ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к формованному вытяжкой изделию для конструктивного элемента транспортного средства, способу изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства и устройству для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства.
Испрашивается приоритет по заявке на патент Японии № 2016-120157, поданной 16 июня 2016 года, содержание которой включено сюда путем ссылки.
В качестве конструктивного элемента транспортного средства широко используется, например, длинный элемент, имеющий корытообразную форму поперечного сечения, такой как боковая часть нижнего обвязочного бруса, усилитель бампера, нижняя панель передней стойки, передняя стойка и средняя стойка. В качестве материала для такого конструктивного элемента транспортного средства, с точки зрения уменьшения веса и повышения безопасности при столкновениях транспортного средства, используется, например, тонкий лист из высокопрочной стали, имеющий толщину листа 1,4 мм или меньше и предел прочности при растяжении 980 МПа или больше.
С другой стороны, проблемой является уменьшение жесткости при изгибе или жесткости при кручении (в дальнейшем обобщенно называемые как «жесткость») кузова транспортного средства (каркаса кузова) из-за уменьшения толщины конструктивного элемента транспортного средства. Поэтому существует большая потребность в улучшении жесткости конструктивного элемента транспортного средства, получаемого путем штамповки тонкого листа из высокопрочной стали.
Так как формуемость листа из высокопрочной стали является низкой, формование конструктивного элемента транспортного средства, образованного из тонкого листа из высокопрочной стали, обычно выполняют путем штамповки с использованием гибки. Однако, когда формование описанного выше длинного конструктивного элемента транспортного средства выполняют путем штамповки с использованием гибки, деформация сжатия возникает во время гибки и имеется тенденция к возникновению складок на образующем фланец участке.
Поэтому конструктивный элемент транспортного средства не может иметь конструкцию, имеющую концевую стенку на концевом участке в его продольном направлении (конструкцию, имеющую U-образную или прямоугольную форму поперечного сечения, перпендикулярно направлению штамповки). Поэтому конструктивный элемент транспортного средства должен иметь открытую корытообразную форму поперечного сечения, образованную участком верхней пластины, боковыми стенками, смежными с обеими боковыми сторонами участка верхней пластины, и фланец, смежный с боковыми стенками.
Жесткость конструктивного элемента транспортного средства, имеющего открытую корытообразную форму поперечного сечения ниже, чем жесткость конструктивного элемента транспортного средства, имеющего U-образную форму поперечного сечения или прямоугольную форму поперечного сечения. Даже если конструктивный элемент транспортного средства, имеющий U-образную форму поперечного сечения или прямоугольную форму поперечного сечения, может быть отформован, глубина формования должна быть небольшой, чтобы избежать возникновения складок, в частности на концевой стенке или боковой стенке. Поэтому конструктивный элемент транспортного средства, имеющий высокую жесткость, не может быть получен.
Как было описано выше, когда конструктивный элемент транспортного средства должен быть изготовлен с использованием в качестве материала тонкого листа из высокопрочной стали, имеющего предел прочности при растяжении 980 МПа или больше, из-за небольшой толщины листа и небольшой глубины формования не может быть изготовлен конструктивный элемент транспортного средства, имеющий высокую жесткость.
Патентный документ 1 раскрывает способ штамповки, превосходный в отношении способности фиксации формы, в котором, при выполнении штамповки для формования металлического листа в корытообразную форму поперечного сечения с использованием инструментальной оснастки, снабженной пуансоном, матрицей и средством для подавления складок, в состоянии, в котором оба концевых участка металлического листа в направлении его ширины располагаются и зажимаются между матрицей и средством для подавления складок, вначале, с использованием пуансона, имеющего на его головной части выпуклый участок с полукруглой формой поперечного сечения, которая является выпуклой в направлении металлического листа, причем выпуклый участок пуансона приводят в контакт с участком металлического листа, который должен стать участком стенки, имеющим корытообразную форму поперечного сечения, осуществляется предварительная обработка металлического листа для формования участка металлического листа, который должен стать головным участком корытообразной формы, в выпуклую форму, которая является выпуклой в направлении наружной стороны, и далее, с использованием пуансона для получения предварительно заданной корытообразной формы поперечного сечения, металлический лист после предварительной обработки подвергается конечной обработке.
