Изобретение относится к обработке полосового материала и может найти применение для цинкования металлической полосы.
Известно устройство для нанесения покрытий на полосу, содержащие ванну с расплавом, несущую раму с вертикальными направляющими, узлы погружного барабана и струйных ножей, трубопровод для подвода газа к ножам, ползуны, быстросъемные фланцевые соединения, между которыми установлены эластичные элементы (а.с. 945228 МКИ C 23 C 1/14 1982).
Недостатками известного устройства являются высокие энергетические затраты, низкие функциональные возможности.
Задача, на решение которой направлено предлагаемое решение, - снижение энергетических затрат в производстве цинкования полосы, получение тонких цинковых покрытий, снижение расхода воздуха в струйных ножах и, как следствие этого, снижение на 20-35% (10-15 дБ) шума от струйных ножей, улучшение производственных условий.
Вышеупомянутый недостаток исключается тем, что ванна с расплавом содержит погружную емкость с нагревателями и сквозной прорезью для металлической полосы, при этом внешние грани емкости имеют теплоизолирующие прокладки.
На чертеже показана ванна для цинкования металлической полосы, общий вид.
Ванна для цинкования металлической полосы, содержит корпус 1 ванны с расплавленным цинком, узлы погружного барабана 2, струйные ножи 3, емкость для погружения 4 с нагревателями 5, сквозной прорезью 6 для металлической полосы 7 и теплоизоляционные прокладки 8, при этом к нижней части емкости 1 крепится рассекатель 9.
Принцип работы ванны для цинкования металлической полосы следующий. Отожженная в проходной печи полоса поступает в ванну для цинкования, где температура цинка 450 ± 10oC. На выходе из ванны полоса проходит через сквозную прорезь 6 в емкости 4, внутри которой расплавленный цинк имеет более высокую температуру и меньшую вязкость, чем цинк в общей ванне. При этом открываются более широкие возможности формирования толщины покрытия от 12 мкм до 3-5 мкм, так как вязкость цинка в емкости намного меньше вязкости цинка в общей ванне. В результате снижается расход воздуха, а следовательно, и шум струйных ножей. Введение в ванну емкости 4 позволяет получать покрытие высокого качества. Регулируя температуру цинка внутри емкости 4, можно получать тончайшие покрытия на металлической полосе, при этом снижается расход воздуха. Рассекатель 9 способствует снятию лишнего цинкового расплава на полосе.
Предлагаемая разработка позволяет в 7-10 раз снизить расход электроэнергии, особенно при получении тончайших покрытий т.к. регулируется малый объем в емкости 1 (см. чертеж).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2003 |
|
RU2249059C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЦИНКОВАНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2003 |
|
RU2235801C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ СТАЛЬНОЙ ПОЛОСЫ ПРИ НЕПРЕРЫВНОМ ГОРЯЧЕМ ЦИНКОВАНИИ | 2005 |
|
RU2288968C2 |
| ПЕЧЬ ИЗОТЕРМИЧЕСКОГО ОТЖИГА | 1997 |
|
RU2135608C1 |
| Устройство для автоматического регулирования толщины покрытия в процессе горячего цинкования | 1980 |
|
SU910832A1 |
| СПОСОБ ЦИНКОВАНИЯ И ЦИНКОВАНИЯ ПОД ОТЖИГ ПРИ ИСПОЛЬЗОВАНИИ ВАННЫ С ЦИНКОМ И АЛЮМИНИЕМ | 1999 |
|
RU2241063C2 |
| Устройство для автоматического регулирования толщины покрытия в процессе горячего цинкования | 1975 |
|
SU606897A1 |
| Устройство для нанесения покрытия на полосу | 1980 |
|
SU945228A1 |
| БАШЕННАЯ ПЕЧЬ ДЛЯ АГРЕГАТА НЕПРЕРЫВНОГО ОТЖИГА | 1997 |
|
RU2153012C2 |
Изобретение относится к черной металлургии, а именно к горячему цинкованию стальной полосы. Техническим результатом является снижение энергетических затрат в процессе получения тонких покрытий, снижение шума газовых ножей на линии горячего цинкования. Ванна для цинкования содержит погруженную емкость с нагревателями и сквозной прорезью для стальной полосы. С внешней стороны емкость для погружения теплоизолирована. Внутри емкости, погруженной в ванну цинкования, цинк имеет температуру выше, чем цинк в общей ванне, и меньшую вязкость. Это позволяет получать тонкие цинковые покрытия с меньшими энергетическими и материальными затратами. 1 ил.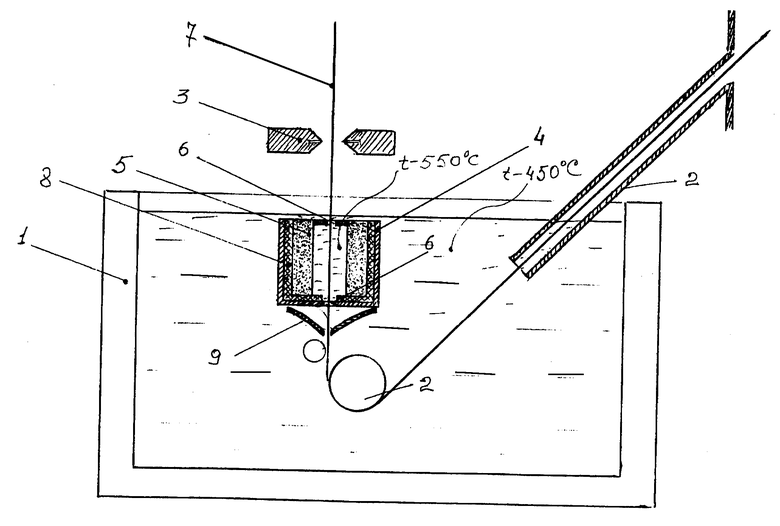
Ванна для цинкования металлической полосы, содержащая ванну с расплавом, несущую раму, узлы погружного барабана и струйных ножей, трубопровод для подвода газа к ножам, отличающаяся тем, что ванна содержит погружную емкость с нагревателями и сквозной прорезью для металлической полосы, при этом внешние грани емкости имеют теплоизолирующие прокладки.
| Устройство для нанесения покрытия на полосу | 1980 |
|
SU945228A1 |
| Установка для горячего цинкования | 1977 |
|
SU737496A1 |
| 0 |
|
SU350868A1 | |
| Устройство для нанесения горячихпОКРыТий HA пРОВОлОКу | 1979 |
|
SU827589A1 |
| US 3808033 А, 01.01.78 | |||
| GB 1381944 А, 03.03.77. | |||

