Изобретение относится к технологии машиностроения и может быть использовано для изготовления абразивного инструмента, в частности отрезных и распиловочных кругов.
Цель изобретения - повышение производительности круга путем повышения концентрации абразивного материала в инструменте.
Способ изготовления абразивных отрезных кругов включает размещение слоя абразивного материала, например алмазного порошка, на заготовке, внедрение его в заготовку путем магнитно-импульсного воздействия на нее через эластичный пуансон, установленный со стороны, противоположной абразивному слою, в направлении твердосплавной плиты, расположенной со стороны абразивного слоя, и закрепление его. Твердосплавная плита, используемая для
внедрения абразивных частиц, установлена неподвижно и выполнена со сферическим углублением со стороны ее рабочей поверхности, а закрепление абразивного слоя на заготовке осуществляют путем дополнительного магнитно-импульсного воздействия на сдеформированную заготовку через эластичный пуансон в направлении твердосплаЪной плиты, имеющей плоскую рабочую поверхность.
Профилирование заготовки в виде сегмента сферы при внедрении и обратная ее деформация к исходному плоскому виду при закреплении абразивных зерен обеспечивают прочное их удержание в инструменте за счет пластического перераспределения металла заготовки. В результате отпадает необходимость предварительного введения в исходную шихту легкоплавкого металла, что позволяет повысить концентрацию абразивных зерен в
ЈП
сд
00 СП
инструменте, а следовательно, физико-механические и эксплуатационные характеристики. Кроме того, упрощается технологический процесс за счет исключения из него высокоскоростного вращения твердосплавной плиты.
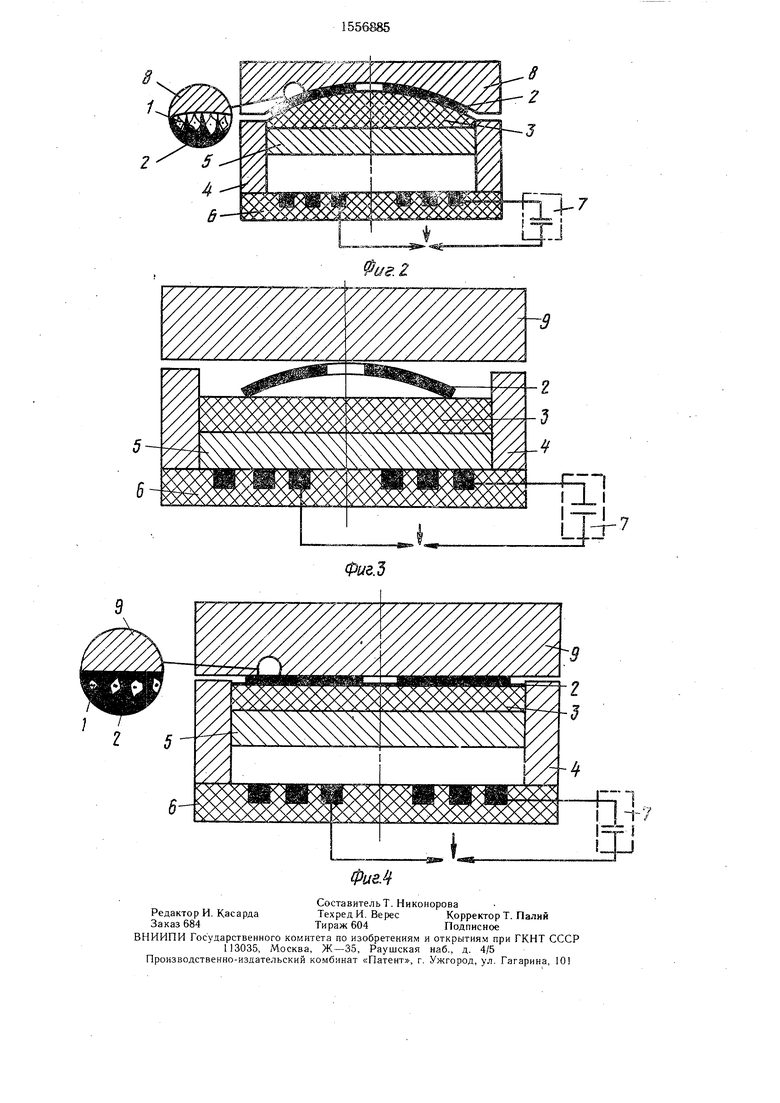
На фиг. 1 представлена схема реализации предлагаемого способа, исходное положение элементов; на фиг. 2 - момент внедрения абразивных зерен при профилировании заготовки; на фиг. 3 - положение сдеформированной заготовки с внедренными зернами; на фиг. 4 - момент закрепления зерен при обратном деформировании заготовки.
