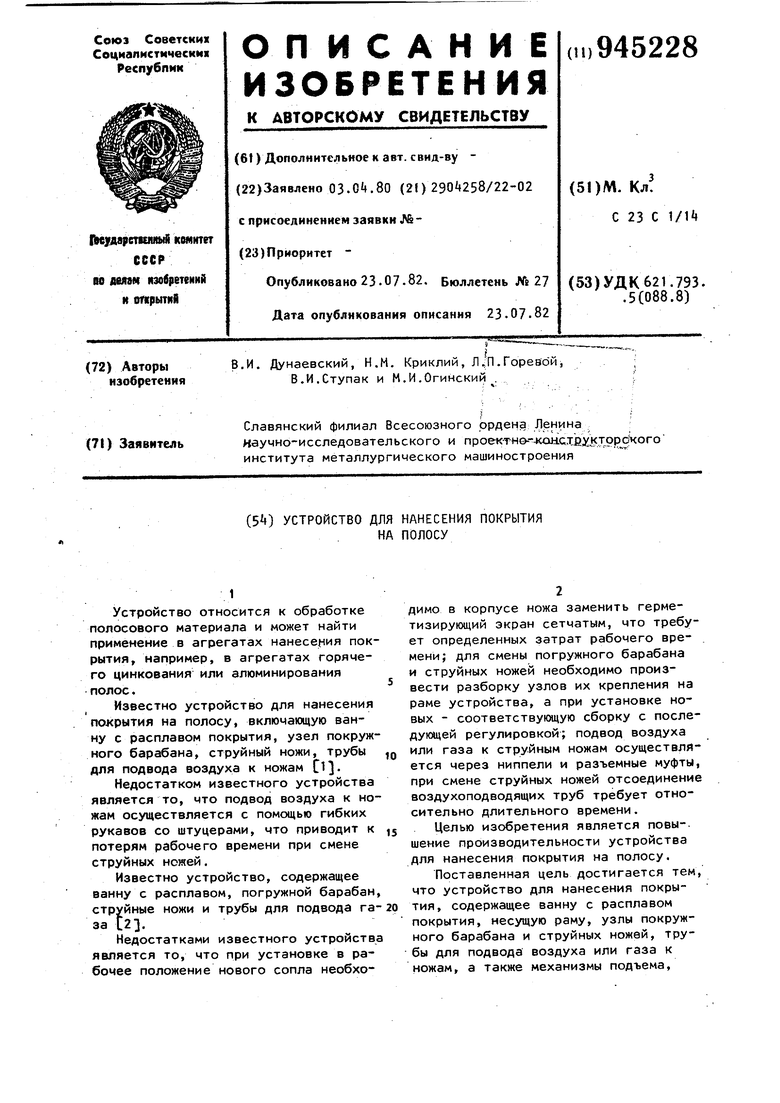
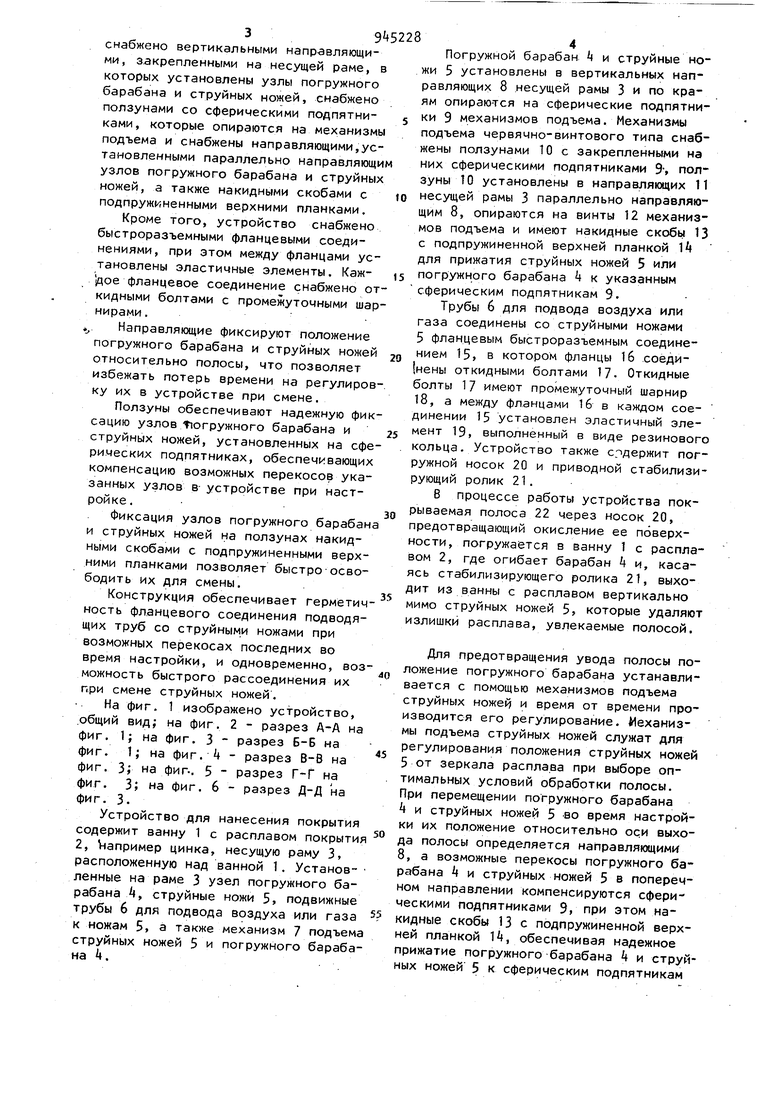
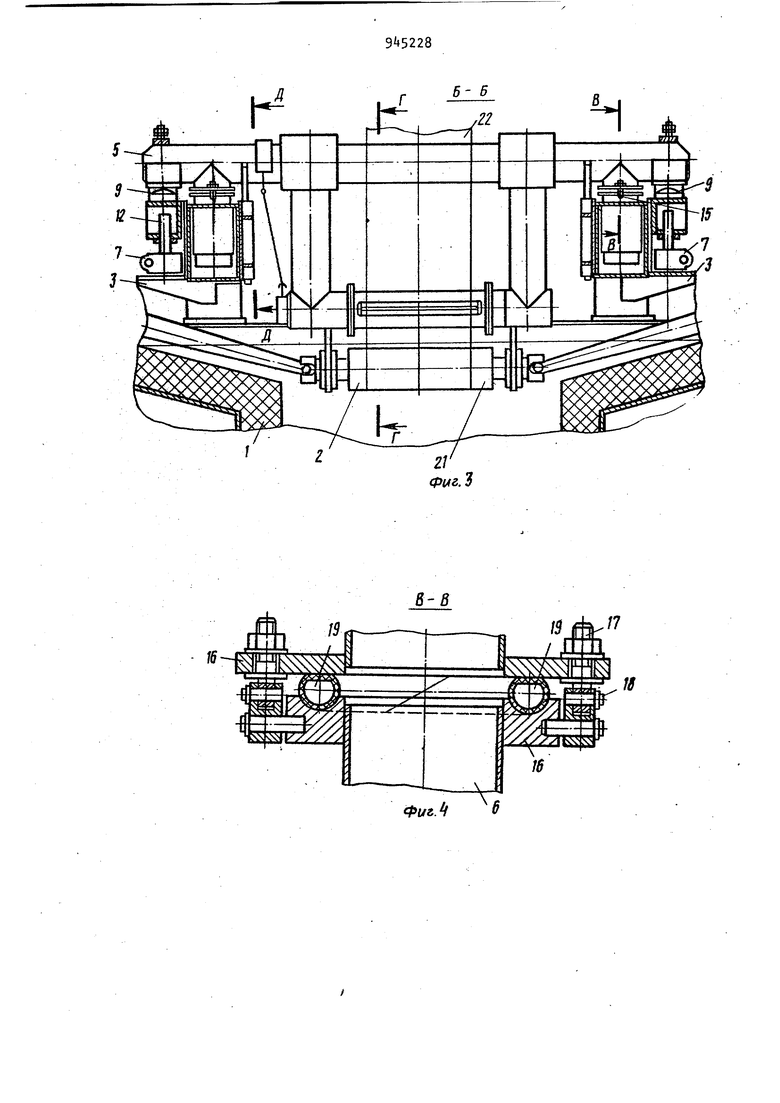
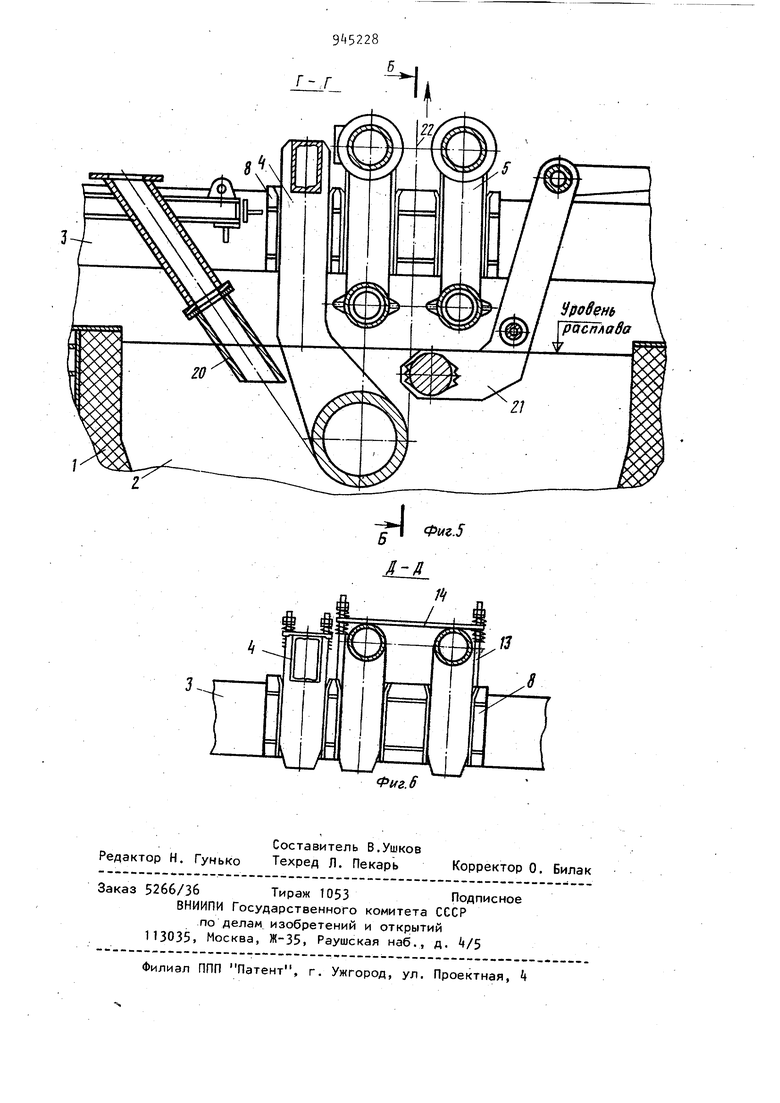
Устройство относится к обработке полосового материала и может найти применение в агрегатах нанесения покрытия, например, в агрегатах горячего цинкования или алюминирования полос. Известно устройство для нанесения покрытия на полосу, включающую ванну с расплавом покрытия, узел покружного барабана, струйный ножи, трубы для подвода воздуха к ножам Cl. Недостатком известного устройства является то, что подвод воздуха к ножам осуществляется с помощью гибких рукавов со штуцерами, что приводит к потерям рабочего времени при смене струйных ножей. Известно устройство, содержащее ванну с расплавом, погружной барабан, струйные ножи и трубы для подвода газа 2. Недостатками известного устройства является то, что при установке в рабочее положение нового сопла необходимо в корпусе ножа заменить герметизирующий экран сетчатым, что требует определенных затрат рабочего времени; для смены погружного барабана и струйных ножей необходимо произвести разборку узлов их крепления на раме устройства, а при установке новых - соответствующую сборку с последующей регулировкой; подвод воздуха или газа к струйным ножам осуществляется через ниппели и разъемные муфты, при смене струйных ножей отсоединение воздухоподводящих труб требует относительно длительного времени. Целью изобретения является повышение производительности устройства для нанесения покрытия на полосу. Поставленная цель достигается тем, что устройство для нанесения покрытия, содержащее ванну с расплавом покрытия, несущую раму, узлы покружного барабана и струйных ножей, трубы для подвода воздуха или газа к ножам, а также механизмы подъема. 