Патентный документ 2 раскрывает способ изготовления многоугольного кольцевого элемента из плоского металлического листа путем штамповки, включающий в себя этап формирования путем вытяжки бокового окружного участка, включающего в себя участок плоской поверхности, угловой участок, образованный изогнутой поверхностью, и деформированный участок в граничной области между угловым участком и участком плоской поверхности, этап формования бокового окружного участка на предварительно заданную высоту от поверхности плоского металлического листа, и этап формирования краевого участка, имеющего радиус кривизны меньше, чем радиус кривизны углового участка, из углового участка на внутренней окружной поверхности кольцевого элемента путем выдавливания углового участка изнутри кольцевого элемента на высоту бокового окружного участка и подачи металлического материала, образующего деформированный участок, к краевому участку.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: не прошедшая экспертизу заявка на патент Японии, первая публикация № 2004-181502.
Патентный документ 2: не прошедшая экспертизу заявка на патент Японии, первая публикация № 2011-245502.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
В изобретении, раскрываемом в Патентном документе 1, так как участок верхней пластины формованного изделия, сформированный путем предварительной обработки, сминается при конечной обработке, радиус кривизны участка изгиба на виде в поперечном сечении может быть уменьшен. Однако угловой радиус на виде в плане не может быть уменьшен.
В изобретении, раскрываемом в Патентном документе 2, так как на этапе формирования краевого участка используется инструмент для выдавливания углового участка изнутри, требуется модифицировать оборудование, такое как матрица и пуансон, и эта модификация является сложной, что влияет на затраты на оборудование.
Настоящее изобретение было сделано с учетом приведенных выше обстоятельств. Целью настоящего изобретения является создание формованного вытяжкой изделия для конструктивного элемента транспортного средства, способа изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства и устройства для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства, способных повысить стойкость к столкновениям за счет достижения высокой жесткости, при этом обеспечивая уменьшение веса.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМЫ
Изобретение состоит в следующем.
(1) Первый аспект настоящего изобретения представляет собой формованное вытяжкой изделие для конструктивного элемента транспортного средства, причем формованное вытяжкой изделие имеет предел прочности при растяжении 980 МПа или больше, при этом формованное вытяжкой изделие включает в себя: участок верхней пластины, продолжающийся в первом направлении; два первых выпуклых участка линии ребра, смежных с обеими боковыми сторонами участка верхней пластины во втором направлении, перпендикулярном первому направлению и вдоль участка верхней пластины; второй выпуклый участок линии ребра, смежный с оконечным участком участка верхней пластины в первом направлении и соединенный с двумя первыми выпуклыми участками линии ребра; две боковые стенки, смежные с двумя первыми выпуклыми участками линии ребра; концевую стенку, смежную со вторым выпуклым участком линии ребра; две угловые стенки, смежные с двумя боковыми стенками и концевой стенкой и имеющие изогнутую форму, если смотреть в направлении, перпендикулярном первому направлению и второму направлению; вогнутый участок линии ребра, смежный с двумя боковыми стенками, концевой стенкой и двумя угловыми стенками; и продолжающийся наружу фланец, смежный с вогнутым участком линии ребра.
Радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра составляет 30 мм или меньше, угловой радиус, представляющий собой радиус кривизны угловой стенки, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, в положении, расположенном на расстоянии 1,0 мм от границы между продолжающимся наружу фланцем и вогнутым участком линии ребра вдоль угловой стенки, составляет 30 мм или меньше, и глубина формования, представляющая собой расстояние между участком верхней пластины и продолжающимся наружу фланцем в направлении, перпендикулярном участку верхней пластины, составляет 40 мм или больше.
(2) В формованном вытяжкой изделии для конструктивного элемента транспортного средства в соответствии с пунктом (1), концевая стенка, две угловые стенки, вогнутый участок линии ребра и продолжающийся наружу фланец могут быть сформированы на обоих концах в первом направлении.
(3) В формованном вытяжкой изделии для конструктивного элемента транспортного средства в соответствии с пунктом (1) или пунктом (2), формованное вытяжкой изделие может представлять собой любое из группы, состоящей из боковой части нижнего обвязочного бруса, балки бампера, нижней панели передней стойки, передней стойка и средней стойки.
