1
Изобретение относится к машиностроению, в частности к изготовлению шнеков -с переменным шагом винтовой поверхности.
Цель изобретения - повышение точ- ности и производительности обработки шнека путем устранения необработанности шнека в зоне перехода от одного шага винтовой поверхности к другой,
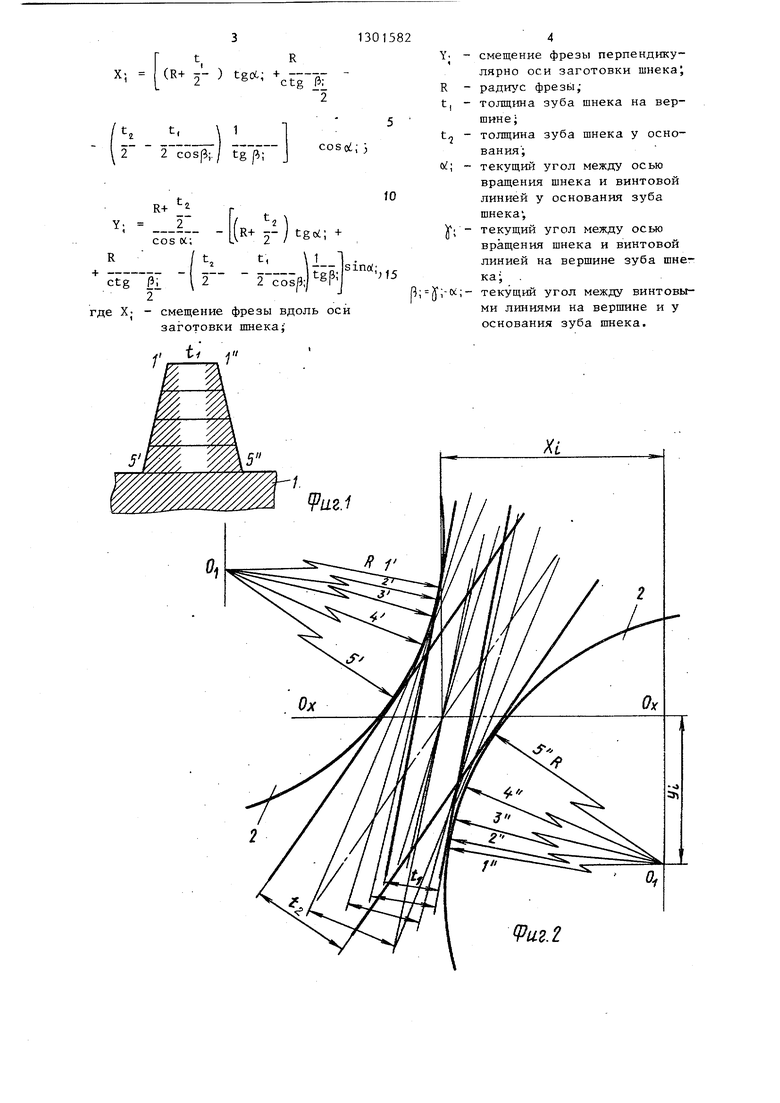
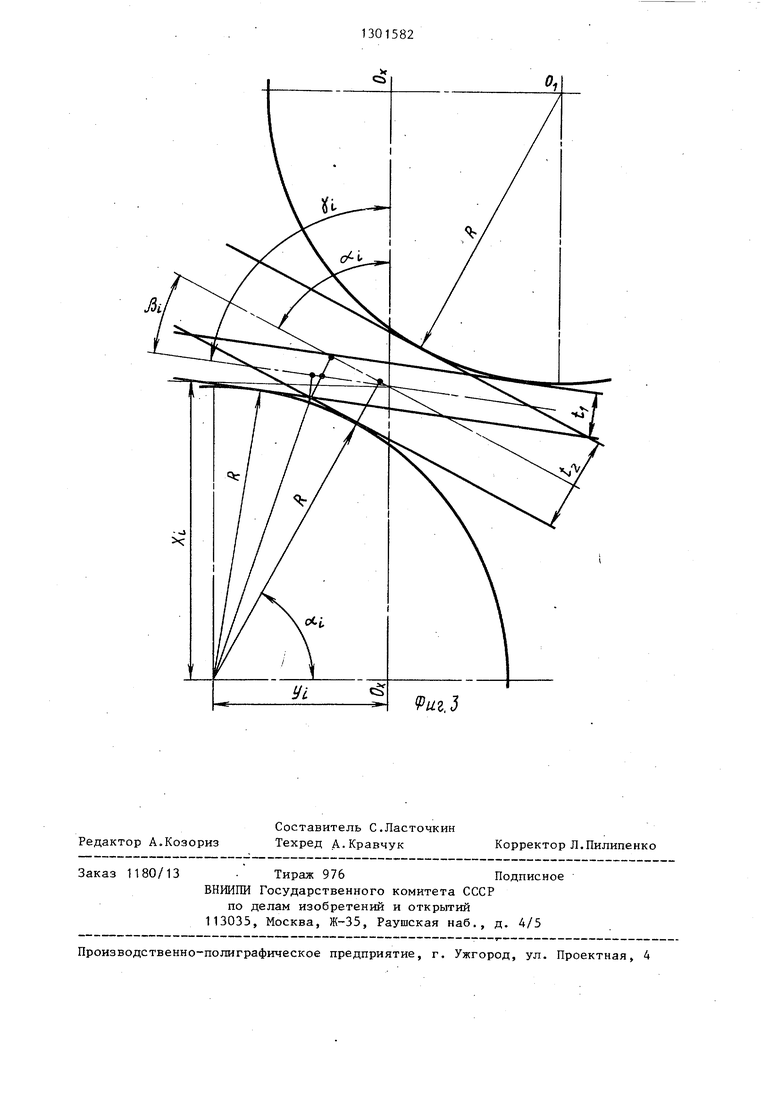
На фиг. 1 представлена форма зуба шнека, полученная при обработке цилиндрической фрезой на фиг. 2 - фре .за в момент взаимодействия винтовых линий с правой и левой сторонами зуба шнека; на фиг. 3 - схема расположения фрезы относительно зуба шне- Kai на фиг. -4 - схема взаимного расположения фрезы и шнека.
В процессе фрезерования шнека 1 с переменньм шагом винтовой поверхности фрезой 2 с радиусом R заготовке шнека 1 сообщают враш;ательн.ое q и поступательное S движения. Используют цилиндрическую концевую фрезу, ось 0,0, которой устанавливают перпендикулярно оси заготовки шнека 1.
В процессе обработки зуба шнека с толщиной на вершине t, и основания t фрезу непрерывно смещают относительно оси его вдоль и перпендикулярно ей по следующим Зависимостям:
(-М
R
tgci;
2
2 2 cosfi;/ tg/i;
COSoii j
Ч R. 2cosoJ;
R+/ tgoi; + 45
2 I
. 50
Xj - смещение фрезы вдоль оси заготовки шнека;
