Известны устройства для сворачивания сигар цилиндрической формы нормального и небольшого размера с применением ленты, подающей оберточный и облицовочный листы, и поворотного секторообразного прокатного стола с полотном, свертывающим сигары.
Предлагаемое устройство отличается от известных тем, что транспортирующая лента и прокатный секторообразный стол снабжены всасывающими камерами, а для нанесения клея на края облицовочных листов применена клеевая ванна, ролики и сегменты.
Прокатный стол устройства снабжен кулачно-рычажным и зубчатым механизмо.м для поворота в направлении подачи облицовочного и оберточного листов к клеевым роликам и для поворота в обратном направлении для сворачивания сигар. Клеевой аппарат снабжен контрольным приспособлением, выполненным, например, в форме щупового штифта.
На фиг. 1 изображен вид устройства сверху; на фиг. 2 - вид устройства в вертикальном продольном разрезе по /-/ на фиг. 1; на фиг. 3 - вид устройства в вертикальном поперечном разрезе по
//-// на фиг. 2; на фиг. 4, 5 и 6 - детали устройсгва в различных рабочих положениях; на фиг. 7 - вид приспособления для нанесения клея сверху в направлении стрелки У на фиг. 9; на фиг. 8 - вид сбоку на полотнище прокатного стола; на фиг. 9 - вид на -приспособление для нанесения клея во взаимодействии с полотном прокатного стола; на фиг. 10 - вид в вертикальном продольном разрезе клеевого аппарата; на фиг. И, 12 и 13 - детали фиг. 10 в различных рабочих положениях.
Устройство в-ключает в себе следующие основные элементы: транспортирующую ленту, подающую оберточный и облицовочный листы, поворотный секторообразный прокатный стол, клеевую ванну с роликами и сегментами, кулачно-рычажный и зубчатый механизм и контрольное приспособление для избежания замазывания клеем прокатного стола.
Под прессовым каналом Л (фиг. 2) с та1кателем 2 расположен поворотный секторообразный прокатный стол 3, снабженный всасывающей камерой и удерживающий поапеловательно подаваемые на него облицовочные и оберточные листы. Поверхность прокатного стола имеет ситообразные отверстия 4.
Прокатный стол, приемный мешок которого образуется взаимодействующим со стенкой 5 роликом 6, закреплен осевыми шейками 7 (фиг. 1) и S в стенках 9 и 10 станины.
Осевая шейка 8 выполнена в виде трубы, соединенной одним концом с сегментообразной камерой 11, а другим концом с всасывающим трубопроводом, не изображенным на чертеже. Ролик 6 поддерживается рычагами 12, которые посредством выступов 13 прикреплены поворотно к камере прокатного стола.
Полотно 14 одним концом прикреплено в точке 15 к прокатному столу и проходит через стационарный валик 16 и натяжной валик 17. Другой конец полотна закреплен па кулачке 18. На полой осевой шейке 5 укреплена шестерня 19, с которой сцепляется зубчатый сегмент 20.
Зубчатый сегмент закреплен на плече 21, вращающемся на цапфе 22, и соединен с плечом 23. На плече 23 имеется ролик 24, взаимодействующий с подъемным эксцентриковым диском 25. Последний опирается на главный приводной вал 26, который закреплен в стенка.х 9 и 10. Укрепленная на плече 2 натяжная пружина 27 стремится npiiжать ролик 24 к диску 25.
Пажимной валик 17 поддерживается двумя плечами 28, опирающимися на основные шей.ки 7 и S прокатного стола. Одно плечо 28 соединено с шестерней, взаимодействующей с зубчатым сегментам 20.
Подача оберточного и облицовочного листов осуществляется посредством транспортерной ленты 29, которая монтирована на валиках 30 н 31. Валик 31 выполнен в виде всасывающей камеры и соответственно с этим ;полая его ось снабжена соединительной цапфой 32 для всасывающего воздухопровода, не показанного на чертеже.
Рядом с траиспортернои лентой 2.9 находится всасывающая камера 33, снабженная соединительным патрубком 34. Привод транспортерной ленты ОСуществляется через шестерню 35, связанную с валиком 31 и имеющую сцепление с шестерней 36.
Шестерня 36 укреплена на одно.м конце оси 37, опирающейся на станину; на другом конце оси 37 закреплена шестерня 38.