39 снабжено вертикальными направляющими, закрепленными на несущей раме, в которых установлены узлы погружного барабана и струйных ножей, снабжено ползунами со сферическими подпятниками, которые опираются на механизмы подъема и снабжены направляющими,установленными параллельно направляющи узлов погружного барабана и струйных ножей, а также накидными скобами с подпружиненными верхними планками. Кроме того, устройство снабжено быстроразъемными фланцевыми соединениями, при этом между фланцами установлены эластичные элементы. КажJqoe фланцевое соединение снабжено от кидными болтами с промежуточными шар нирами , ,, Направляющие фиксируют положение погружного барабана и струйных ножей относительно полосы, что позволяет избежать потерь времени на регулиров ку их в устройстве при смене. Ползуны обеспечивают надежную фик сацию узлов Тюгружного барабана и струйных ножей, установленных на сфе рических подпятниках, обеспечивающих компенсацию возможных перекосов указанных узлов в- устройстве при настройке. Фиксация узлов погружного барабан и струйных ножей на ползунах накидными скобами с подпружиненными верхними планками позволяет быстроосвободить их для смены. Конструкция обеспечивает герметич ность фланцевого соединения подводящих труб со струйными ножами при возможных перекосах последних во время настройки, и одновременно, возможность быстрого рассоединения их при смене струйных ножей. На фиг. 1 изображено устройство, .общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг-. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - разрез Д-Д на фиг. 3. Устройство для нанесения покрытия содержит ванну 1 с расплавом покрытия 2, V aпpимep цинка, несущую раму 3, расположенную над ванной 1. Установленные на раме 3 узел погружного барабана , струйные ножи 5, подвижные трубы 6 для подвода воздуха или газа к ножам 5, а также механизм 7 подъема струйных ножей 5 и погружного барабана 4. Погружной барабан и струйные ножи 5 установлены в вертикальных направляющих 8 несущей рамы 3 и по краям опираются на сферические подпятники 9 механизмов подъема. Механизмы подъема червячно-винтового типа снабжены ползунами 10 с закрепленными на них сферическими подпятниками 9-, ползуны 10 установлены в направляющих 11 несущей рамы 3 параллельно направляющим 8, опираются на винты 12 механизмов подъема и имеют накидные скобы 13 с подпружиненной верхней планкой И для прижатия струйных ножей 5 или погружного барабана k к указанным сферическим подпятникам 9. Трубы 6 для подвода воздуха или газа соединены со струйными ножами 5 фланцевым быстроразъемным соединением 15, в котором фланцы 16 соеди нены откидными болтами 17. Откидные болты 17 имеют промежуточный шарнир 18, а между фланцами 16 в каждом соединении 15 установлен эластичный элемент 19, выполненный в виде резинового кольца. Устройство также содержит по(- ружной носок 20 и приводной стабилизирующий ролик 21. 8 процессе работы устройства покрываемая полоса 22 через носок 20, предотвращающий окисление ее поверхности, погружается в ванну 1 с расплавом 2, где огибает барабан и, касаясь стабилизирующего ролика 21, выходит из ванны с расплавом вертикально мимо струйных ножей 5, которые удаляют излишки расплава, увлекаемые полосой. Для предотвращения увода полосы положение погружного барабана