YJ - смещение фрезы перпендикулярно оси заготовки шнекаJ
R - радиус фрезы;
582
tj - толщина зуба шнека на .вершине;
5 o
о
45
0
5
35
0
5
t - толщина зуба шнека у основания;
oii; - текущий угол между осью вращения шнека и винтовой линией у основания зуба шнека;
; - текущий угол между осью вращения шнека и винтовой линией на вершине зуба шнека;
i )f;-od;- текущий угол между винтовы- выми линиями на вершине и у основания зуба шнека. При обеспечении указанных перемещений фрезы винтовая линия на текущем диаметре шнека касается окружности цилиндрической фрезы и образует точки касания п; (1, 2 , ..., 5 ) на одной боковой поверхности зуба, п; d, 2 ..., 5 ) на другой .боковой поверхности зуба. Кратчайшее расстояние между винтовыми линиями на текущем диаметре есть толщина зуба шнека.
Форма зуба образуется расположением всех отрезков прямых, равных толщине зуба, в одной плоскости и на уровне соответственно текущему диаметру.
Одна боковая линия формы зуба получается путем соединения между собой п ; точек, принадлежащих отрезкам прямых, равных толщине шнека, другая винтовая линия - соединением п . точек. В другом положении окружность фрезы пересекает винтовые линии текущего диаметра шнека, в ре- зельтате чего нарушается форма и точность зуба.
