(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ЛИНЕЙНЫХ СВАРНЫХ ШВОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования компенсатора реактивной мощности | 1990 |
|
SU1830524A1 |
| Интегратор | 1980 |
|
SU922786A1 |
| Способ контроля и регулирования процесса электронно-лучевой сварки и устройство для его осуществления | 1985 |
|
SU1336377A1 |
| Измеритель характеристик электрического сигнала | 1987 |
|
SU1429053A1 |
| Устройство для контроля состояния канала связи | 1987 |
|
SU1434550A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| ИЗМЕРИТЕЛЬ СКОРОСТИ ЛИНЕЙНОГО ИЗМЕНЕНИЯ ЧАСТОТЫ ВНУТРИ ИМПУЛЬСА | 1989 |
|
RU2010243C1 |
| Измеритель амплитудно- и фазочастотной характеристики СВЧ-тракта | 1990 |
|
SU1721546A1 |
| Устройство для детектирования фазоманипулированных сигналов | 1982 |
|
SU1042203A1 |
| Генератор пилообразного напряжения с переменной крутизной | 1987 |
|
SU1495982A1 |
1
Изобретение относится к не иарушаюшему контролю и может быть использовано, для контроля качества сварных швов в процессе сварки.
Известно устройство для контроля качества сварного шва, соде|жащее блок приема и обработки «сигналов от сварного шва и блок регулировки режимом сварки, подсоединенный через снс:тему исполнительвых мехашгзмов к сварочному аппарату, to блок приема и обработки сигналов выпол цен в виде последовательно соединенного электроакустичесжого преобразователя, усштительно -фильтрующего блока, порогового блока, дифферешпфующей цепи, норма) s лизатора, блока сравнения и цифро-аналогового преобразователя, соединенного с входом блока регулировки режима сварки, и задающий генератор, выход которого подключен к второму входу блока20 сравнения l.
Недостатком этого устройства являет ся невозможность определения координат
дефектов и низкая помехоустойчивость к сигналам сварочной дуги, к сигналам от источшжов, расположенных вне зоны сварочного шва.
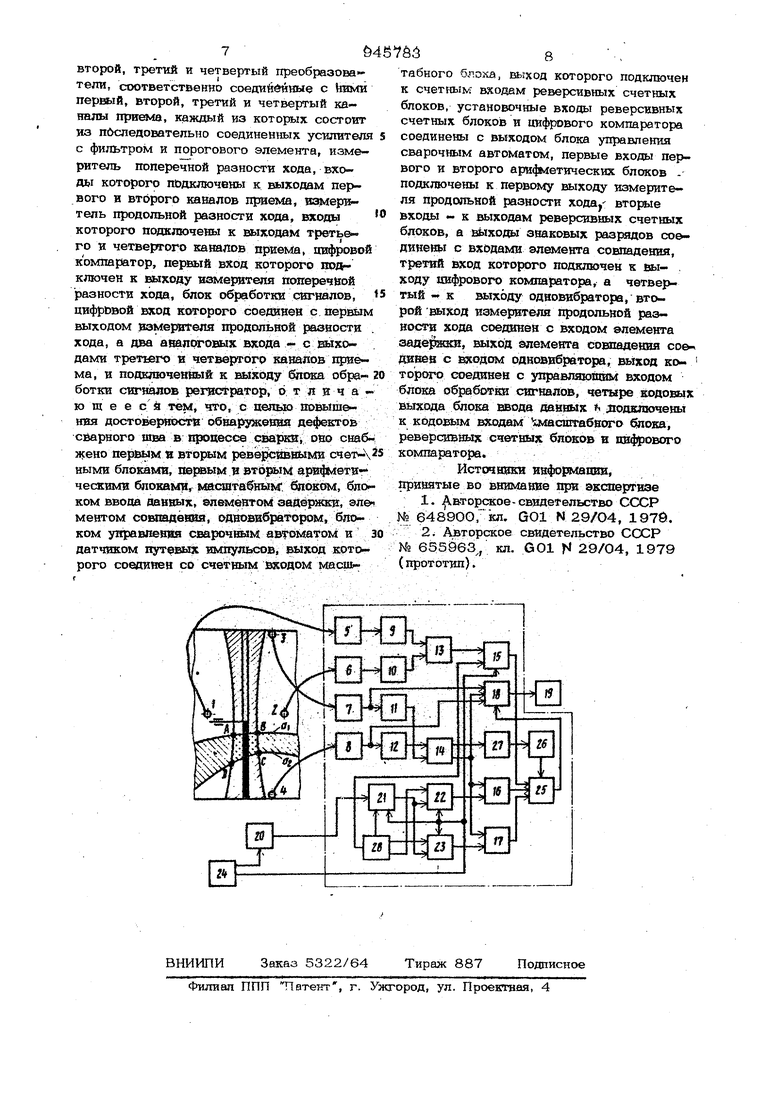
Наиболее близким по техническому существу к изобретению является устройство для контроля качества линейных сварных швов, содержащее , вто.-рой, третий и четвертый преобразователи, соответственно соединенные с ними первый, второй, третий-и четвертый каналы приема, каждый из которых состоит из последовательно соединенных усил0теля с ({яшьтром и порогового элемевта, измеритель поперечной разности хода, входы которого подключены к выходам первого и второго каналов приема, измеритель продольной разности хода, входы которого подключены к выходам третьего и четвертого каналов приема, цифровой компаратор, первый вход которого подключен к выходу змереггеля поперечной разности хода, блок обработки сиг налов, цифровой вход которого соединен с первым выходом измерителя продольной разности хода, два аналоговых вхо да - с выходом третьего и четвертого каналов приема, и подключенный к вы- ходу блока обработки сигналов регистратор (2j, Недостатком известного устройства яв ляется невысокая достоверность обнаружения дефектов сварного шва в процессе сварки вследствие низкой помехоустойчивости к сигналам сварочной дуги. Цель изобретения - повышение достс- верности обнаружения дефектов сварного шва в процессе сварки. Эта цель достигается за счет того, что устройство снабжено пе{тым и вторым реверсивными счетными блоками, первым и арифметическими блоками, масштабным блоком, блежом ввода данных, элементом задержки, эпеме том совпадения, одновибратором, блоком управления сварочным авто1у(атом, и датчиком путевых импульсов, выход которого соединен со счетным входом маспгтабного блока, выход которого подключен