(4) Второй аспект настоящего изобретения представляет собой способ изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с любым одним из пунктов (1)-(3), при этом способ изготовления включает в себя: первый этап выполнения штамповки заготовки, имеющей предел прочности при растяжении 980 МПа или больше, путем вытяжки с использованием первой матрицы, первого пуансона и первого держателя для заготовки, чтобы тем самым сформировать первое промежуточное формованное вытяжкой изделие, которое включает в себя промежуточный участок верхней пластины, продолжающийся в первом направлении, два промежуточных первых выпуклых участка линии ребра, смежных с обеими боковыми сторонами промежуточного участка верхней пластины во втором направлении, перпендикулярном первому направлению, промежуточный второй выпуклый участок линии ребра, смежный с оконечным участком промежуточного участка верхней пластины в первом направлении и соединенный с двумя промежуточными первыми выпуклыми участками линии ребра, две промежуточные боковые стенки, соединенные с двумя промежуточными первыми выпуклыми участками линии ребра, промежуточную концевую стенку, смежную с промежуточным вторым выпуклым участком линии ребра, две промежуточные угловые стенки, смежные с двумя промежуточными боковыми стенками и промежуточной концевой стенкой и имеющие изогнутую форму, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, промежуточный вогнутый участок линии ребра, смежный с двумя промежуточными боковыми стенками, промежуточной концевой стенкой и двумя промежуточными угловыми стенками, и промежуточный продолжающийся наружу фланец, смежный с промежуточным вогнутым участком линии ребра, и в котором радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра больше, чем радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра в формованном вытяжкой изделии, промежуточный угловой радиус, представляющий собой радиус кривизны промежуточной угловой стенки, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, в положении, расположенном на расстоянии 1,0 мм от границы между промежуточным продолжающимся наружу фланцем и промежуточным вогнутым участком линии ребра вдоль промежуточной угловой стенки, больше, чем угловой радиус угловой стенки в формованном вытяжкой изделии, и промежуточная глубина формования, представляющая собой расстояние между промежуточным участком верхней пластины и промежуточным продолжающимся наружу фланцем в направлении, перпендикулярном промежуточному участку верхней пластины, больше, чем глубина формования в формованном вытяжкой изделии; второй этап выполнения штамповки первого промежуточного формованного вытяжкой изделия путем вытяжки с использованием второй матрицы, второго пуансона и второго держателя для заготовки, чтобы уменьшить радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра, чтобы тем самым сформировать второе промежуточное формованное вытяжкой изделие, которое имеет радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра в формованном вытяжкой изделии, и имеет глубину формования; и третий этап приложения давления к промежуточной концевой стенке второго промежуточного формованного вытяжкой изделия в первом направлении посредством поджимающего инструмента, при этом к внутренней поверхности промежуточной концевой стенки первого промежуточного формованного вытяжкой изделия прикладывается давление посредством внутреннего опорного элемента, встроенного во второй пуансон, в состоянии, в котором второе промежуточное формованное вытяжкой изделие удерживается второй матрицей, вторым пуансоном и вторым держателем для заготовки, чтобы тем самым уменьшить промежуточный угловой радиус промежуточной угловой стенки.
(5) В способе изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с пунктом (4), промежуточная глубина формования может быть от 1,1 до 2,0 раз больше глубины формования, радиусы кривизны двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра могут быть от 1,2 до 30 раз больше радиусов кривизны двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра, соответственно, и промежуточный угловой радиус может быть от 1,2 до 30 раз больше углового радиуса.
(6) В способе изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с пунктом (4) или пунктом (5), поджимающий инструмент может располагаться с возможностью перемещения в первом направлении снаружи от второй матрицы.
(7) В способе изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с пунктом (4) или пунктом (5), поджимающий инструмент может располагаться с возможностью перемещения в первом направлении снаружи внутрь второй матрицы.