Формула изобретения
Способ изготовления шнеков с переменным шагом винтовой поверхности фрезой, при котором заготовке сообщают вращательное и поступательное движения, а ось фрезы устанавливают перпендикулярно оси заготовки, о т- личающийся тем, что, с целью повьшения точности и производительности обработки шнека, используют концевую цилиндрическую фрезу, ось которой в процессе обработки непрерывно смещают относительно оси вращения заготовки шнека вдоль и перпендикулярно ей по следующим зависимостям:
R
(R+ Y u
2 .
ctg i 2
cosoi; 3
R.
V-
cos ОС;
- UR+ о- tg,; +
, 1 .
ггг17 - г- -rc--oJt p:h S.5
.
где Xj - смещение фрезы вдоль оси заготовки шнека;
1 t All I г-.
т
Y. Rt,Чo i
1
J;-oc;
смещение фрезы перпендикулярно оси заготовки шнека; радиус фрезы;
толщина зуба шнека на вершине;
толщина зуба шнека у основания;
текущий угол между осью вращения шнека и винтовой линией у основания зуба шнека;
текущий угол между осью вращения шнека и винтовой линией на вершине зуба шнека; .
текущий угол между винтовыми линиями на вершине и у основания зуба шнека.
9иг.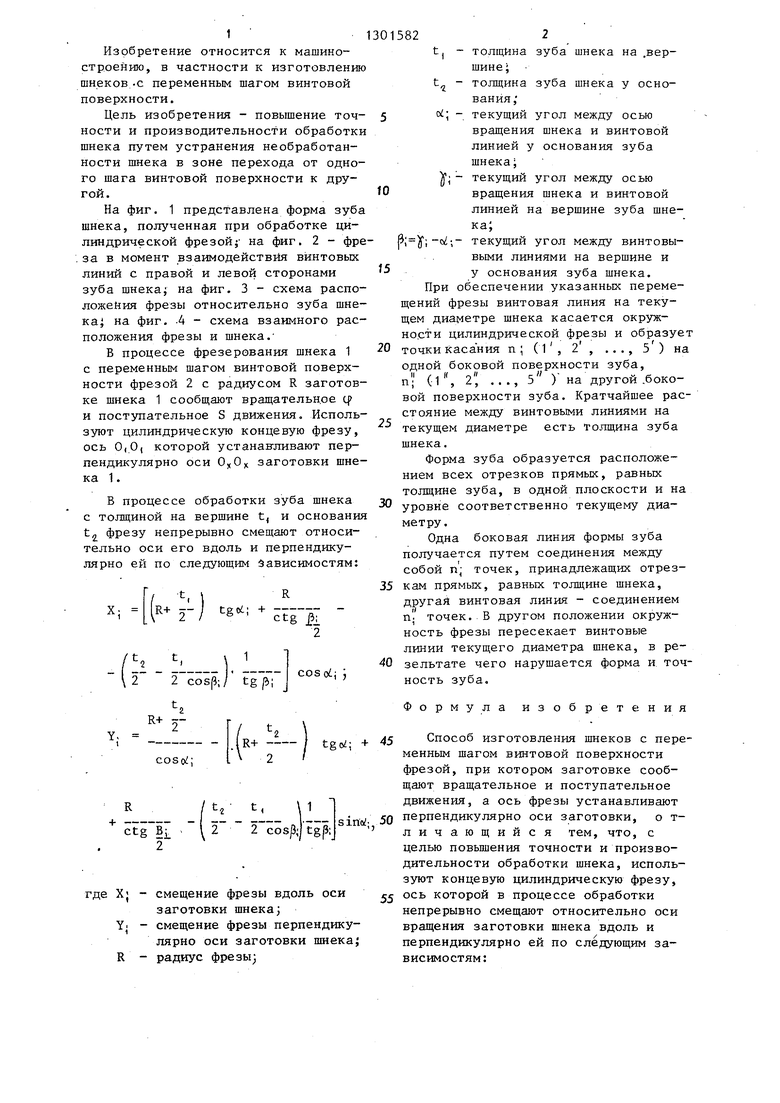
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания винтовой поверхности | 1980 |
|
SU944830A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| Способ нарезания червячного колеса | 1980 |
|
SU952480A1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| ФРЕЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ФРЕЗЫ | 2018 |
|
RU2727459C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
