(54) АБРАЗИВНЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2241591C1 |
| Лепестковый шлифовальный круг | 1983 |
|
SU1122498A1 |
| Лепестковый круг | 1991 |
|
SU1795937A3 |
| Лепестковый шлифовальный круг | 1980 |
|
SU918074A1 |
| Лепестковый полировальный круг | 1984 |
|
SU1207739A1 |
| Лепестковый полировальный круг | 1988 |
|
SU1553369A1 |
| Сборный лепестковый инструмент | 1980 |
|
SU910402A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
1
Изобретение относится к инструментам для ленточной обработки криволинейной поверхности.
Известен лепестковый круг, состоящий из наружного корпуса с прорезями, через которые установлен с возможностью поворота в нем внутренний корпус с закрепленными на нем лепестками. При износе лепестков на определенную величину внутренний корпус должен быть повернут относительно наружного до восстановления первоначаль- ю ной длины лепестков, взаимное положение корпусов должно быть зафиксировано, после чего круг готов к продолжению работы 1 .
Недостатком известного лепесткового круга является то, что изменение д.тины лепестков возможно только в нерабочем состоянии инструмента. Это уменьшает его технологические возможности и снижает производительность обработки.
Цель изобретения - расширение тех- 20 нологических возможностей лепесткового круга и повышение производительности труда за счет изменения длины лепестков непосредственно во время работы, что позволяет изменять плошадь активной режуш,ей поверхности и жесткость лепестков.
Поставленная цель достигается кинематической связью между корпусом, дополнительно снабженным барабаном с выполненным на нем винтовым пазом, и тягой, введенной в устройство, что обеспечивает изменение длины и жесткости лепестка абразивного инструмента.
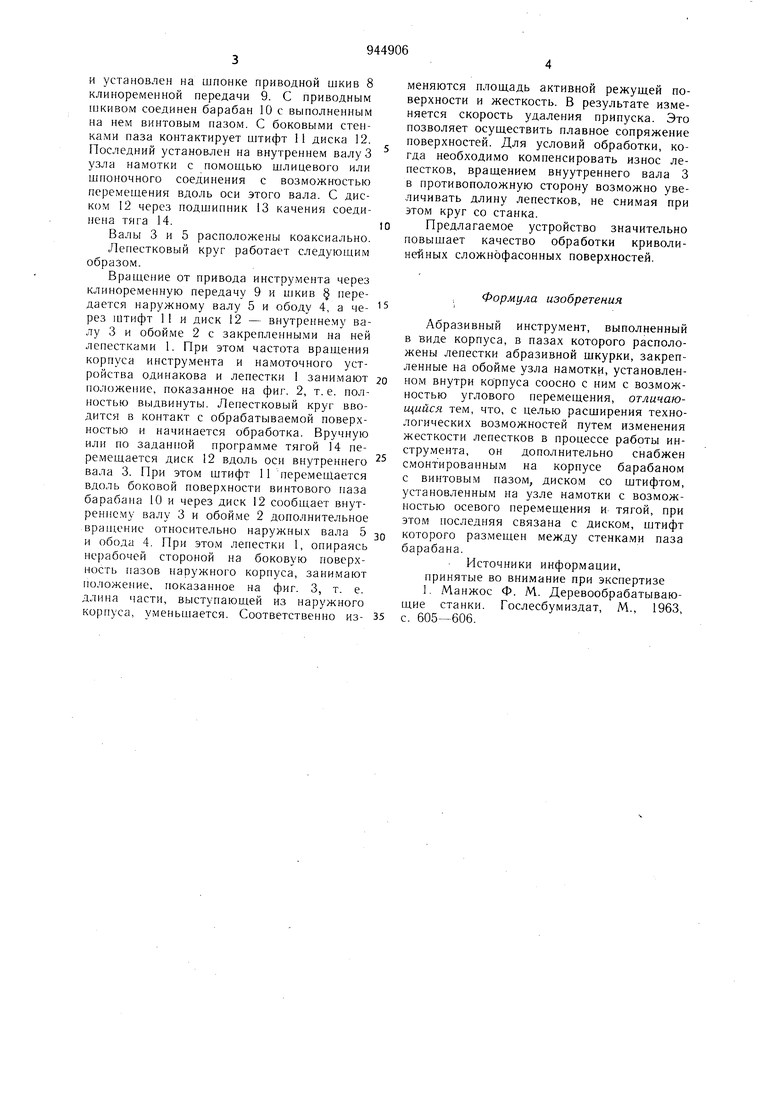
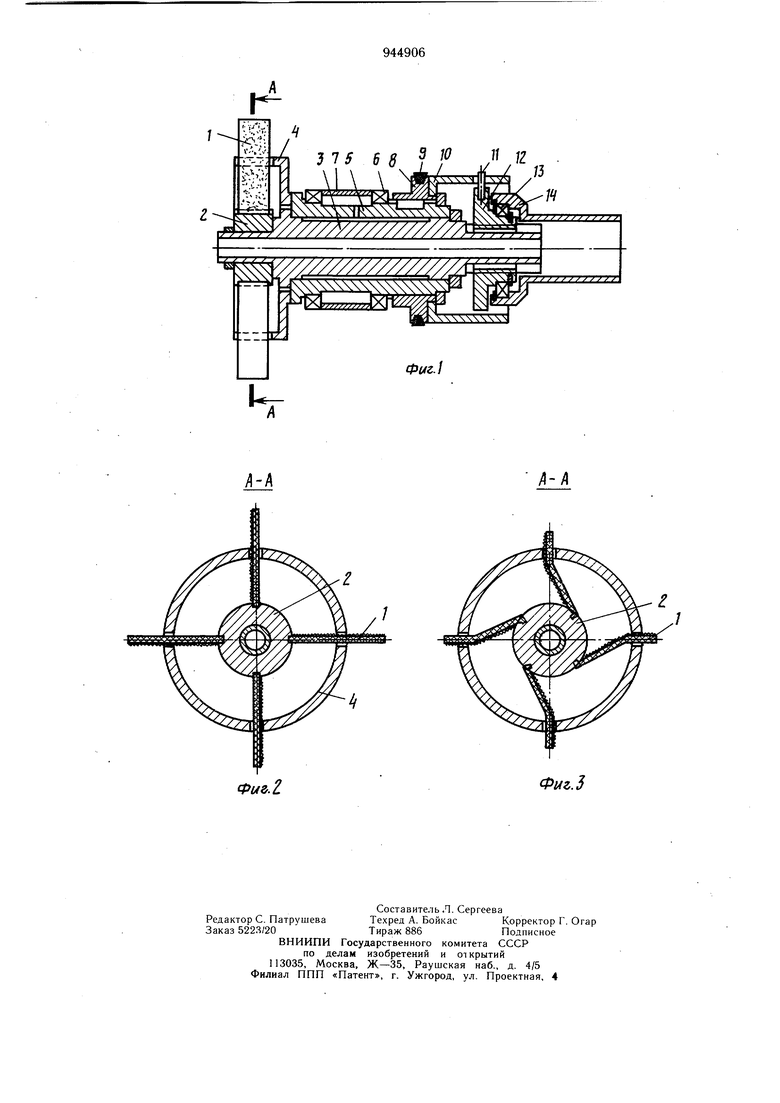
На фиг. 1 изображен круг в плоскости, перпендикулярной плоскости вращения лепестков, разрез; на фиг. 2 - разрез А.Л
на фиг. 1, лепестки полностью выдвинут1)|; на фиг. 3 - то же, лепестки частично убраны.
Лепестки 1 из шлифовальной жестко соединены с узлом намотки абрлзивного материала, которое состоит из обоймы 2, которая в свою очередь жестко связана с внутренни.м валом 3, например резьбовым соединением. Лепестки 1 проходят через пазы корпуса инструмента, который состоит из обода 5, жестко связанного с наружным валом 5. На наружном валу 5 смонтированы подшипники 6 качения, между которыми имеется распорная втулка 7,