(8) Третий аспект настоящего изобретения представляет собой устройство для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с любым одним из пунктов (1)-(3), при этом устройство для изготовления включает в себя: первый формовочный штамп, имеющий первую матрицу, первый пуансон и первый держатель для заготовки; второй формовочный штамп, имеющую вторую матрицу, второй пуансон и второй держатель для заготовки; и поджимающий инструмент, при этом первый формовочный штамп выполняет штамповку заготовки, имеющей предел прочности при растяжении 980 МПа или больше, путем вытяжки, чтобы тем самым сформировать первое промежуточное формованное вытяжкой изделие, которое включает в себя промежуточный участок верхней пластины, продолжающийся в первом направлении, два промежуточных первых выпуклых участка линии ребра, смежных с обеими боковыми сторонами промежуточного участка верхней пластины во втором направлении, перпендикулярном первому направлению, промежуточный второй выпуклый участок линии ребра, смежный с оконечным участком промежуточного участка верхней пластины в первом направлении и соединенный с двумя промежуточными первыми выпуклыми участками линии ребра, две промежуточные боковые стенки, соединенные с двумя промежуточными первыми выпуклыми участками линии ребра, промежуточную концевую стенку, смежную с промежуточным вторым выпуклым участком линии ребра, две промежуточные угловые стенки, смежные с двумя промежуточными боковыми стенками и промежуточной концевой стенкой и имеющие изогнутую форму, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, промежуточный вогнутый участок линии ребра, смежный с двумя промежуточными боковыми стенками, промежуточной концевой стенкой и двумя промежуточными угловыми стенками, и промежуточный продолжающийся наружу фланец, смежный с промежуточным вогнутым участком линии ребра, и в котором радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра больше, чем радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра в формованном вытяжкой изделии, промежуточный угловой радиус, представляющий собой радиус кривизны промежуточной угловой стенки, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, в положении, расположенном на расстоянии 1,0 мм от границы между промежуточным продолжающимся наружу фланцем и промежуточным вогнутым участком линии ребра вдоль промежуточной угловой стенки, больше, чем угловой радиус угловой стенки в формованном вытяжкой изделии, и промежуточная глубина формования, представляющая собой расстояние между промежуточным участком верхней пластины и промежуточным продолжающимся наружу фланцем в направлении, перпендикулярном промежуточному участку верхней пластины, больше, чем глубина формования в формованном вытяжкой изделии, второй формовочный штамп выполняет штамповку первого промежуточного формованного вытяжкой изделия путем вытяжки, чтобы уменьшить радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра, чтобы тем самым сформировать второе промежуточное формованное вытяжкой изделие, которое имеет радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра в формованном вытяжкой изделии, и имеет глубину формования, и поджимающий инструмент прикладывает давление к промежуточной концевой стенке второго промежуточного формованного вытяжкой изделия в первом направлении, при этом к внутренней поверхности промежуточной концевой стенки первого промежуточного формованного вытяжкой изделия прикладывается давление посредством внутреннего опорного элемента, встроенного во второй пуансон, в состоянии, в котором второе промежуточное формованное вытяжкой изделие удерживается вторым формовочным штампом, чтобы тем самым уменьшить промежуточный угловой радиус промежуточной угловой стенки.
(9) В устройстве для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с пунктом (8), промежуточная глубина формования может быть от 1,1 до 2,0 раз больше глубины формования, радиусы кривизны двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра могут быть от 1,2 до 30 раз больше радиусов кривизны двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра, соответственно, и промежуточный угловой радиус может быть от 1,2 до 30 раз больше углового радиуса.
(10) В устройстве для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с пунктом (8) или пунктом (9), поджимающий инструмент может располагаться с возможностью перемещения в первом направлении снаружи от второй матрицы.
(11) В устройстве для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с пунктом (8) или пунктом (9), поджимающий инструмент может располагаться с возможностью перемещения в первом направлении снаружи внутрь второй матрицы.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В соответствии с каждым из аспектов, так как предел прочности при растяжении составляет 980 МПа или больше, глубина формования является большой, радиус кривизны участка линии ребра и угловой радиус угловой стенки являются небольшими, и концевая стенка обеспечена на концевом участке в продольном направлении, возможно получить формованное вытяжкой изделие для конструктивного элемента транспортного средства, способное повысить стойкость к столкновениям за счет достижения высокой жесткости, при этом обеспечивая уменьшение веса.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - пояснительный вид, схематично иллюстрирующий часть формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 2 - пояснительный вид, схематично иллюстрирующий формованное вытяжкой изделие для конструктивного элемента транспортного средства в случае, когда каждый из двух концевых участков имеет концевую стенку.
