Изобретение относится к сварке, а именно к сварочному оборудованию, и может быть использовано в сварочных аппаратах, производящих сварку плавящимся электродом, Е частности, в монтажных условиях
Целью изобретения является обеспечение качественного канала цикла сварки и расширение функциональных возможностей полуавтомата.
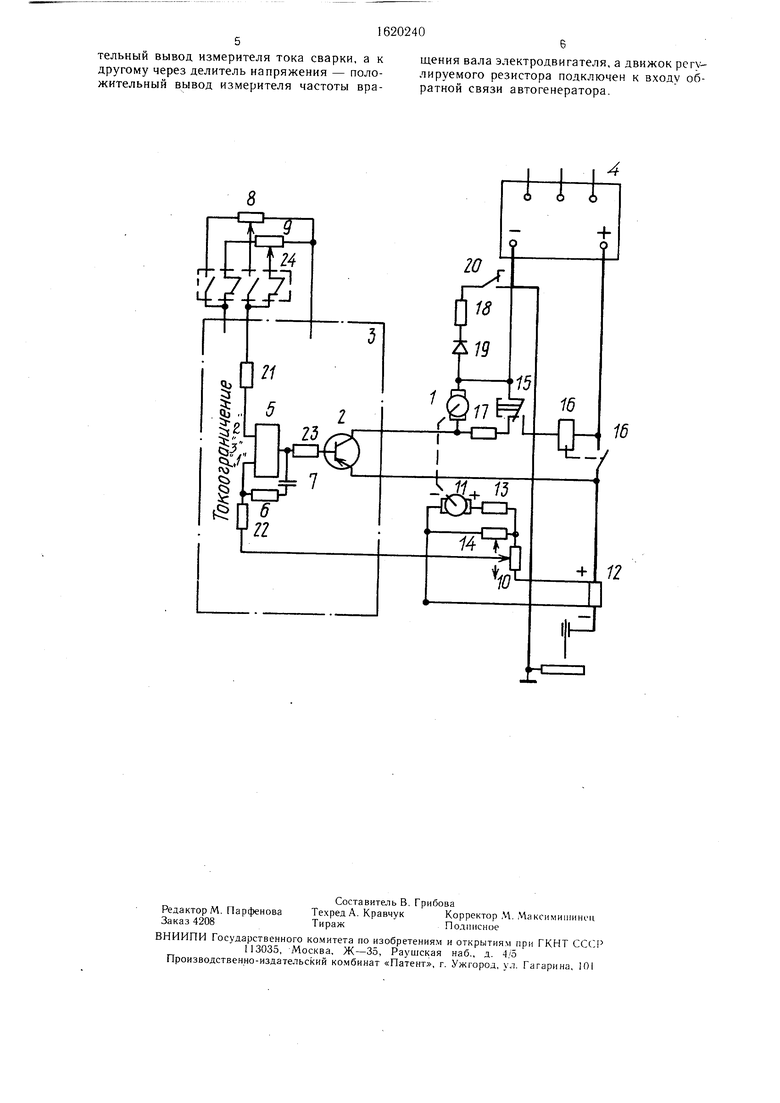
На чертеже представлена электрическая принципиальная схема полуавтомата (необ- 1 ходимая для пояснения работы полуавтомата часть блока управления электродвигателем) .
Якорь электродвигателя 1 постоянного тока через силовой транзистор 2 блока управления электродвигателем 3 подключен к сварочной цепи источника 4 сварочного тока. Работой силового транзистора 2 управляет
компаратор 5, автогенераторный режим работы которого определяется цепочкой, состоящей из резистора 6 и конденсатора 7 Частота врещения якоря электродвигателя 1 задается резисторами 8 или 9 и устанавливается с учетом напряжения, снимаемого с движка переменного резистора-смесителя 10. На резистор-смеситель 10 в свою очередь подаются два напряжения: первое с измерителя 11 частоты вращения вала приводного электродвигателя 1, второе - с измерителя 12 тока сварки. С измерителя 1 частоты вращения вала приводного электродвигателя 1 напряжение поступает через делитель, выполненный из резисторов 13 и 14 Для данного случая измерителем частоты вращения вала электродвигателя служит тахогенера- тор, связанный с валом электродвигатечя Однако такими измерителями быть и датчик ЭДС электродвигателя, цифровые
О5
го
о ю
датчики, в том числе и измеритель скорости подачи электродной проволоки. Для управления циклом работы сварочного полуавтомата предусмотрена кнопка 15, замыкающий контакт которой управляет работой коммутатора 16 сварочного тока, а размыкающий - шунтирует цепь динамического торможения электродвигателя 1. Резистор 17 является ограничивающим в цепи динамического торможения. Контакт коммутатора 16 управляет цепью сварочного тока. Защита цепей управления осуществляется предохранителем 18 и диодом 19. Включение питания полуавтомата осуществляется тумблером 20. Порциями 21, 22, 23 обозначены ограничивающие резисторы в цепях автогенератора 5. Порцией 24 обозначен переключатель (или контакты автоматического модулятора) режима подачи электродной проволоки, а, следовательно, тока сварки, который дан на схеме пояснения работы полуавтомата.
Сварочный полуавтомат работает следующим образом.
