(54) СПОСОБ НАРЕЗАНИЯ ВИНТОВОЙ
1
Изобретение относится к обработке металлов резанием.
Известен способ нарезания винтовой поверхности трапецеидального профиля, закключающийся в том, что концевой фрезе и детали сообщают вращательное движение, а детали дополнительно сообщают движение продольной подачи 1.
К недостаткам известного способа относится невозможность применения цилиндрических концевых фрез. Поэтому при фрезеровании изделий указанного профиля требуется применение специальных профилированных концевых фрез, что усложняет процесс нарезания винтовой поверхности.
Цель изобретения - упрощение нарезания винтовой поверхности путем использования цилиндрической концевой фрезы.
Для достижения поставленной цели, ось фрезы смещают в плоскости, перпендикулярной продольной подачи, положение которой определяют из условия одновременного касания наружного диаметра фрезы с пересекающимися проекциями винтовых линий вершины и дчювания лопасти. ПОВЕРХНОСТИ
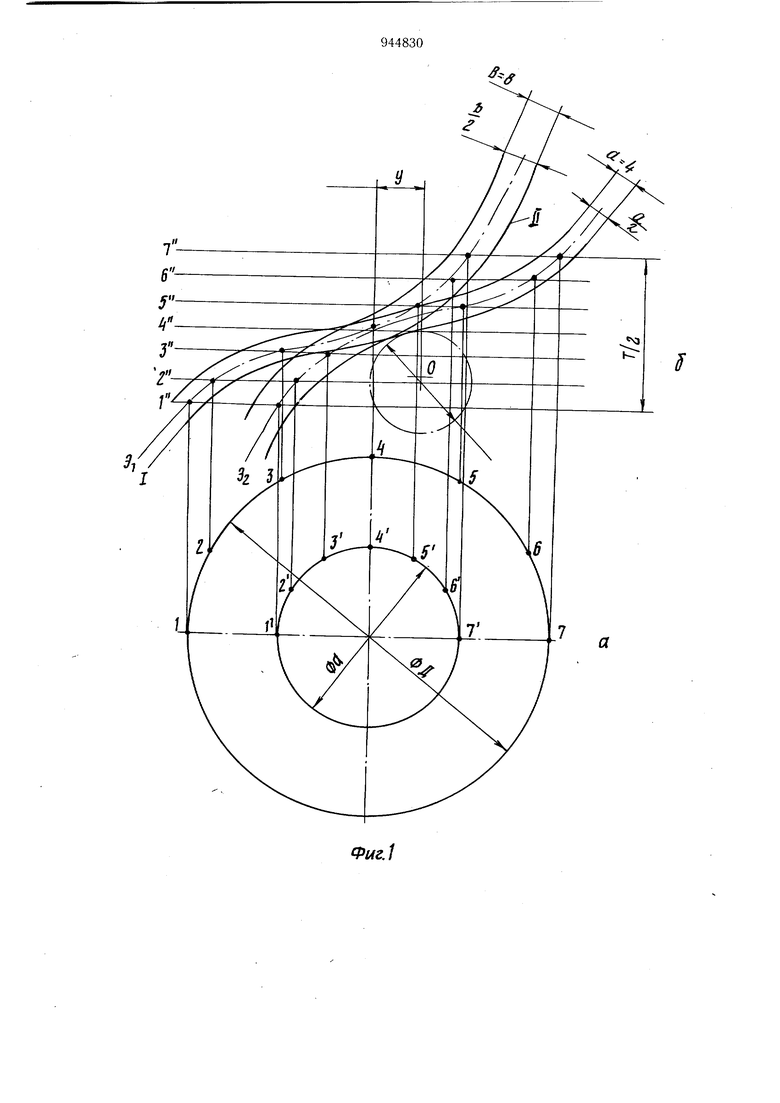
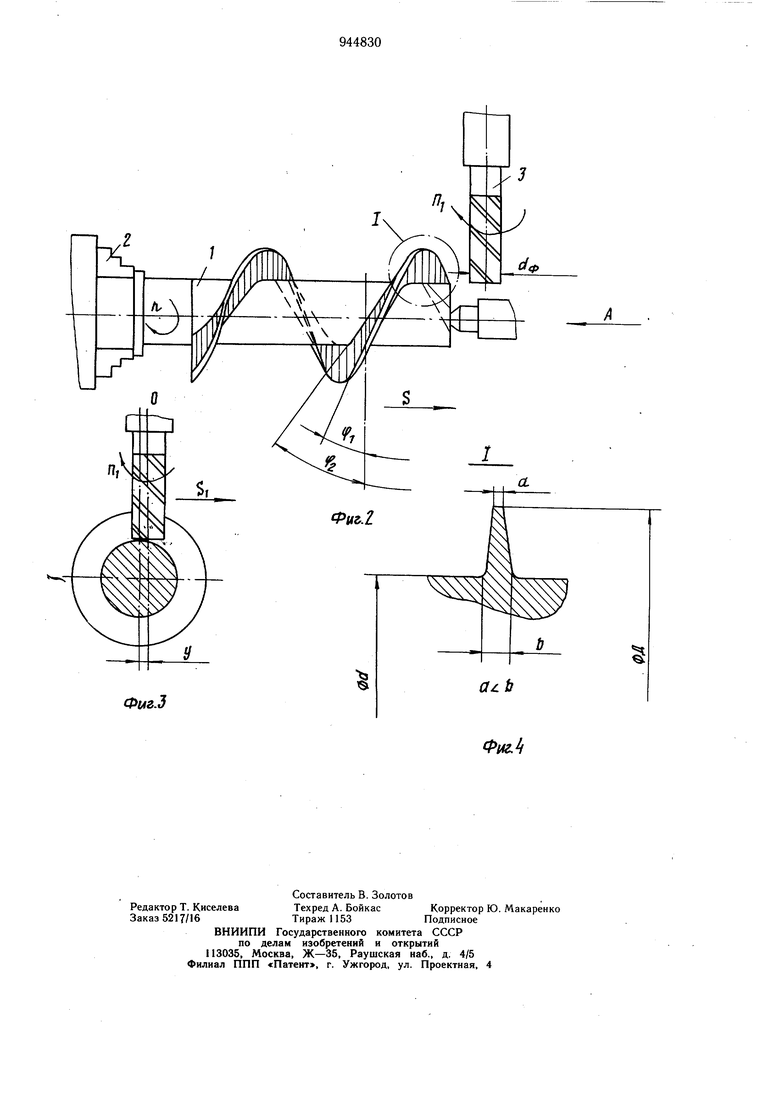
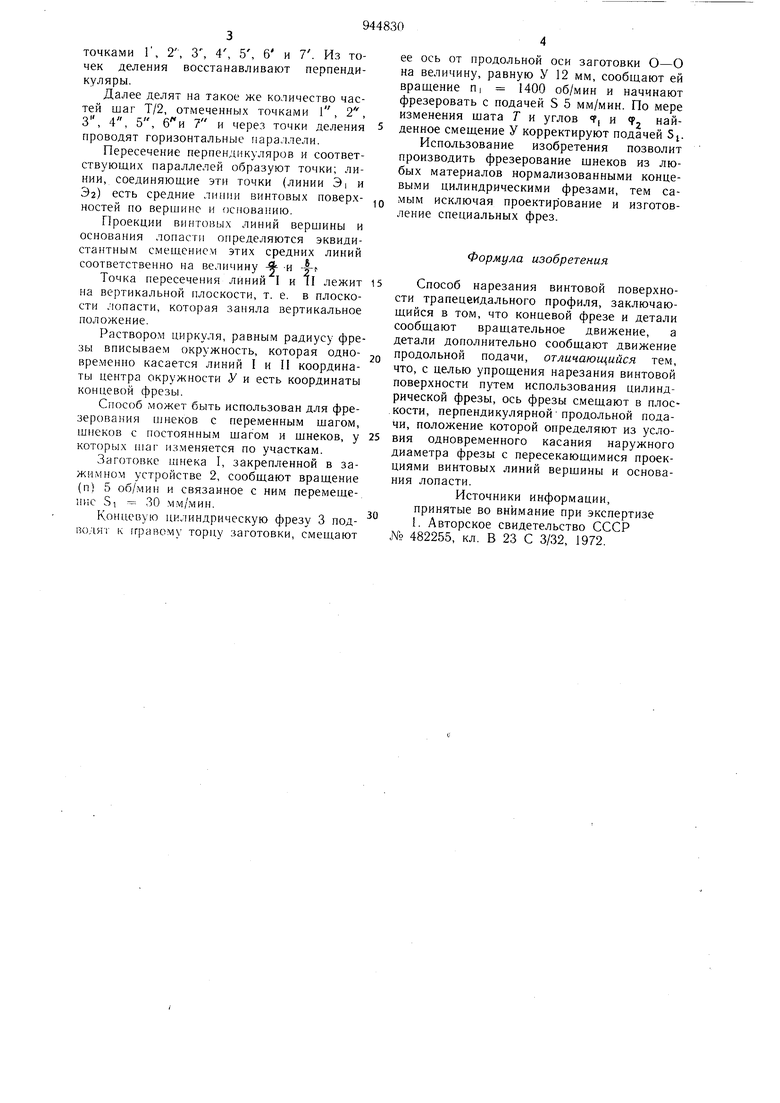
На фиг. 1 показан графический метод определения координат смещения оси фрезы; на фиг. 2 - взаимное расположение инструмента и детали; на фиг. 3 - то же, поперечное сечение; на фиг. 4 - узел I 5 на фиг. 2.
На схеме показан способ графического определения координат оси фрезы при условии одновременного касания наружного диаметра фрезы с пересекающимися проекциями винтовых линий вершины и основание лопасти.
