировать форму струи я подавать на поверхность калибров валков струю воды с плотности, про 3 порциональной износу, в места наибольшего износа необходимо подавать струю с большей плотностью и, наоборот, регулируя тем самым равномерность износа по сечению ручья и повышая общую стойкость калибров. В процессе отработки предлагаемого устройства при общем расходе воды по ширине щели устройства с одинаковой высотой cf интенсивность охлаждения зависит от плотности струи в следующем соотношении. Если ширина охлаадаемого участка струей максимальной плотности равна 5 см, а участка, охлаждаемого струей минимальной плотности, 10-15 см, то и интенсивность охлаждения уменьшается в 3-5 раз. Охлаждение калибров валков среднесортного стаНа с помощью предлагаемого устройства повышает стойкость валков в 1,5-2 раза. При этом за счет уменьшения брака, выхода вторых сортов, повышения точности прокатки и производительности стана экономический эффект составляет 150000 руб. в год.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| Способ температурно-деформационной обработки прокатных валков в процессе горячей прокатки и устройство для его осуществления | 1984 |
|
SU1303206A1 |
| Устройство для регулируемого охлаждения проката | 2022 |
|
RU2783436C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И ПРОКАТА | 2001 |
|
RU2193935C1 |
| ФОРСУНКА "ЗИМА" | 2007 |
|
RU2376072C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2287384C1 |
| Способ охлаждения прокатных валков шаропрокатного стана | 1980 |
|
SU954125A1 |
| Устройство для газожидкостной обработки поверхности прокатных валков | 1981 |
|
SU948475A1 |
| Устройство для охлаждения прокатных валков и проката | 1988 |
|
SU1652010A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |

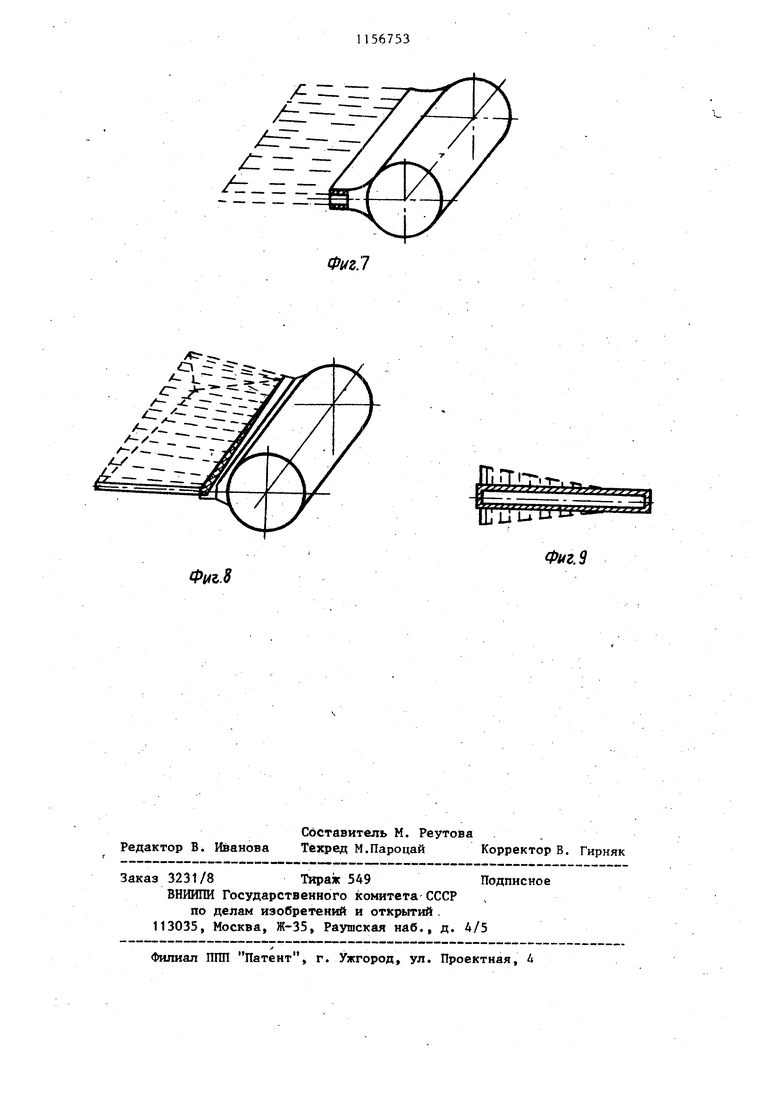
1. УСТРОЙСТВО ДЛЯ ОХЛАЗКДЕНИЯ КАЛИБРОВ ВАЛКОВ СОРТОВЫХ СТАНОВ, содержащее коллектор с патрубком для подвода воды, щелевое сопло, состоящее из прямого участка и криволинейного участка, плавно сопрягающего коллектор с прямым участком, отличающееся тем, что, с целью повьшения равномерности износа калибра путем его избирательного охлаждения струей различной Ш10Т7 ности, внутренняя поверхность прямого участка по всей его длине снабжена клиновой вставкой из эластичного материала, причем высота клина равна ширине прямого участка. 2., Устройство по п. 1, о т л ичающееся тем, что вставка (О выполнена из пористой резины. сд Од ел 00
О
О
/
У
у
UL
0UZ.lt
Фиь.5
Фмг.6
nnjTVT-ij.,
cISZZZZZZZZZZiZZ SlZZZZZ
f TljC Cjtf
Фиг.В
.Ь
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для охлаждения валков | 1975 |
|
SU546397A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