Способ осуществляют следующим обра- зом.
Алмазный порошок 1 (фиг. 1) равномерно располагают на рабочей поверхности тонкостенной металлической заготовки 2. Последнюю с порошком размещают на эластичном (например, полиуретановом) пуансоне 3, предварительно установленном в контейнере 4 на электропроводящей пластине 5. При этом эластичный пуансон 3 и пластина 5 имеют возможность осевого перемещения относительно контейнера 4. Вблизи пластины 5 устанавливают плоский индуктор 6 магнитно-импульсной установки 7.
Над поверхностью заготовки 2 располагают твердосплавную плиту 8 со сферической вогнутой поверхностью, обращенной к зато- товке 2. При этом радиус сферической поверхности R плиты 8 соответствует условию 3 R3s.R,.qf.lQRy где R3 - радиус заготовки 2.
При разряде магнитно-импульсной установки 7 на индуктор 6 вследствие понде- ромоторного эффекта осуществляется высокоскоростное метание пластины 5, эластичного пуансона 3 и заготовки 2 в направлении от индуктора 6 к плите 8.
В процессе соударения заготовки 2 с плитой 8 (фиг. 2) абразивные зерна внедряются в заготовку и удерживаются в ней за счет механического зацепления. Внедрившиеся частицы образуют в заготовке кратеры, соответствующие максимальным размерам зерен. При этом прочность удер- жания частиц недостаточна для эксплуатации инструмента.
Далее сформованную ъ виде сегмента заготовку 2 (фиг. 3) с абразивными частицами вновь располагают на эластичном пуансоне 3 и осуществляют замену плиты 8 (фиг. 2) твердосплавной плитой 9 (фиг. 3) плоского профиля. На индуктор разряжают накопитель магнитно-импульсной установки 7 с последующим перемещением и соударением заготовки 2 с плитой 9. В результате заготовка вновь принимает исходную плоскую форму (фиг. 4).
В процессе обратного формоизменения сдеформированной заготовки происходит перераспределение ее металла в поверхностной зоне, что обусловливает затекание его в кратеры и «защемление тем самым абразивных частиц (фиг. 4). Это обеспечивает прочное удержание абразивных зерен в заготовке, создает условия для повышения их концентрации (отпадает необходимость припайки частиц легкоплавким металлом) и, как следствие, эксплуатационных показателей инструмента.
Необходимость соблюдения условия 3 , .10-Ra объясняется недостаточно прочным удержанием абразивных зерен при , а также проявлением эффекта гофрообразования заготовки в случае , . Это подтверждается результатами исследования качества изготовленных кругов различных типоразмеров (см. табл.). С целью улучшения условий формоизменения заготовки, а также внедрения в нее абразивных зерен, заготовку предварительно целесообразно отжигать.
Пример I. Изготавливают абразивные круги для распиловки кристаллов алмаза. В качестве заготовок используют бронзовые и стальные круги диаметром 80 и толщиной 0,08 мм. Алмазный порошок марки АСН зернистостью 20/16 мкм равномерно наносят на поверхность заготовки. В качестве материала эластичного пуансона используют полиуретан СКУ-7Л. Размеры пуансона: диаметр 90, толщина 12 мм. Твердосплавные плиты изготовлены из сплава ВК6.
В контейнер с подвижной медной плитой последовательно устанавливают эластичный пуансон и заготовку с абразивным порошковым материалом. Над контейнером располагается твердосплавная плита с вогнутой сферической поверхностью радиусом мм. Зазор (минимальный) между заготовкой и плитой составляет 1,2 мм.