Фиг. 3A - пояснительный вид, иллюстрирующий, для случая, когда формованное вытяжкой изделие для конструктивного элемента транспортного средства в соответствии с вариантом осуществления используется в качестве боковой части нижнего обвязочного бруса, состояние перед присоединением боковой части нижнего обвязочного бруса к нижней панели передней стойки.
Фиг. 3B - пояснительный вид, иллюстрирующий первый пример варианта осуществления, в котором боковая часть нижнего обвязочного бруса соединена с нижней панелью передней стойки.
Фиг. 3С - пояснительный вид, иллюстрирующий второй пример варианта осуществления, в котором боковая часть нижнего обвязочного бруса соединена с нижней панелью передней стойки.
Фиг. 4 - пояснительный вид, иллюстрирующий первое промежуточное формованное вытяжкой изделие, сформированное с помощью первой матрицы, первого пуансона и первого держателя для заготовки.
Фиг. 5A - пояснительный вид, иллюстрирующий первую стадию процесса изготовления формованного вытяжкой изделия из первого промежуточного формованного вытяжкой изделия через второе промежуточное формованное вытяжкой изделие.
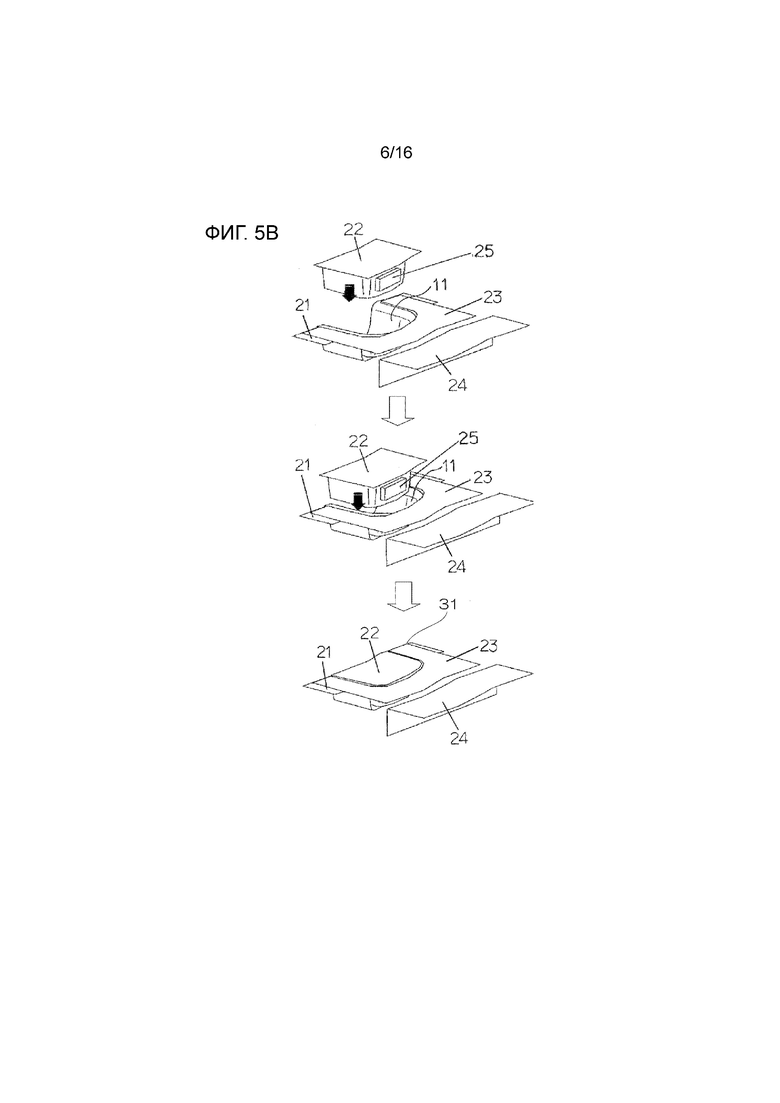
Фиг. 5B - пояснительный вид, иллюстрирующий вторую стадию процесса изготовления формованного вытяжкой изделия из первого промежуточного формованного вытяжкой изделия через второе промежуточное формованное вытяжкой изделие.