Наружный диаметр D 150 мм; диаметр основания лопатки d 50 мм; шаг спирали Т 80 мм; диаметр концевой цилиндрической фрезы dф 26 мм; толщина лопасти у вершины а 4 мм; толщина лопасти у основания b 8 мм.
Проекция винтовой линии верщины лопасти обозначена I, ее эквидистанта Эь Проекция винтовой линии основания ло20 пасти обозначена II, ее эквидистанта Эа. Построение начинают с разделения на равные части наружного диаметра щнека 0 D, изображенного точками 1,2,3,4,5,6 и 7 и диаметра впадины 0 d, изображенного точками Г, 2, 3, 4, 5, 6 и 7. Из точек деления восстанавливают перпендикуляры. Далее делят на такое же количество частей шаг Т/2, отмеченных точками 1, 2, З, 4, 5, 6и 7 и через точки деления проводят горизонтальные параллели. Пересечение перпендикуляров и соответствующих параллелей образуют точки; линии, соединяющие эти точки (линии 3i и Эз) есть средние линии винтовых поверхностеи по вершине и основанию, Проекции винтовых линий верщины и основания лопасти определяются эквидистантным смещением этих средних линий соответственно на величину - -и -4- Точка пересечения линий I и и лежит на вертикальной плоскости, т. е. в плоскости лопасти, которая заняла вертикальное положение. Раствором циркуля, равным радиусу фрезы вписываем окружность, которая одно иТТ вре.