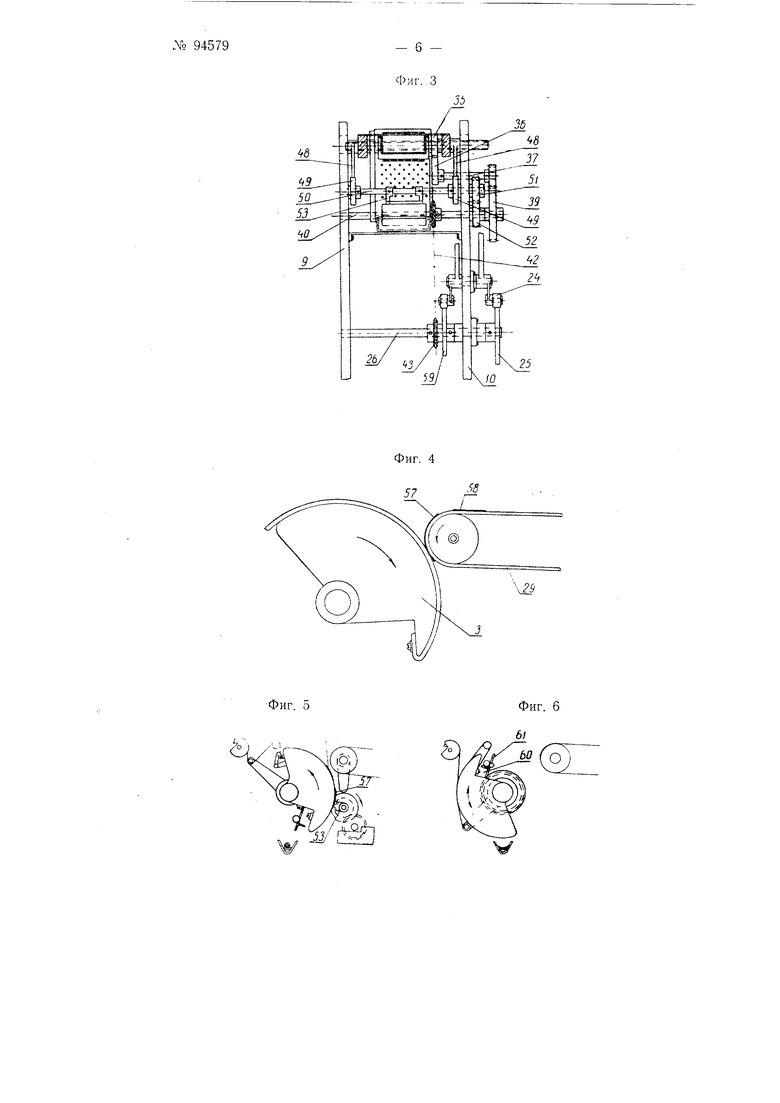
Шестерня 38 находится в зацеплении с шестерней 39, укрепленной на оси 40. На этой же оси, кроме валика 54 для нанесения клея, закреплена цепная шестерня 41, соединенная посредством цепи 42 со звездочкой 43, закрепленной на главном приводном валу 26.
Ось 44 поддерживается двумя откидными рычагами 45, закрепленными на осн 46 валнка 30 и снабженными установочными винтами 47. Одно плечо рычага 45 снабжено выступом 48, взаимодействующим с кулачком 49. Последний опирается на вал 50 (фиг. 3), несущий на одном конце шестерню 51, сцепленную с шестерней 52, закрепленной на оси 40.
Вращающийся вал 50 поддерживает планку 53, которая снимает клей с валика 54 и наносит его на соответствующее место облицовочного листа. Устройство снабжено клеевой ванной 55 (фиг. 2), имеюн;ей скребок 56.
Б пределе участка, обозначенного б)квой Л (фиг. 2), на транспортерную ленту 29 укладываются по очереди облицовочные и оберточные листы.
Рабочий ритм транспортера и прокатного стола осуществлен таким образом, что когда прокатный стол при повороте в направлении, обозначенном на фиг. 4 стрелкой, достигает положения, изображенного на фиг. 4, транспортер 29 подает требуемые для одпого рабочего приема облицовочный лист 57 и оберточный лист 58; при этом передняя кромка облицовочного листа 57 касается окружности прокатного стола. Благодаря разрежению в камере 11 облицовочный и оберточный листы прилегают к столу.
в положении, указанном на фкг. 1, прессованная набивка табака под действием толкателя 2 поступает в мепюк прокатного стола. При последующем поворотном движении прокатного стола в направлении, указанном на фиг. 5 стрелкой, посредством планки 53, наносится клей
на конец облицовочного листа 57.
В дальнейшем ходе процесса сворачивания сигар образуется петля, обхватывающая табачную набивку. От подъемного диска 59 ,на натял-сной валик 17 передается движение, Бызывающее соответствующее напряжение полотна. Благодаря этому табачная набивка прокатывается, а затем охватывается оберточным и облицовочным листами; облицовочный лист скрепляется предварительно иакесенньим клеем.
В полол ении прокатного стола, показанном на фиг. 6, изготовленная таким образом сигара цилиндрической формы направляется в держатель 60.
При достижении этого положения заслонка 61 освобождает сигару, которая падает на корытообразную ленту, транспортирующую ее на упаковочный пункт.
В период упомянутого обратного движения на прокатный стол вновь подается один оберточный и один облицовочный лист и рабочий процесс повторяется.
Во избежание соприкосновения транспортерной ленты с поданными на прокатный стол оберточным и облицовочным листами при обратном повороте стола в направлении стрелки, указанной на фиг. 5, перед началом упомянутого поворотного движения прокатного стола выступающая часть кулачка 49 встречается с выступом 48 рычага 45 и поворачивает валик с камерой немного кверху.
Благодаря этому шестерни 36 н 38 разъединяются и подача транспортерной ленты 29 прекращается. Только лишь в положении, указанном на фиг. 4, кулачок возвращает валик 31 и его рычаги 45 в исходпое положение.
В описываемом примере накладка оберточных и облицовочных листов производится вручную. Однако эту операцию возг« ожно выполнять механически, например, посредством всасывающей головки, или можно снимать листы непосредственно с бобин.
Замазывание клеем полотна 14 при неподаче облицовочного листа исключается.
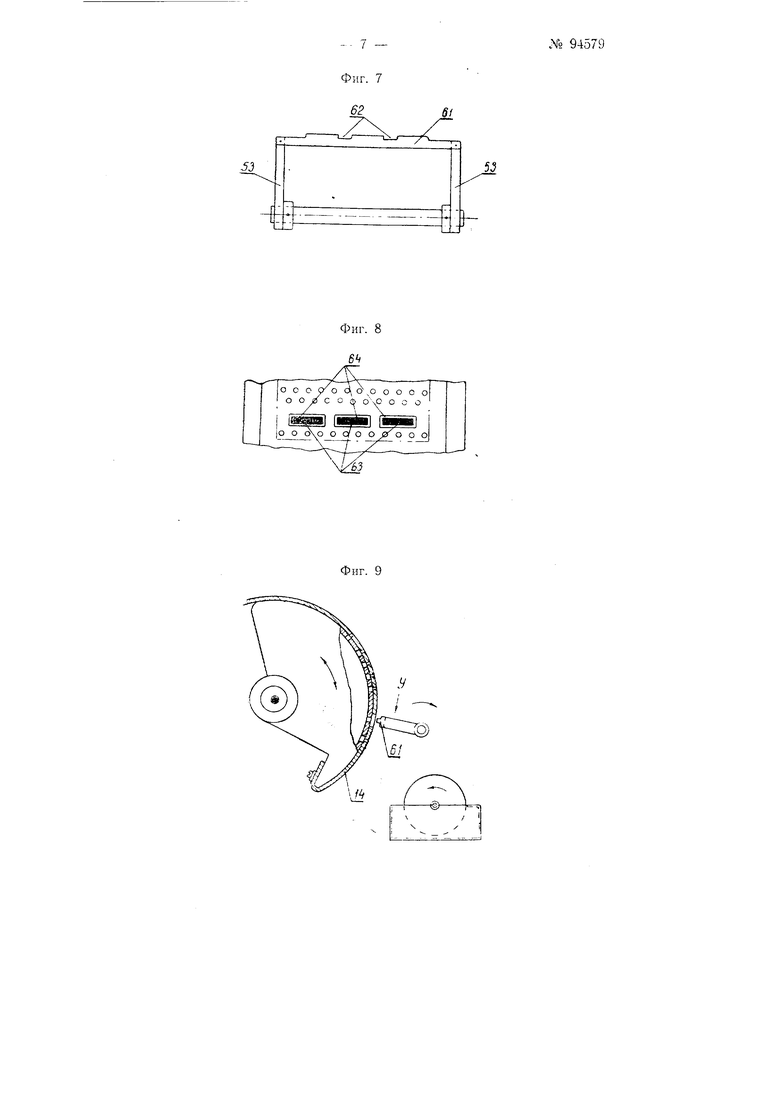
Планка 61 (фиг. 7) имеет два выреза 62, в результате чего клей наносится на облицовочный лист не сплошной полоской, а тремя расположенными одна за другой полосками 63 (фиг. 8). Полотно имеет вырезы 64 в тех местах, где обозн;;ченный пунктиром облицовочньп лист 57 должен быть смазан клеем. Если по какой-либо причине облицовочный лист 57 отсутствует (фиг. 9), то полям планки 61 противолежат вырезы 64 так, что замазывание полотна 14 клеем исключается.
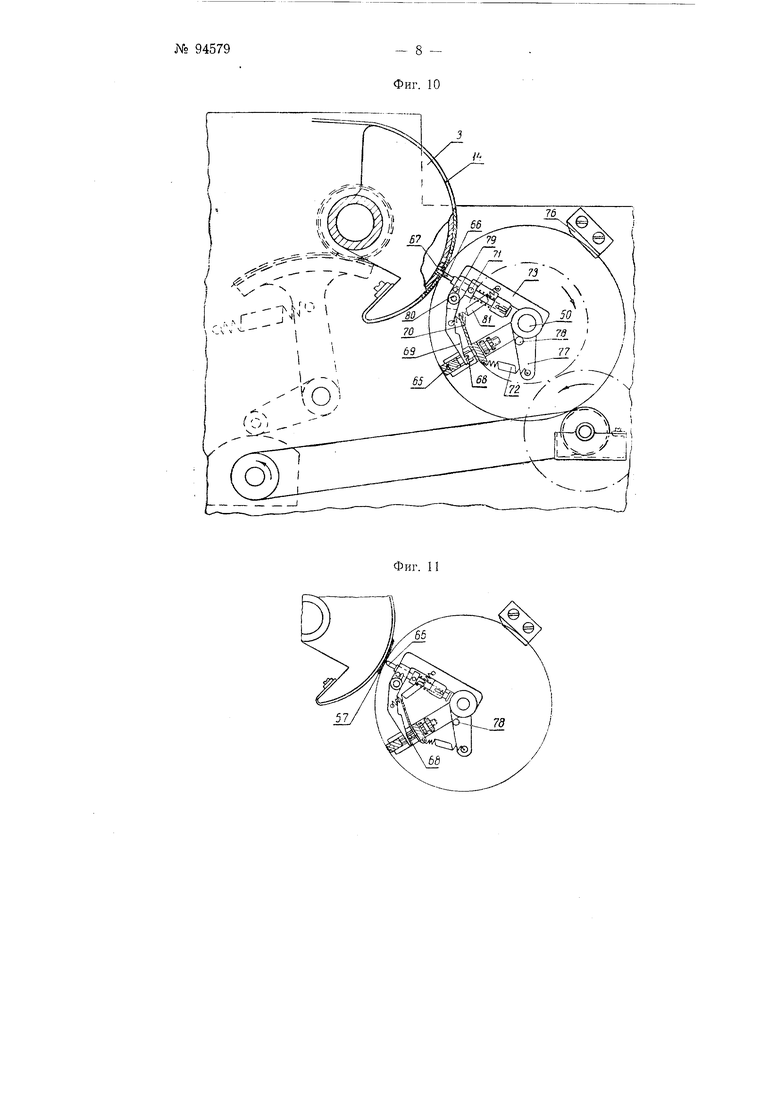
Для нанесения сплошной полоски клея предусматривается особое контрольное приспособление, изображенное на фиг. 10-13.