Изобретение относится к машиностроению, в частности к изготовлению шнеков с переменным шагом винтовой линии. Цель изобретения - повышение точности и производительности обработки шнека путем непрерывного смещения в процессе обработки оси концевой цилиндрической фрезы. В процессе фрезерования шнеков 1 с переменньм шагом цилинд1 ической фрезой 2 заготовке сообщают вращательное ср и поступательное движение S, а ось фрезы устанавливают перпендикулярно оси заготовки и в процессе обработки зуба шнека непрерьшно смещают относительно оси в ращения заготовки шнека вдоль и перпендикулярно ей по следующим зависимостям: X; f (R+t, : 2) + H-R:ctg|3; :2-(, :2cosp;)- xcosiy;; Y, R+t3 :2:coso r(R+ti :2) + +R:ctgpi2-(t2 :2-t, :2cos/3;) 1: :tg fij sinoJ; , где X; - смещение фрезы вдоль оси заготовки шнека; YJ - смещение фрезы перпендикулярно оси заготовки шнека R - радиус фрезы; t -толщина зуба шнека на вершине tj - толщина зуба шнека у основания; oi текущий угол между осью вращения шнека и винтовой линией у основания зуба шнека; У; - текущий угол между осью вращения шнека и винтовой линией на вершине зуба шнека; р; jj --c i;- текущий угол между винтовыми линиями на вершине и у основания зуба шнека. 4 ил. е (Л :о.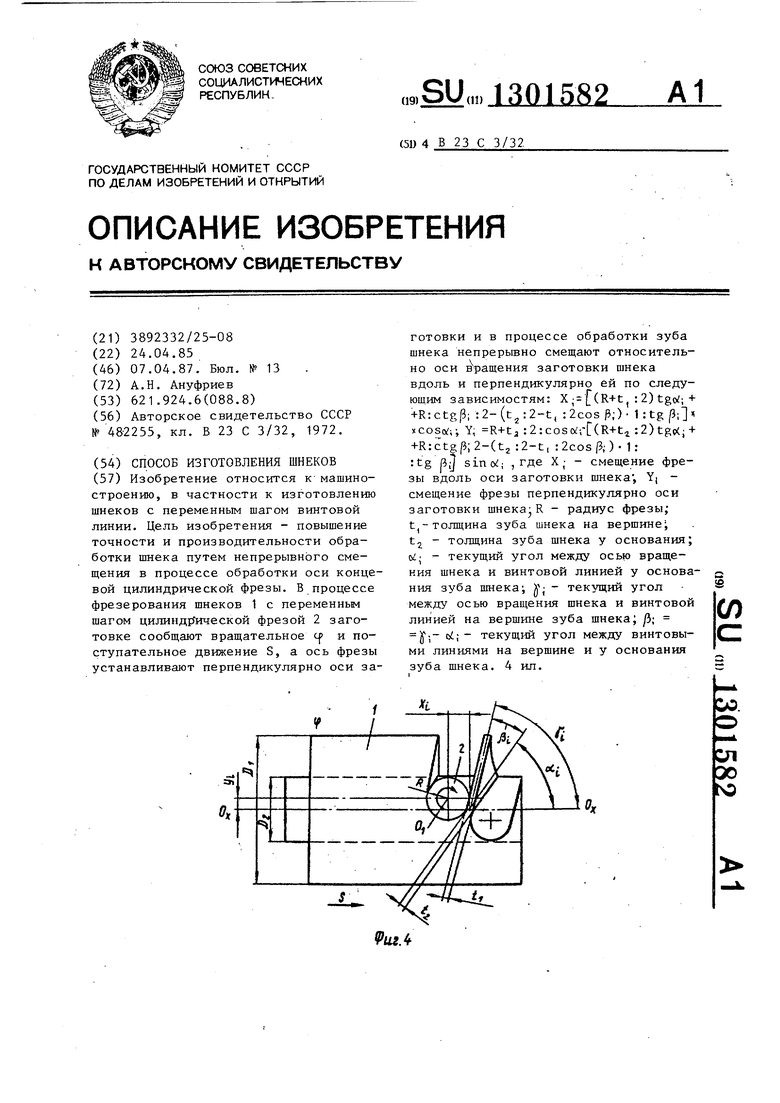
Редактор А.Козориз
Составитель С.Ласточкин Техред А.Кравчук
Заказ 1180/13 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Пилипенко
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
