(54) МАТЕРИАЛ ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2009 |
|
RU2424889C1 |
| Алмазный инструмент на металлической связке для обработки твердых материалов | 2017 |
|
RU2679808C1 |
| Масса для изготовления алмазного инструмента для обработки твердых материалов | 2020 |
|
RU2752061C1 |
| УСТРОЙСТВО ДЛЯ ШАРЖИРОВАНИЯ ИНСТРУМЕНТА | 1991 |
|
RU2012482C1 |
| СПОСОБ ШЛИФОВКИ И ПОЛИРОВКИ МИНЕРАЛЬНЫХ ОБЪЕКТОВ | 1995 |
|
RU2111104C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Способ изготовления абразивных отрезных кругов | 1986 |
|
SU1556885A1 |
| ПОКРЫТЫЙ ШЛИФОВАЛЬНЫЙ МАТЕРИАЛ | 1993 |
|
RU2078789C1 |
| СПОСОБ СТРУЙНОАБРАЗИВНОЙ ОБРАБОТКИ АЛМАЗА РЕЗАНИЕМ | 2013 |
|
RU2520287C1 |
Изобретение относится к получению материалов, в частности, с применением полимеров, для абразивного инструмента, используемого при распиливании, огранке и т.п. кристаллов, например, алмазов. Известен материал для абразивного инструмента, включающий абразивное зерно, связку и наполнитель. Для распиливания кристаллов алмазов в качестве абразивного зерна применяют алмазный порошок, а в качестве связки - растительное масло (оливковое, касторовое п т.п.) l .
Наиболее близким по технической сущности и составу компонентов является материал для абразивного инструмента, содержащий абразивное зерно, связку и наполнитель - дисульфид молибдена Г2 в следукших количествах, вес.%:
Дисульфид молибдена О,О5-О,8 Абразивное зерно60-90
СвязкаОстальное
Недостатком данного материала для абразивного итютрумента является быстрая потеря афазивного слоя на режущей кромке, большой расход алмазного порошка, неудовлетворительное качество распила, большая частота шаржирования.
Цель изобретения - повышение производительности и стойкости инструмента, снижение лотерь сырья и улучшение качества обрабатываемой поверхности.
Указанная иель достигается тем, что материал для абразивного инструмента,
10 включакяций абразивное зерно, полимерную связку и дисульфид молибдена, в качестве связки содержит полимер с энергией активации термодеструкции 3080 ккал/моль и температурой плавления
15 не ниже и дополнительно -. графит при следующем соотношении компонентов, вес.%:
Абразивное зерно60-90
.Дисульфид молибдена 0,05-0,80
20 ГрафитС, 05-О,50
Полимерная связкаОстальное
Использование в качестве связки полимеров с.низкими значениями энергии
активации термической деструкдии (менее 80 ккал/молъ), обладающих свойствами ПАВ, приводит к активации процессов механического разр-ушения твердых тел. В результате при заданных постоянных скоростях вращения абразивного инструмента и усилии прижима его к обрабатьтаемому кристаллу возрастает скорость обработки (распиливания) кристаллов, резко уменьшаются размеры частиц снимаемого материала, повы- . шается .качество обработанных поверхностей. Применение же полимеров со значениями энергии активации термической деструкции менее 30 ккал/моль приводит к избыточному выделению продуктов термодеструкции полимеров, что создает сгерические затруднения проявлению эффекта адсорбционного понижения прочности твердых тел, т.е. приводит интенсивности процессов .обработки, в частности распиливания кристаллов алмаза.
Высокая термостойкость полимера температура плавления не ниже ЗОСгС позволяет прочно удерживать абразивное зерно в полимерной связке за счет высоких механи1еских и адгезионных свойств полимера при повышенных температурах в зоне контакта инструмента и отрабатываемого материала (до 300 С), обеспечи вая тем самым высокую режущую и полимерную способность при длительной работе инструмента.
Дополнительное содержание графита в составе материала приводит к улучшению теплоотвода, повьииению пластичности и антифрикционных свойств полимерной связки, в результате чего также возратстает скорость обработки, качество обработаннь:х поверхностей, повышается стойкость абразивного инструмента .