к счетным входам реверсивных счетных блоков, установочные входь: реверсивных счетных блоков и цифрового компаратора соединены с выходом блока управления сварочным автоматом, первые входы первого и второго арифметических блоков подключены к первому выходу измерителя продольной разности хода, вторые входы - к выходам реверсивных счетных блоков, а выходы знаковых разрядов соединены с входами элемента совпадения, третий вход которого подключен квыходу пиф рового компаратора, а четвертый - к ныходу одновибратора, втррой выход взмери теля продольной разности хода соединен с входом элемента задержки, выход элемента совпадения соединен с входом одно вибратора, выход , которого соединен с упрввп5поншм входом блока обработки сигналов, четыре кодовых входа блока ввода данных подключены к кодовым входам масштабного блока, реверсивных счетных блоков и . цифрового компаратора На чертеже представлена фушспиональная схема предлагаемого устройства. Устройство содержит преобразователи 1-4, соответственно соединенные с ними четыре канала приема, состоящие из последовательно соединенных усилителей 5-8 с фильтром и пороговых элементов 9-12, измеритель 13 поперечной раз ности хода, входы КОТОРОГО соединены с ЬЫходами первого 9 и второго 10 пороговых элементов, измеритель 14 продольной разности хода, входы которого соединены с выходами третьего 11 и четвертого 12 пороговых элементов каналов приема, цифровой компаратор 15, первый арифметический блок 16, второй ари4ыетический блок 17, блок 18 обработки сигналов, регистратор 19, датчик 2О путевых импульсов, масштабный блок 21, первый счетный блок 22, второй счетный блок 23, блок 24 управления сварочным автоматом, элемент 25 совпаде:ния, одновиб итор 26, элемент 27 задержки, блок 28 ввода данных. Выход .нзмерятеля 13 соединен с пер:- вым входом 1ш4чювого компа| втора 15, а первый выход второго измерителя 14 - с первыми входами арифмегичесжих блоков 16 и 17 и блоком 18 обработки сигна, лов. Два других аналоговых входа блока 18 обработки сигналов подключены к выходам усилителей 7 и 8 канале приема, а выход соединен с регистратором 19. Датчик 2О путевых импульсов соединен jC выходом блока 24 управления cBapt 4to.iM автоматом, а выходом - с счетным входил масштабного блоиса 21J выход которого подключев к счетному входу двух реверсивных счетных блоков 22 и 23. Установочный вход масштабного блока 21, реверсивных счетных блоков 22 в 23 и цифрового компаратора 15 подключены к второму выходу блока 24управления сварочным автоматомч выходы реверсивных счетных блоков 22 и 23 подключены к вторым входам арифметических блоков 16 и 17, выхода знаковых разрядов арифметических блоков 16 и 17 и выход цифрового компаратора 15 соединены с тремя входами элемента 25совпадения, четвертый вход которого подключен к выходу одновибратора 26, соединенного входом через элемент 27 задержки с BTOJMM выходом измерителя 14 продольной разности хода, а выход подключен к ущ впяюшему входу блока 18 обработки сигналов, блок 28 ввода данных, четыре .выхода которого соединены с кодовыми входами масштабного блока 21, реверсивных счетных блоков 22 и 23 и цифрового компаратора 15. Устройство работает следующим образом. В блек 28 ввода данных вводятся в цифровой форме сттшизованные значения временных параметров зоны контроля R ; Р V и коэффициент деления масштабного бл ка К дд И / W, где Ц - длина сварного шва, - iCiM, И - смещение полюса гиперболы, ближней к зоне плавления, относительно проекции ее на ось гиперболы, мм, дЬ - расстояние между полюсами гипербол, ограничивающих зо ну приема по длине шва, мм; S - большая ось гиперболы, огра ничивающей зону приема в направлении,, перпендикулярно оси шва, мм; V скорость звука . в материале изделия, мм/мкс; И - число импульсов датчика пути на единшху расстояния, 1/мм; W1- ;-т- масштаб, мкс/мм. После зажигания дуги в начале сварного шва , по команде блока 24 упра пения сварочным автоматом кодовые ком бинации потенциалов, соответствующих Р перезначениям параметров В писываю.