менно касается линий I и II координаты центра окружности У и есть координаты концевой фрезы. Способ может быть использован для фрезерования шнеков с переменным щагом, шпеков с постоянным щагом и щнеков, у которых niar изменяется по участкам. Заготовке шнека I, закрепленной в зажимном устройстве 2, сообщают вращение (п) 5 об/мин и связанное с ним перемещение Si - 30 мм/мин. Концевую цилиндрическую фрезу 3 подводят к ггравому торцу заготовки, смещают ее ось от продольной оси заготовки О-О на величину, равную У 12 мм, сообщают ей вращение П| 1400 об/мин и начинают фрезеровать с подачей S 5 мм/мин. По мере изменения щата Т и углов , и 9, найденное смещение У корректируют подачей Sj. Использование изобретения позволит производить фрезерование щнеков из любых материалов нормализованными концевыми цилиндрическими фрезами, тем самым исключая проектирование и изготовление специальных фрез. Формула изобретения Способ нарезания винтовой поверхности трапецеидального профиля, заключающийся в том, что концевой фрезе и детали сообщают вращательное движение, а детали дополнительно сообщают движение продольной подачи, отличающийся тем, ЧТО, с целью упрощения нарезания винтовой поверхности путем использования цилиндрической фрезы, ось фрезы смещают в плоскости, перпендикулярной-продольной подачи, положение которой определяют из условия одновременного касания наружного диаметра фрезы с пересекающимися проекциями винтовых линий верщины и основания лопасти. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 482255, кл. В 23 С 3/32, 1972.