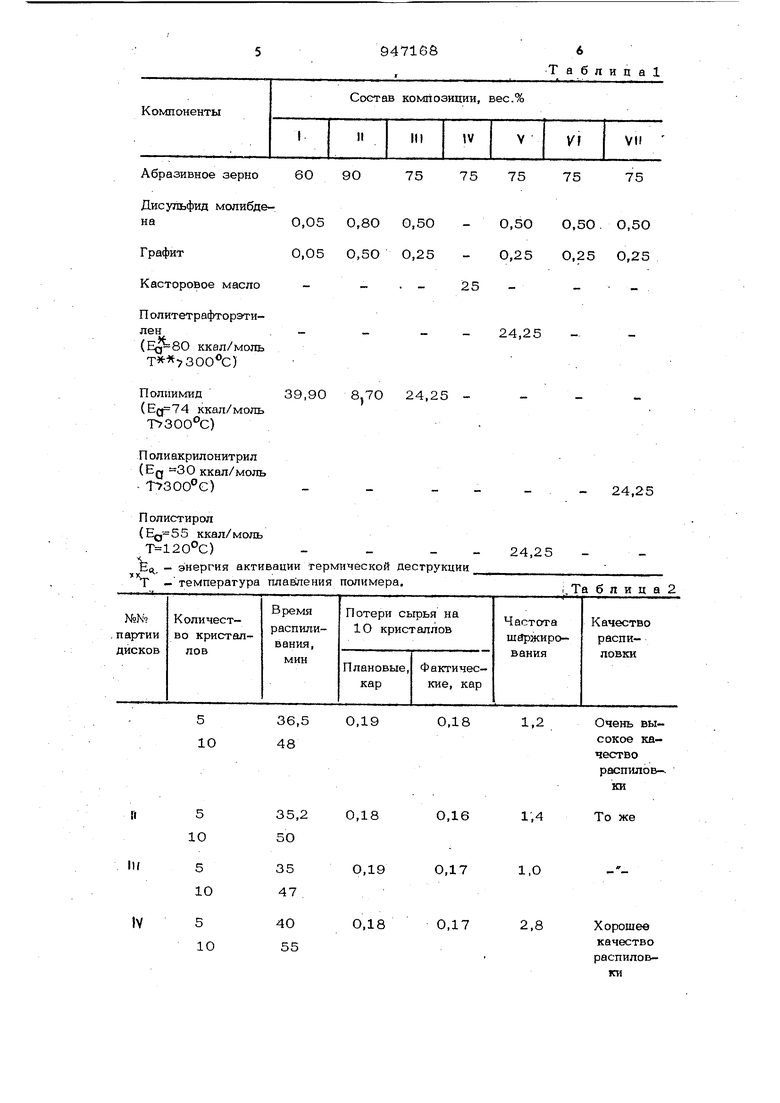
Для получения распиловочных дисков с использованием предлагаемого абразивного материала изготовлены смеси, ; составы которых приведены в табл. 1. .
Из смесей, отличающихся друг от прУ га содержанием ингредиентов, в том числе и 1олимеров с энергией активации термической деструкции от 3О до 8О ккал/моль и тгемпературой плавления Как вьпце так и ниже (полистирол изготовлены семь партий распиловочных дисков ( j -Vil) Диски napTHriW изготовлены ид состава по прототипу. В процессе сравнительных испытаний дисками осех 7 партий распилены кристаллы алмазов, идентичных по среднему весу.
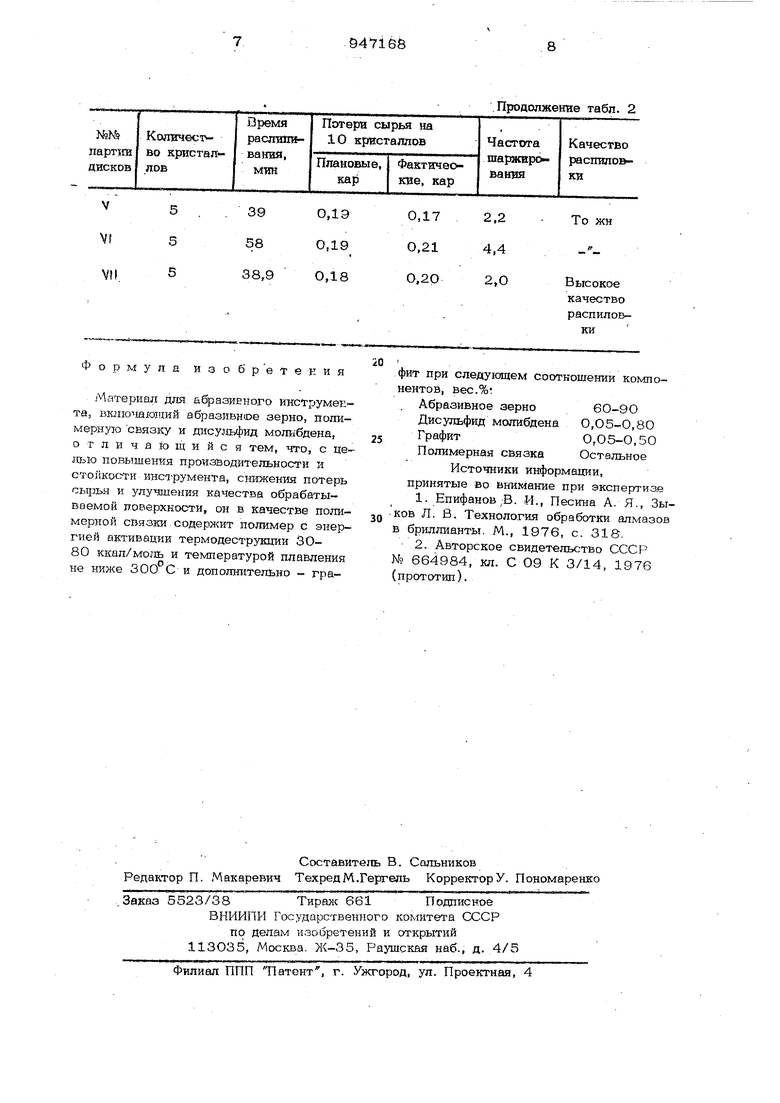
, качеству и размерам (сырье группы 2 а второго качества, второго цвета, весом 0,4-0,6 кар). Нагрузка на распиловочны диск и скорость вращения диска постоянны на протяжении всех испытаний и с оставляют 4120 ГС и 13000 об/мин соответственно. При этом фиксируют Время распиливания партии кристаллов, потери сырья, частоту шаржирования дисков и визуальна оцениваемое качество распиловки. Полученные результаты представлены в табл. 2.
Как видзяо из табл. 2, применение в качестве полимерной связки полимера с энергией активации термической деструкции 30-80 ккал/мояь и. температурой плавления не ниже позволяет сэкономить на распиливании однойпартии кристаллов (1О шт) до 10 мин времени. а применение в качестве наполнителя, кроме дисульфида молибдена, еще и графита приводит к повышению качества распиливания. Более высокое качество распиливания позволяет снизить потери на последующих операциях, в частности, на шлифовке, а также сократить время шлифовки. Оптимальная добавка графита находится В пределах 0,05т-0,25 вес.% .и при дальнейшем увеличении его количества характеристики распиливания изменяются мало.