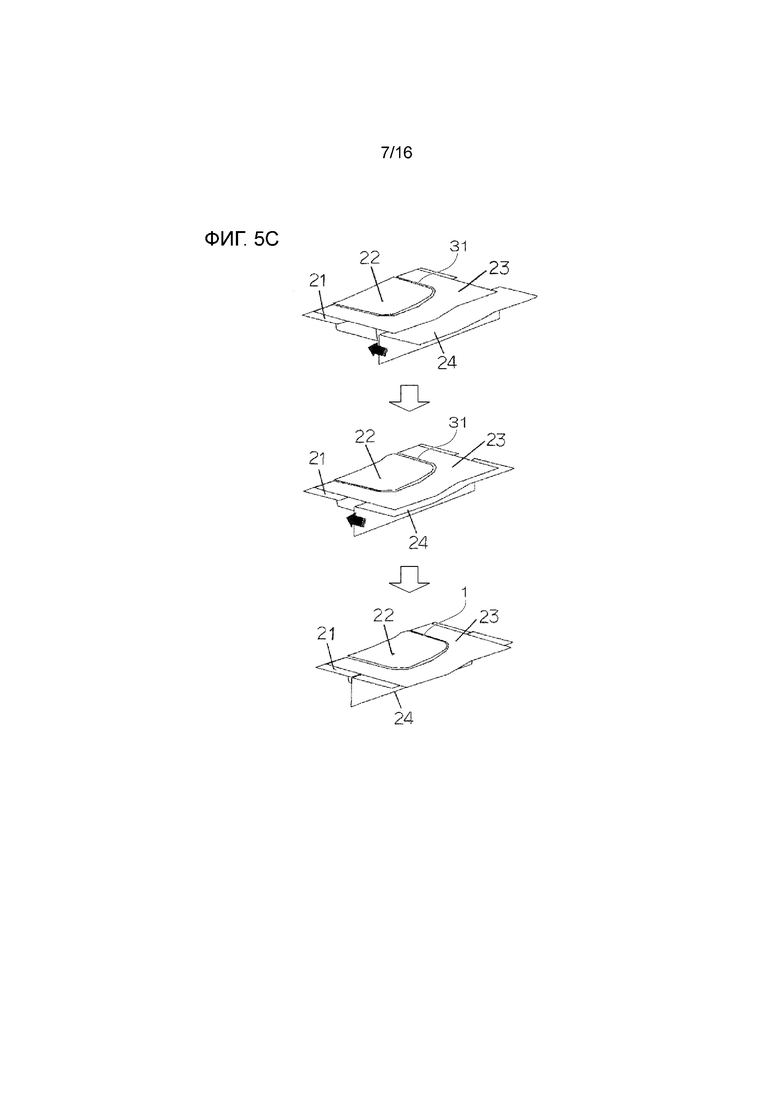
Фиг. 5C - пояснительный вид, иллюстрирующий третью стадию процесса изготовления формованного вытяжкой изделия из первого промежуточного формованного вытяжкой изделия через второе промежуточное формованное вытяжкой изделие.