При включении тумблера 20 полуавтомат готов к работе. При нажатии кнопки 15 включается сварочный коммутатор 16, замыкая свой замыкающий контакт в цепи источника 4 сварочного тока. При этом обеспечивается питание блока 3 управления электродвигателем. На выходе коммутатора 5 появляются импульсы напряжения, частоты которых обусловлена параметрами цепочки - резистор 6, конденсатор 7. Скважность выходных импульсов напряжения автогенератора 5, а, следовательно, и частота вращения вала электродвигателя 1 определяется величиной напряжения задания, снимаемого или с резистора 9, или с разистора 8, и величиной сигнала обратной связи с резистора- смесителя 10, поступающего на вход «1 компаратора 5. Транзистор 2 работает в режиме усиления импульсов, следующих с компаратора 5.
В случае, если движок резистора-смесителя 10 находится в крайнем верхнем положении, то на вход «1 компаратора 5 поступает лишь напряжение,, пропорциональное току сварки (напряжение с измерителя 12 тока сварки). Такая отрицательная обратная связь полностью стабилизирует среднее значение тока сварки, но неудовлетворительно работает в ре жиме возбуждения дуги, когда ток сварки велик, а электродвигатель еще не успевает его отработать. Далее этот процесс стабилизируется. Положение движка резистора-смесителя 10 соответствует работе блока 3 управления в режиме стабили зации частоты вращения вала приводного электродвигателя 1 путем подачи напряжения с измерителя 11 частоты вращения через делитель (13, 14) на вход «1 компаратора 5. Наличие только одной такой обратной связи не позволяет полуавтомату (его электроприводу) отрабатывать возмущения, например,
по вылету электрода, что ухудшает качество шва, если работает сварщик с низкой квалификацией.
Сварка с небольшим отклонением движка резистора-смесителя 10 от крайнего верхнего положения соответствует режиму работы на горизонтальной плоскости без модуляции. При этом возможна заправка электродной проволоки без возбуждения дуги. Возбуждение дуги более устойчивое, без отстрела вылета электрода. В процессе достаточно эффективно (в зависимости от степени отклонения движка резистора-смесителя ГО от крайнего верхнего положения) происходит стабилизация среднего значения
тока сварки. Если требуется сварка на вертикальной плоскости или сварка с модуляцией тока, то движок резистора-смесителя необходимо установить ближе к нижнему положению. При этом эффективность стабилизации среднего значения тока сварки резко
0 падает и возможно управление его величиной или путем изменения вылета электрода (манипулирование горелкой), или путем модулирования скорости подачи -электродной проволоки. Модулирование, в качестве примера,
g можно осуществить путем периодического переключения задания с резистора 8 на резистор 9 и обратно.
Прекращение цикла сварки осуществляется отпусканием пусковой кнопки 15. При этом отключается коммутатор 16 сварочного
0 тока, обесточивая сварочную цепь и блок 3 управления электродвигателем. Размыкающий контакт кнопки 15 образует цепь динамического торможения электродвигателя 1. По сравнению с базовым объектом-прототипом сочетание двух видов отрицатель5 ных обратных связей (и по частоте вращения вала электродвигателя, и по току сварки) позволяет улучшить начало процесса сварки и вести сварку с модуляцией режимов и сварку на вертикальной плоскости с
„ регулированием вылета электрода.
Формула изобретения
Сварочный полуавтомат, содержащий источник сварочного тока, электродвигатель
5 постоянного тока, подключенный к сварочной цепи, схему управления циклом работы, блок управления электродвигателем, состоящий из компараторов, один из которых выполнен в виде автогенератора со стробирую- , щим входом, задающим входом и входом
0 обратной связи и с выходом, соединенным с силовым транзистором, а также измеритель тока сварки, отличающийся тем, что, с целью повышен я качества сварки и расширения функциональных возможностей, полуавтомат снабжен делителем напряжения, измери5 телем частоты вращения вала электродвигателя и смесителем напряжения, выполненным на регулируемом резисторе, причем к одному из его выводов подключен положительный вывод измерителя тока сварки, а к другому через делитель напряжения - положительный вывод измерителя частоты вращения вала электродвигателя, а движок perv- лируемого резистора подключен к входу обратной связи автогенератора
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный полуавтомат | 1987 |
|
SU1493407A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Устройство для полуавтоматической сварки | 1987 |
|
SU1479224A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| Сварочный полуавтомат | 1988 |
|
SU1556840A1 |
| Полуавтомат для сварки плавящимся электродом | 1989 |
|
SU1639908A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| Автоматизированный электропривод подачи электродной проволоки для дуговой сварки | 1980 |
|
SU946838A1 |
Изобретение может быть использовано в сварочных аппаратах, производящих полуавтоматическую сварку в монтажных сло- виях. Целью изобретения является раешире ние функциональных возможностей полуавтомата и улучшение качества сварного шва в начальный период работы полуавтомата Сва- рочный полуавтомат содержит дополникмь- ный измеритель частоты вращения вала электродвигателя механизма подачи электродной проволоки Смеситель напряжений выполнен на основе регулируемого резистора На сме сителе происходит смешивание двух напряжений: от измерителя частоты вращения вала двигателя и от измерителя тока сварки Результирующее напряжение в виде сигнала отрицательной обратной связи подается на вход компаратора, который через силовой транзистор управляет частотой вращения вала приводного электродвигателя 1 ил Ј (Л
8
12
| Сварочный полуавтомат | 1987 |
|
SU1493407A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