устанавливается с помощью механизмов подъема струйных ножей и время от времени производится его регулирование. Механизмы подъема струйных ножей служат для регулирования положения струйных ножей 5 от зеркала расплава при выборе оптимальных условий обработки полосы. При перемещении погружного барабана 4 и струйных ножей 5 -во время настройки их положение относительно оси выхода полосы определяется направляющими 8, а возможные перекосы погружного барабана k и струйных ножей 5 в поперечном направлении компенсируются сферическими подпятниками 9, при этом накидные скобы 13 с подпружиненной верхней планкой 14, обеспечивая надежное прижатие погружного барабана и струйных ножей 5 к сферическим подпятникам
9, позволяют некоторые их взаимные смещения.
Герметичность соединения 15 труб 6 для подвода воздуха или газа и струйных ножей 5 обеспечивается за счет де формаций эластичных элементов 19,при этом поворот промежуточных шарниров 18 откидных болтов 17 позволяет избежать деформаций и поломок последних В процессе работы погружной барабан изнашивается, а сопла струйных ножей 5 зарастают от брызг расплава 2, что вызывает необходимость их смены.
Г1ри смене струйных ножей и погружного барабана необходимо ослабить зажимы подпружиненных планок 1 откидных болтов 17, что позволит отвести накидйые скобы 13 и откидные болты 17, освобождая струйные ножи 5 и узел погружного барабана , Затем краном (не показан) струйные ножи и узел погружного барабана снимаются с устройства, а другие, заранее подготовленные, имеющиеся в комплекте узел погружного барабана А и струйные ножи 5, Устанавливаются в вертикальные направляющие устройства для нанесения покрытия. После установки, имеющихся