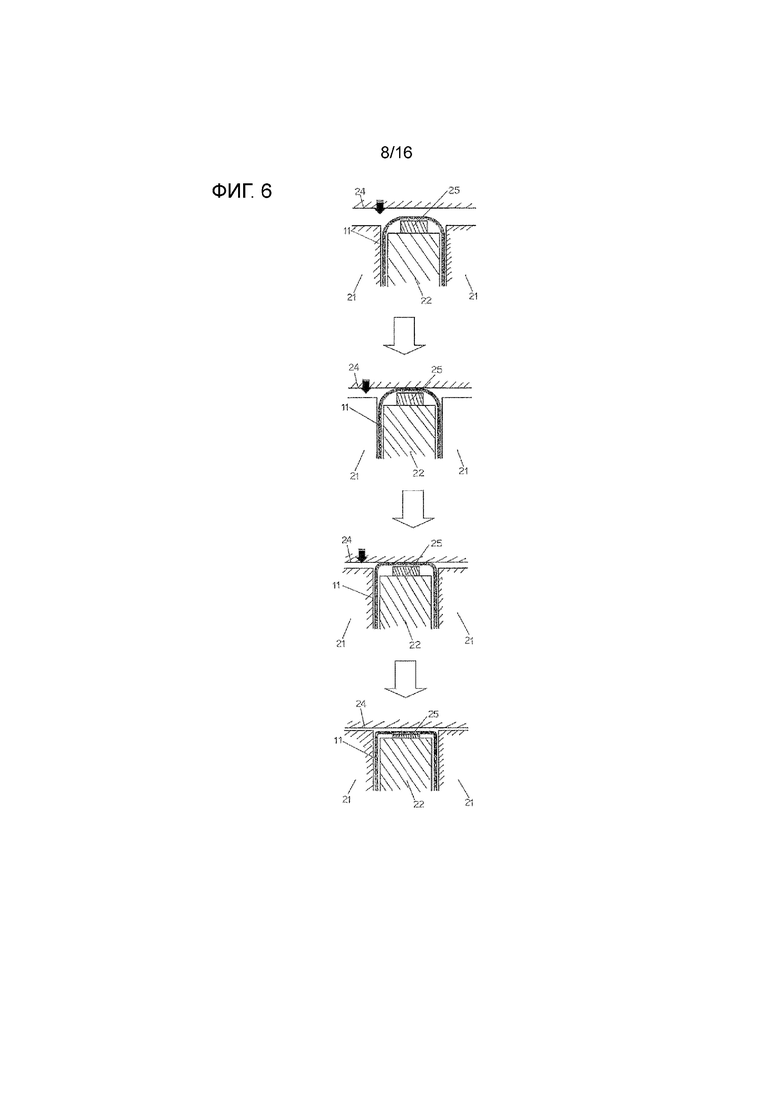
Фиг. 6 - вид сверху в разрезе, иллюстрирующий ситуацию формования в разные моменты времени в случае, когда кулачковый элемент располагается снаружи от второй матрицы.
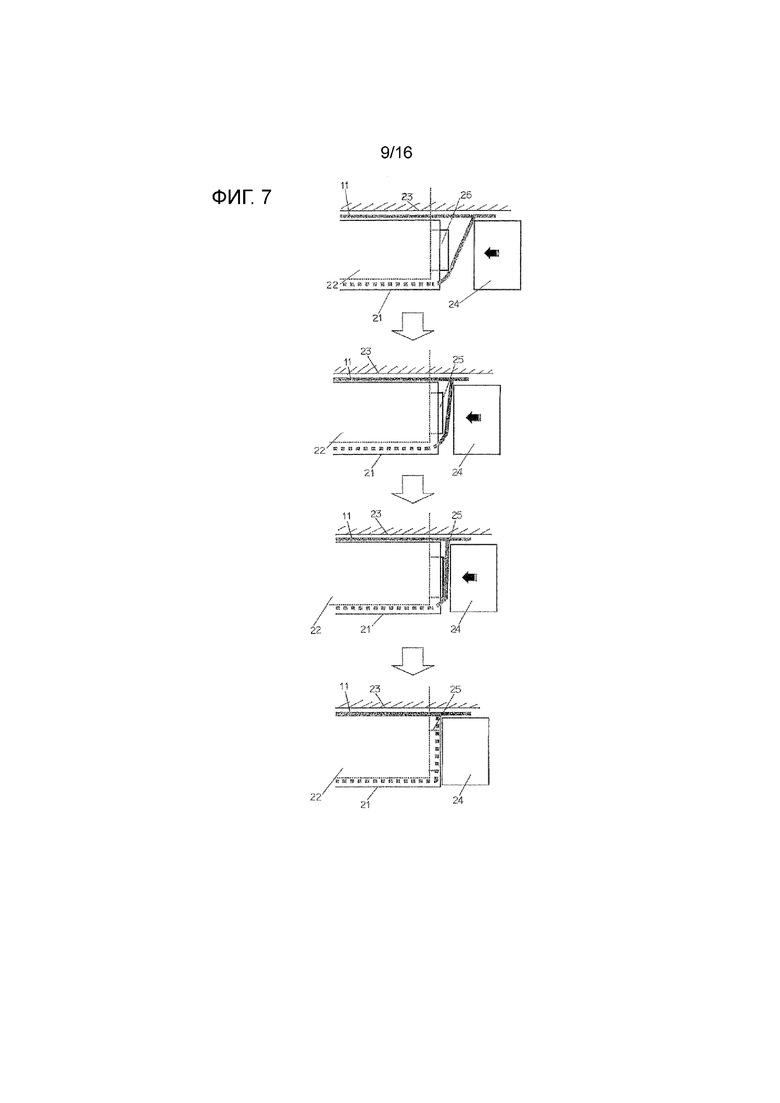
Фиг. 7 - вид сбоку в разрезе, иллюстрирующий ситуацию формования в разные моменты времени в случае, когда кулачковый элемент располагается снаружи от второй матрицы.