и установлен на шпонке приводной шкив 8 клиноременной передачи 9. С приводным пкивом соединен барабан 10 с выполненным на нем винтовым пазом. С боковыми стенками паза контактирует штифт 11 диска 12. Последний установлен на внутреннем валуЗ узла намотки с помощью шлицевого или шпоночного соединения с возможностью перемещения вдоль оси этого вала. С диском 12 через подшипник 13 качения соединена тяга 14.
Валы 3 и 5 расположены коаксиально.
Лепестковый круг работает следующим образом.
Вращение от привода инструмента через клиноременную передачу 9 и щкив § передается наружному валу 5 и ободу 4, а через 1ПТИФТ 1 1 и диск 12 - внутреннему валу 3 и обойме 2 с закрепленны.ми на ней лепестками 1. При этом частота вращения корпуса инстру.мента и намоточного устройства одинакова и лепестки 1 занимают положение, показанное на фиг. 2, т. е. полностью вЬ)|двинуты. Лепестковый круг вводится в контакт с обрабатываемой поверхностью и начинается обработка. Вручную или по заданной программе тягой 14 перемещается диск 12 вдоль оси внутреннего вала 3. При этом штифт II перемещается вдоль боковой поверхности винтового паза барабана 10 и через диск 12 сообщает внутреннему валу 3 и обойме 2 дополнительное вран1ение относительно наружных вала 5 и обода 4. При этом лепестки 1, опираясь нерабочей стороной на боковую поверхность пазов наружного корпуса, занимают положение, показанное на фиг. 3, т. е. длина части, выступающей из наружного корпуса, уменьщается. Соответственно изменяются площадь активной режущей поверхности и жесткость. В результате изменяется скорость удаления припуска. Это позволяет осуществить плавное сопряжение поверхностей. Для условий обработки, когда необходимо компенсировать износ лепестков, вращением внуутреннего вала 3 в противоположную сторону возможно увеличивать длину лепестков, не снимая при этом круг со станка.
Предлагаемое устройство значительно повышает качество обработки криволинейных сложнофасонных поверхностей.
Формула изобретения
Абразивный инструмент, выполненный в виде корпуса, в пазах которого расположены лепестки абразивной щкурки, закрепленные на обойме узла намотки, установленном внутри корпуса соосно с ним с возможностью углового перемещения, отличающийся тем, что, с целью расширения технологических возможностей путем изменения жесткости лепестков в процессе работы инструмента, он дополнительно снабжен смонтированным на корпусе барабаном с винтовым пазом, диском со штифтом, установленным на узле намотки с возможностью осевого перемещения и тягой, при этом последняя связана с диском, щтифт которого размещен между стенками паза барабана.
Источники информации, принятые во внимание при экспертизе 1. Манжос Ф. М. Деревообрабатывающие станки. Гослесбумиздат, М., 1963, с. 605-606.
375 М / ./ /2
/3
Фиг.
Фиг. 2
Фиг,. 5