тся соответственно в реверсивные счетные блоки 22 и 23 и компаратор 15, а код коэф(}шщента деления в масштабный блок 21. В реверсивных счетных блоках 22 и 23 устанавливается режим Вычитание, а их знакоШ)1е разряды устанавливаются в состояния, соответствуюпше знаку . При движениии сварочного электрода от датчика 2О путевых импульсов на счетный вход масштабного блока 21 поо тупают дампульсы пути. Благодаря масш. табированию на счетные входы реверсии ных счетных блоков 22 к 23 на отрезке пути, равном длине шва U, поступает чи ло масштабных импульсов, равное 2b/V+l МКС. Содержимое реверсивных счетных блоков 22 и 23 по. мере прибли жения электрода к середине пта уменьшается. При переходе какого-либо сяет- ного блока 22 или 23 через нулевое сос тояние, знак числа меняется не противоположный, а режим Вычитание - на режим Суммирование . Арифметические блоки 16 и 17 работают в режиме Вычитание : из значения bpL продольной разности хода от источшь ка сигналов акустической эмиссии до преобразователей 3 и 4, расположенных вдоль шва, вычитается текущее значение Q ; соответствующего реверсивного счетного блока 22 и 23. Знак результат вычитания зависит от знаков и абсолютной величины разности ходаЪр,и чисел а а . Цифровой компаратор 15 вырабатывает напряжение логаческая , если поперечная разность Ърц лода от источника акустической эмиссии до преобразователей 1 и 2 не превышает время /V, в прошивном случае компаратор 15 вырабатывает напряжение логический О. Элемент 25 совпадения настроен на отрицательный результат операции tpt -Q О и на положительный результат операции , а также на логическую ЦИ4ЧРОВОГО компаратора 15, т. е.,если для источника сигналов акустической вмясскя выполняется условие Ttpu I pu/ Y ь to Э этом случае на трех входах элемента 25 совпадения будет иметь место раэрешенная Еомбинашга сигналов знаковых разрядов арифметических блоков 16 и 17 и напряжение логическая 1 с выхода цифрового компаратора 15. Перепад напряжения, возникающий на втором выходе измерителя 14 после окончания измерения продо}1ьной разности ход, запускает одновйбратор 26 через сфомежуток времени, определяемый временным параметром t 5 элемевта 27 задержки. Импульс одновибратора 26 1фоходит через элемент 25 сошшдешш т постухеает ва управляющий вход блока 18 обработки сигналов.- По этому импульсу вз этого блока на регистратор 19 выводится инфо1%{аш1я о параметрах сигвала акустической эмиссии и координата источшаша этого сигнала. В случае иевыполнения хотя бы одного условия (1), импульс одновибратора 26 не поступает на блок 18 обработки, информации о параметрах сигнала и коордянате источника этого сигнала на р&пястратор 19 не выводится, а с поступ- лением на устройство новых сигналов ст. рается. Следовательно, устройство регистрирует параметр сигналов только от источников, ;,д.,расположенных Е(л1ределах крвволивейной фигуры, ограниченной ветвями х впербол. Таким образом, предлагаемое устройство позволяет повысить достоверность обнаружения дефектов сварного шва в процессе сварки. Формула изобретения Устройство дда контроля качества ли ейных сварных швов, содержащее первый,