в комплекте струйных ножей 5 и погружного барабана М, накидные скобы 13 и откидные болты 17 возвращаются в исходное положение и производится прижим подпружиненных планок 14 к. струйным ножам 5 и погружному барабану kf а также крепление труб 6 для подвода воздуха или газа откидными болтами 17. По оксЛнчании этих операций устройство для нанесения покрытий готово к работе.
Применение предлагаемого изобретения в агрегате горячего цинкования алюминирования АГЦА-1700 позволяет снизить потери рабочего времени и дает экономический эффект 55,88 тыс. руб/г.
Формула изобретения
1.Устройство для нанесения покрытия, например цинка или алюминия, включающее ванну с расплавом покрытия несущую раму, узлы погружного барабана и струйных ножей, трубы для подвода воздуха или газа к ножам, а также механизмы подъема, отличающееся тем, что, с целью повышения производительности, оно снабжено вертикальными направляющими, закрепленными на несущей раме, в которых установлены узлы погружного барабана
и струйных ножей, ползунами со сферическими подпятниками и быстросъемными фланцевыми соединениями, при этом между фланцами установлены эластичные элементы.
2.Устройство по п. 1, отличающееся тем, что ползуны снабжены направляющими, установленными параллельно направляющим узлов погружного барабана и струйных ножей накидными скобами с подпружиненными верхними планками.
3.Устройство по п. 1, о т л и чающееся тем, что каждое быстросъемное фланцевое соединение снабжено откидными болтами с промежуточными шарнирами.
Источники информации, принятые во внимание при экспертизе
1.Патент США ff 3808033, кл. 117-102М, 1978.
2.Заявка Великобритании № 13819, кл. С 7 F, 1977.
ТА / 4Т tis.f