.Использование полимера с температурой плавления даже 300 С (полистирол) не дает положительного эффекта и приводит к ухудшению качества, увеличению времени распиливания и частоты шаржирования. Из всех испытанных полимерных материалов по интенсивности и качеству распиливания наиболее высок 1е результат получены для полиимидной связки ( И1 пауии дисков), обладакщей энергией активации термт ческой деструкции EQ 74 ккал/моль и температурой плавления и входящие в состав композиций I - 111 .
Таким образом, применение связки на основе полимера с энер.гией активации термодеструкции 30-80 ккал/моль и температурой плавления не ниже ЗОО С, модифицированной дисульфидом молибдена и графитом, создает положительный технико-экономический эффект, обусловленный увеличением скорости распиливания, снижением потерь и повышением качества распиливания, повышением стойкости инструмента, а также заменой растительных масел полимерныкш материалами.
39,90 8,70 24,25 Полистирол(Eg-55 ккал/моль
Т 120°С)---,
%«. - энергия активации термической деструкции -.температура плавления полимера.
1И
W
Таблица
25
24,25
24,25
24,25
;.Та б п и ц а 2
чество
распилов-, ки
То же
i;4
1,0
Хорошев качество распиловки
V
Vf VII
Формула и 3 о 6 р е т е к и я
Материал дою абразивного инструмента, вк.чючаюгаий абразивное зерно, полимерную связку и дисульфид мошхбдена, отличай)щийся тем, что, с цеЛ1: 1о повышения производительности и стойкости инструмента, снижения потерь сырья и улучшения качества обрабатываемой поверхности, он в качестве полимерной связки содержит полимер с энергией активации термодестру1шии ЗО80 ккал/моль и температурой плавления не ниже 300 Си дополнительно - граПродолжение табп. 2
фит при следующем соотношении компонентов, вес.%
Абразивное зерно60-90
Дисульфид молибдена 0,05-0,80 Графит0,05-0,50
Полимерная связкаОстальное
Источники информации, принятые во внимание при экспертизе