Фиг.1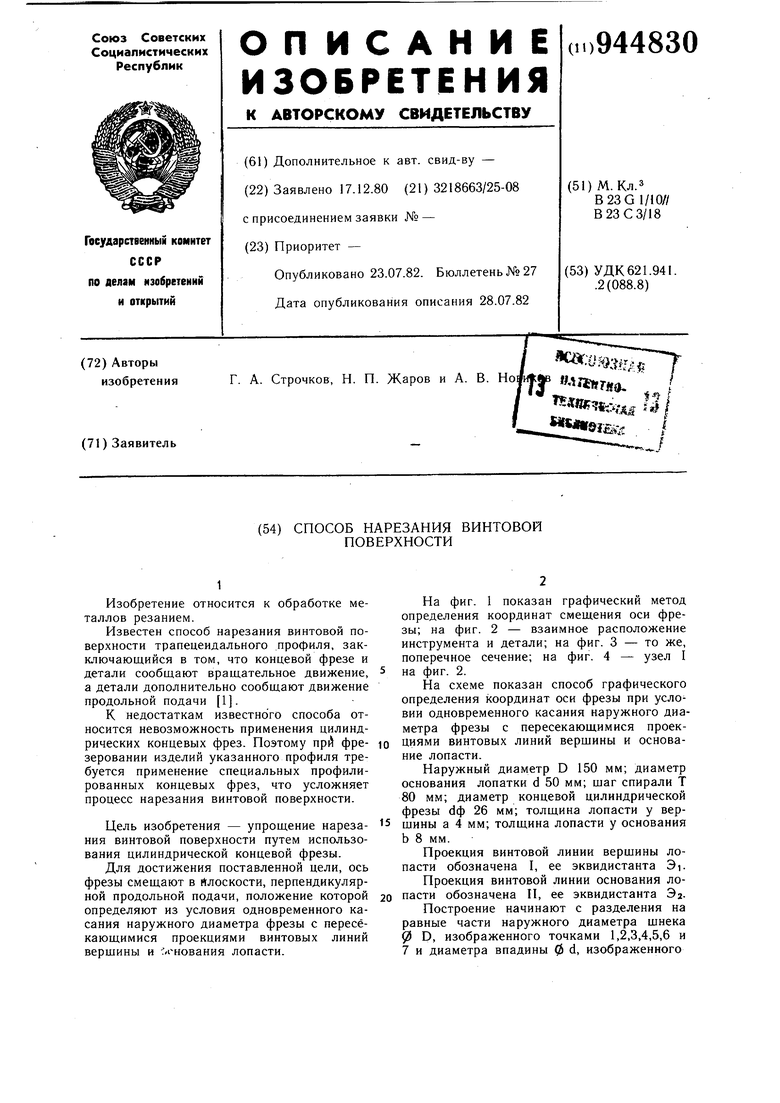
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления шнеков | 1985 |
|
SU1301582A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ПОЛУЧЕНИЯ САМОСТОПОРЯЩЕЙСЯ РЕЗЬБЫ | 2014 |
|
RU2585590C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| СПОСОБ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2016 |
|
RU2621200C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |