(54) АВТОМАТИЗИРОВАННЫЙ ЭЛЕКТРОПРИВОД ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ДЛЯ ДУГОВОЙ СВАРКИ
1
Изобретение относится к сварке и может быть использовано в переносных шланговых полуавтоматах для дуговой сварки.
Известен автоматизированный электропривод подачи электродной проволоки, содержащий электродвигатель постоянного тока с независимым возбуждением и систему регулирования его частоты вращения по сигналу датчика обратной связи.
Сварочный полуавтома-т с электроприводом подачи конструктивно состоит из шкафа управления, где расположены блоки питания, система управления электроприводом, реле управления, сварочный контактор, и подающего механизма, в котором находятся электродвигатель подачи электродной проволоки, задатчик скорости вращения якоря, газовый клапан. Шкаф управления и подающий механизм соединены между собой сварочным кабелем, служащим для подвода напряжения источника питания дуги к электродной проволоке, и многожильным кабелем управления I. Система обратной связи по частоте вращения стабилизирует процесс сварки при изменении напряжения питающей сети и нагрузки электропривода подачи проволоки 1).
Однако система не обеспечивает необходимой стабильности процесса сварки.
Известен авто.матизированный электропривод подачи электродной проволоки, содержащий электродвигатель подачи с системами обратной связи по скорости подачи электродной проволоки и величине сварочного тока. Обратная связь по дву.м указанным параметрам обеспечивает необходимое качество сварного щва и реализуется датчиком частоты вращения, преобразованный сигнал которого воздействует на источник питания дуги, и датчиком сварочного тока, воздействующим на регулятор скорости элек15тродвигателя подачи электродной проволоки
Недостатком известного устройства является его относительная сложность.
Цель изобретения - упрощение конструкции электропривода.
Поставленная цель достигается те.м, что
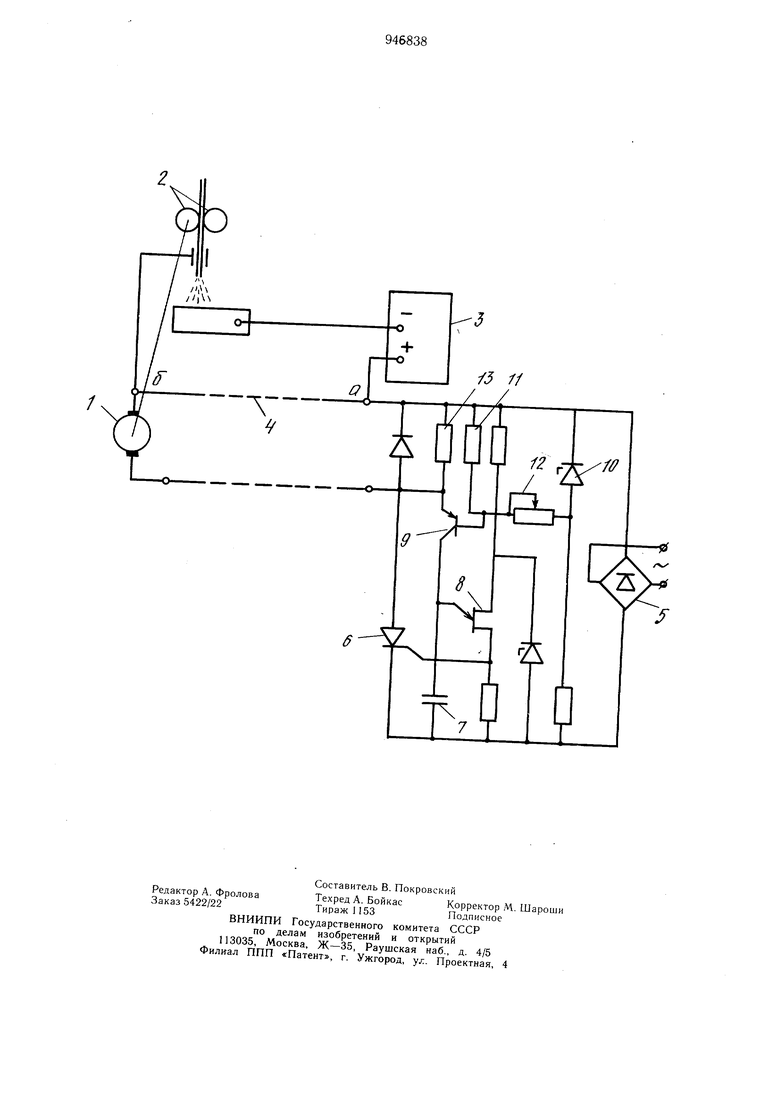
20 в автоматизированно.м электроприводе подачи электродной проволоки для дуговой сварки, содержащем электродвигатель подачи электродной проволоки,-систему обратной связи по частоте вращения этого двигателя с датчиком частоты вращения и систему обратной связи по току сварочной дуги с датчиком тока сварочной дуги, последний выполнен в виде отрезка сварочного кабеля, включенного последовательно в цепь датчика частоты вращения. На чертеже представлена схема автоматизированного электропривода подачи электродной проволоки. Схема содержит якорь 1 электродвигателя подачи, ролики 2 подачи электродной проволоки, источник 3 питания сварочной дуги, сварочный кабель4,однофазный выпрямительный мост 5, регулирующий тиристор 6, конденсатор 7, однопереходной транзистор 8, управляющий транзистор 9, стабилитрон 10, резисторы 11 -13. Схема работает следующим образом. Якорь 1 электродвигателя подачи проволоки и вся схема управления получает питание от однофазного выпрямительного моста 5. Скорость вращения якоря регулируется за счет изменения угла отпирания тиристора 6. Угол отпирания определяется вре.менем заряда конденсатора 7 до напряжения отпирания однопереходного транзистора 8, после отпирания которого происходит разряд конденсатора 7 на управляющий переход тиристора 6. Время заряда конденсатора, а следовательно, и угол отпирания тиристора 6 зависит от величины управляющих сигналов, подаваемых на транзистор 9, который вьнюлняет функции сравнивающего и усилительного элементов. На резистор 1 1, включенный в цепь базы транзистора 9, подается напряжение, снимаемое со стабилитрона 10 и регулируемое резистором 12. На резистор 13, включенный в цепь эмиттера транзистора 9, подается напряжение обратной связи сиетемы. Напряжение обратной связи представляет собой сумму 2-х напряжений, одно из которых - противо-ЭДС якоря 1 электродвигателя пропорционально скорости подачи проволоки, второе - падение напряжения на индуктивно-активном сопротивлении сварочного кабеля 4 (точки а и б) пропорционально току дуги. Поэтому регулирование скорости подачи проволоки осуществляется как в случае возмущений в системе электропривода подачи, так и в случае изменения тока дуги вследствие возмущений в системе дуга-электрод источник питания. Таким образом, последовательное включение отрезка сварочного кабеля в цепь датчика частоты вращения электродвигателя подачи электродной проволоки, которым в данном случае является якорь электродвигателя, обеспечивает требуемые характеристики автоматизированного привода при упроц ении его конструкции, т. е. при отказе от специального датчика тока сварочной дуги с согласующими элементами и уменьщении необходимого числа токопроводящих жил. Изобретение позволяет упростить и удешевить электросхему управления за счет сокращения числа указанных элементов, уменьшить трудоемкость ее изготовления. Формула изобретения Автоматизированный электропривод подачи электродной проволоки для дуговой сварки, содержащий электродвигатель подачи электродной проволоки, систему обратной связи по частоте вращения этого двигателя с датчиком частоты вращения и систему обратной связи по току сварочной дуги с датчиком тока сварочной дуги, отличающийся тем, что, с целью упрощения конструкции электропривода, датчик тока сварочной дуги выполнен в виде отрезка сварочного кабеля, включенного последовательно в цепь датчика частоты вращения. Источники информации, принятые во внимание при экспертизе 1.Киселев С. Н. Газоэлектрическая сварка алюминиевых сплавов. М., Мащиностроение, 1972, с. 58-61. 2.Патент США № 3906184, кл. 219/131TF 16.09.75 (прототип).
Т
4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Устройство для полуавтоматической сварки | 1987 |
|
SU1479224A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ | 1992 |
|
RU2070489C1 |
| Сварочный полуавтомат | 1989 |
|
SU1620240A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для дуговой полуавтоматической сварки | 1988 |
|
SU1569130A1 |
| Устройство для дуговой полуавтоматической сварки | 1982 |
|
SU1073026A1 |
| Устройство для импульсно-дуговой сварки с подогревом электродной проволоки | 2018 |
|
RU2726493C2 |