Перед наносящий клей рычагом 65 ((фиг. 10) на определенном расстоянии ходит щуповой штифт 66, закрепленный эластично (на пружине) и поворотно на вращающемся валу 50. Для избел ания замазывания клеем полотна 14 в случае отсутствия облицовочного листа полотно 14 и прокатный стол 3 в определенном месте имеют еще отверстие 67 в которое заходит штифт 66.
При наличии облицовочного листа 57 (фиг. 11) штифт 66 проходит мимо покрытого обл щовочным листом отверстия 67, рычаг 65 не оттягивается и облицовочный лист покрывается сплошной полоской клея. Если же по какой-либо причине облицовочный лист отсутствует (фиг. 10), то штифт 66 попадает в отверстие 67 и задерживается, так как прокатный стол 5 во время заготовки табачной набивки иаходитс.ч в состоянии покоя.
Рычаг 65 под действием вращения вала 50 движется дальше, причем штифт 68, плотно соединенный с рычагом 65, набегает на профильный рычаг 69 и этим оттягивает рычаг 65.
Двигаясь дальше, рычаг 65 своим упором 70 прилегает к штифту 71, скрепленному с штифтом 66, и вытягивает штифт 66 из отверстия 67 (рис. 13).
Натяжная пружина 72 оттягивает держатель 73 вместе с укрепленным на нем рычагом 69 вправо так, что
штифт 68 упирается в запил 74 рычага 615 и задерживается. Таким образом, замазывание клеем полотна М исключено.
При восстановлении исходного положения два штифта 75, прикрепленные к рычагу 65, проходят мимо неподвижного упора 76 (фиг. 12), штифт 68 выходит из запила 74, а натяжная пружина 72 притягивает рычаг 77 с упорным штифтом 78.
Рычаг 69 соединен с упорным штифтом 79 шарнирно посредством болта 80. Упор осуществляется натяжной пружиной 81.
Предмет изобретения
1. Устройство для сворачивания сигар цилиндрической формы нормального и небольшого размера при помощи полотна, состоящее из подающей оберточный и облицовочный листы транспортирующей ленты и поворотного секторообразного прокатного стола со свертывающим сигары полотном, отличающееся тем, что транспортирующая лента и
арокатный секторообразный стол снабжены всасывающими камерами, с целью удерживания последовательно подаваемых облицовочного и оберточного листов с ленты на стол и со стола под подаваемую толкателем набивку, а для нанесения клея на края облицовочных листов устройство снабжено клеевой ванной, роликами и сегментами.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что прокатный стол снабжен кулачно-рычажным и зубчатым механизмом для поворота в направлении подачи облицовочного и оберточного листов к клеевым роликам и для поворота в обратном направлении для сворачивания сигар.
3.Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью избежания замазывания клеем прокатного стола при неподаче облицовочного листа, клеевой аппарат снабжен контрольным приспособлением, выполненным, например, в форме щупового штифта.
№ 94579
Фиг. 1


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СИГАР | 1927 |
|
SU13190A1 |
| Устройство для завертывания в бумагу штучных изделий | 1982 |
|
SU1060542A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ УТОНЯЮЩИХСЯ К КРАЯМ КОЛЕСНЫХ ДИСКОВ | 1925 |
|
SU7435A1 |
| МАШИНА ДЛЯ ОКЛЕИВАНИЯ КАПТАЛОМ КОРЕШКОВ КНИГ | 1941 |
|
SU69457A1 |
| Линия для изготовления искусственного меха на тканевой основе | 1972 |
|
SU487181A1 |
| Машина для изготовления, например, календарных стенок | 1959 |
|
SU126473A1 |
| КОНВЕЙЕР ДЛЯ ОБЖИМА И ШТРИХОВКИ КНИГ | 1949 |
|
SU92284A1 |
| Способ и устройство для изготовления мешков (картузов) из листовой бумаги | 1929 |
|
SU28390A1 |
| Машина для наклейки на катушки швейных ниток этикеток | 1952 |
|
SU98463A1 |
| Установка для упаковки сигаретных пачек | 1984 |
|
SU1389673A3 |


25
/ 1Z/W Z WVl/ iZ/
Фиг. 2
.YO 94579
lid
ОООСУОС О ООООО
о о X с о a о о о
Фиг. 8 6i
Q
№ 94579
Фиг. 12
76
75
