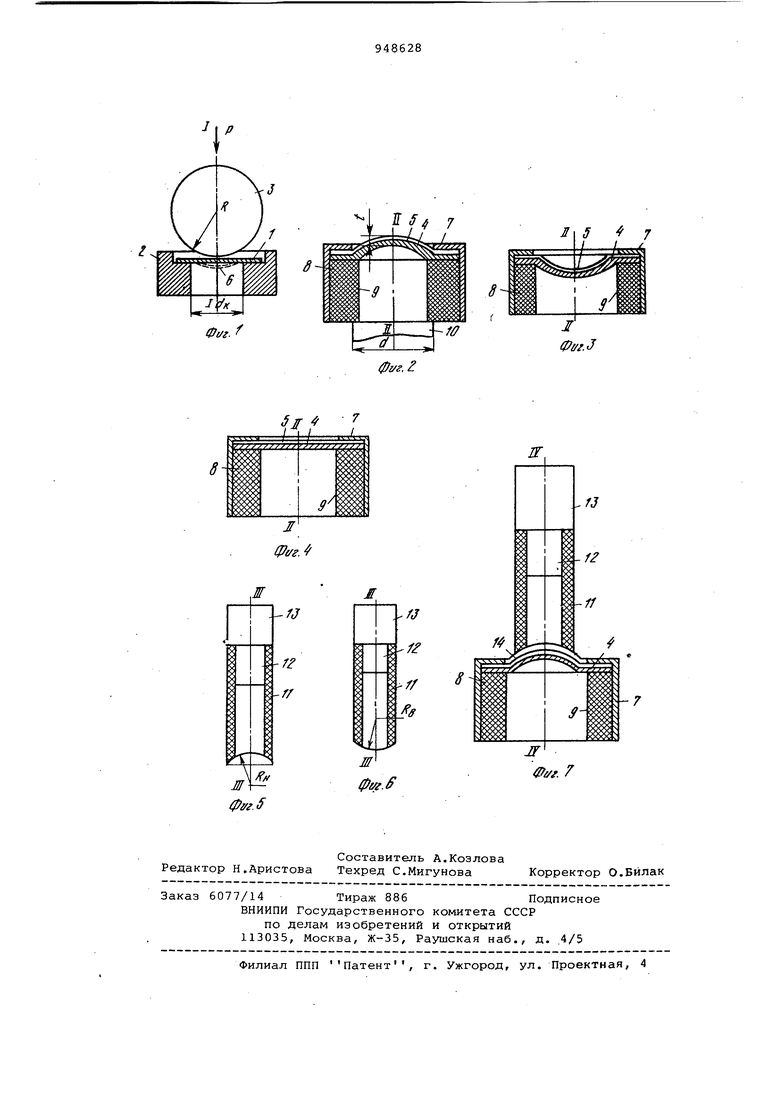
НИИ пуансона инструмента с требуемыми поверхностями из плоского металлического листа 1, размещенного между сдавливаемыми силой Р сроено установленными на оси Г -1 кольцом 2 и сферической поверхностью 3, например шара.
Радиус кривизны R этой сферы выполнен меньше радиуса кривизны соответствующей поверхности роговицы глаза на толщину t полировального инструмента, состоящего из пуансона 4 и полировочной тонкой бархотки 5, плотно прилегающей к соответствующей поверхности пуансона и повторяющий эту поверхность. Пунктиром показана конфигурация центрального участка 6 пуансона, получаемого из листа 1 выдавливанием посредством кольца с отверстием диаметром d и шара радиусом R. Благодаря плавному изменению удельного давления шара на лист от центральной оси периферии, получается соответственно изменяющаяся в том же направлении деформация участков пуансона. Закон уменьшения удельного давления приближенно определяется косинусом угла между радиусом R (фиг.1) и осью I - I . При указанном угле, равном О, т.е. в зоне оси I-I, косинус этого угла равен 1, т.е. удельнТые давления от силы Р максимальны, и на периферии пуансона соответственно меньше. Радиус же кривизны поверхности на оси оказывается меньше, а к периферии .он плавно бесступенчато увеличивается.
Выполненный таким способом пуансон вместе с полирующей бархоткой размещается в обойме 7 и плотно укрепляется и центрируется относительно оси и-П в ней, например, резиновой втулкой 8, запрессованной в обойме и снабженной центральным осевым отверстием 9 для установки на вал 10 диаметром d электродвигателя с регулируемой частотой вращения.
Держатель контактной линзы выполнен из толстостенной резиновой трубки 11, на верхнем конце которой имеется герметично вставленная в нее своей цилиндрической частью 12 пробка 13.
Нижняя часть трубки тщательно обработана идентично форме либо наружной поверхности линзы с радиусом кривизны RH, либо внутренней поверхности с радиусом кривизны Rg.
Линза 14 плотно удерживается на держателе соосно с ним по осиш-ж посредством вакуума, создаваемого в трубке ее сдавливанием перед плотным прижатием линзы к торцу труки и последующим снятием с трубки сдавливающего усилия.
Удерживаемая вакуумом на держателе линза устанавливается соответствущей поверхностью, например внутренней, на предварительно смазанную полировочной алмазной пастой баркотку 5 соосно Синструментом по оси IV-IV , после чего этот инструмент приводится во вращение с заданной частотой.
В реализованном практически автором конкретном примере выполнения способа окончательное формирование как внутренней поверхности линзы диаметром 6, 3 мм с рефракцией 17..2 диоптрий (фиг.7), так и наружной ее поверхности с использованием держателя -по фиг. 6., производилось при следующих данных: радиус R шара 6,2 мм; толщина листа 0,8 мм; материал листа - дюраль; толщина бархотки 0,4 мм; диаметр держателя 6 мм; материал держателя - трубка резиновая с толщиной стенки 1,5 мм; длина держателя 80 мм; полировочный материал - алмазная полировочная паста с зернистостью микропорошка Ml; тип двигателя ЗДГ-1; мощность двигателя 2 Вт.
Диапазон бесступенчатого регулирования частоты вращения полировочной
планшайбы 0...280 --.
Усилие прижамин
тия линзы к инструменту 1-10 г. Фактические значения осевого усилия Р при изготовлении инструмента составляли 0,6-0,8 т.
Сформированные поверхности линзы не требовали последующей какой-либо обработки, а срок их службы . без, переполировки неорганичен (на опыте нескольких лет непрерывного использования линз автором в различных температурных, пылевых и временных условиях без их съема), что свидетельствует о полезности предложенного способа.
Формула изобретения
Способ окончательной обработки поверхностей контактных линз, при котором деталь и инструмент перемещают друг относительно друга, отличающийся тем, что, с целью повышения качества поверхностей контактных линз, обработку производят инструментом, который изготавливают из листового материала методом выдавливания с помощью элемента со сферической поверхность
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 115367, к.л. G 02 С 7/04, 1958.