Далее осуществляют магнитно-импульсное метание заготовки на плиту при энергии разряда 10,2 кДж. В результате обеспечивается внедрение абразивных зерен в заготовку с одновременным ее профилированием в виде сегмента сферы радиусом 200 мм. Осуществляют замену плиты со сферическим профилем твердосплавной плитой плоского профиля, после чего производят повторный разряд накопителя установки на индуктор. Энергия разряда составляет 3,8 кДж. Это позволяет вновь сформовать заготовку в исходное (в виде диска) состояние, а также прочно закрепить в ней абразивные алмазные зерна.
Пример 2. Изготавливают абразивные круги для ptdKH листового текстолита СТЭФ толщиной 40 мм. В качестве заготовок используют стальные круги диаметром 200 и толщиной 1,0 мм. Для шаржирования применяют алмазный порошок АС6 зернистостью 315/250 мкм. Радиус формования при внедрении составляет мм. Энергия разряда для внедрения и последующего закрепления алмазных частиц 12,2 кДж. Процесс изготовления аналогичен примеру 1. Сравнительные испытания проводятся при следующих режимах: скорость резания БО м/с; подача на оборот 0,6 мм.
Исследования показывают, что применение предлагаемого способа позволяет Повысить износостойкость абразивных отрезных кругов с 0,43-0,45 до 0,69-0,70 мг/м2.
Формула изобретения
Способ изготовления абразивных отрезных кругов, при котором абразивный слой размещают на заготовке, формируют его с
помощью твердосплавной плиты, расположенной со стороны абразивного слоя, и внедряют его в заготовку с помощью эластичного пуансона, установленного со стороны, противоположной абразивному слою, посредством воздействия на него магнитных импульсов в направлении твердосплавной плиты и закрепляют его, отличающийся тем, что, с целью повышения стойкости инструмента, твердосплавную плиту берут со сферической рабочей поверхностью, з закрепление абразивного слоя осуществляют другой твердосплавной плитой с плоской рабочей поверхностью, повторяя указанные действия до образования плоской заготовки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивных алмазосодержащих отрезных кругов | 1985 |
|
SU1472231A1 |
| Способ изготовления трубчатых сверл | 1988 |
|
SU1547953A1 |
| Способ изготовления тонкостенных трубчатых сверл | 1986 |
|
SU1430191A1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| Способ нанесения алмазосодержащих покрытий на внутренние поверхности деталей | 1990 |
|
SU1713744A1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| Способ восстановления изношенных деталей с поверхностью, шаржированной алмазными порошками | 2018 |
|
RU2724221C2 |
| Алмазный инструмент | 1981 |
|
SU984852A1 |
| Масса для изготовления алмазного инструмента | 1985 |
|
SU1355470A1 |
| Устройство для горячего прессования алмазного инструмента | 1982 |
|
SU1071365A1 |
Изобретение относится к технологии машиностроения при изготовлении абразивных кругов и позволяет повысить стойкость инструмента. Для этого абразивный материал размещают на металлической тонкостенной заготовке, после чего осуществляют его внедрение путем магнитно-импульсного воздействия на заготовку через эластичный пуансон. Твердосплавная плита, используемая при внедрении, выполнена со сферическим углеблением со стороны ее рабочей поверхности. Закрепление упомянутого абразивного слоя на заготовке осуществляют путем дополнительного магнитно-импульсного воздействия на сдеформированную заготовку через эластичный пуансон в направлении твердосплавной плиты, имеющей плоскую рабочую поверхность. Профилирование заготовки в виде сегмента сферы при внедрении и обратная ее деформация к исходному виду при закреплении абразивных зерен обеспечивают прочное их удержание в инструменте за счет пластического перераспределения металла заготовки. 4 ил., 1 табл.
Интенсивность резания алмаза изготовленными отрезными кругами
Примечание. Для шаржирования применяются порошки алмаза АСН 20/16.
8
Фиг 1
Фиг.Ъ
9
Фиг. 2
| Способ изготовления абразивных алмазосодержащих отрезных кругов | 1985 |
|
SU1472231A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