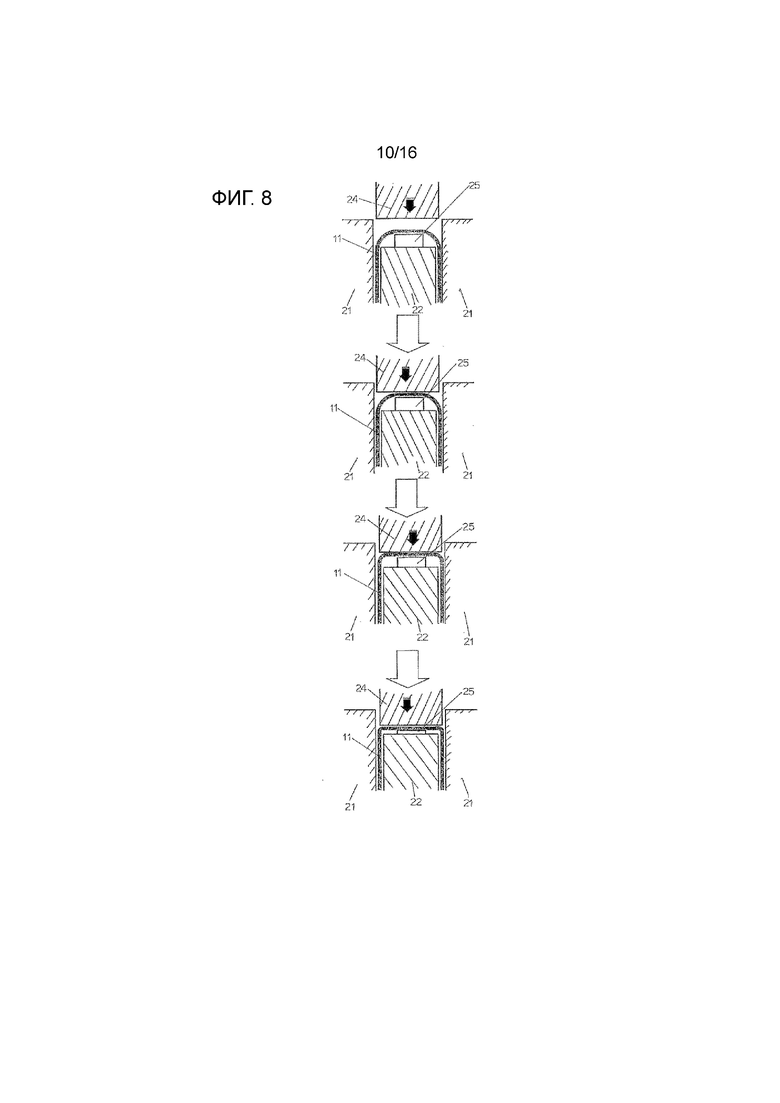
Фиг. 8 - пояснительный вид, иллюстрирующий ситуацию формования в разные моменты времени в случае, когда кулачковый элемент располагается внутри второй матрицы.
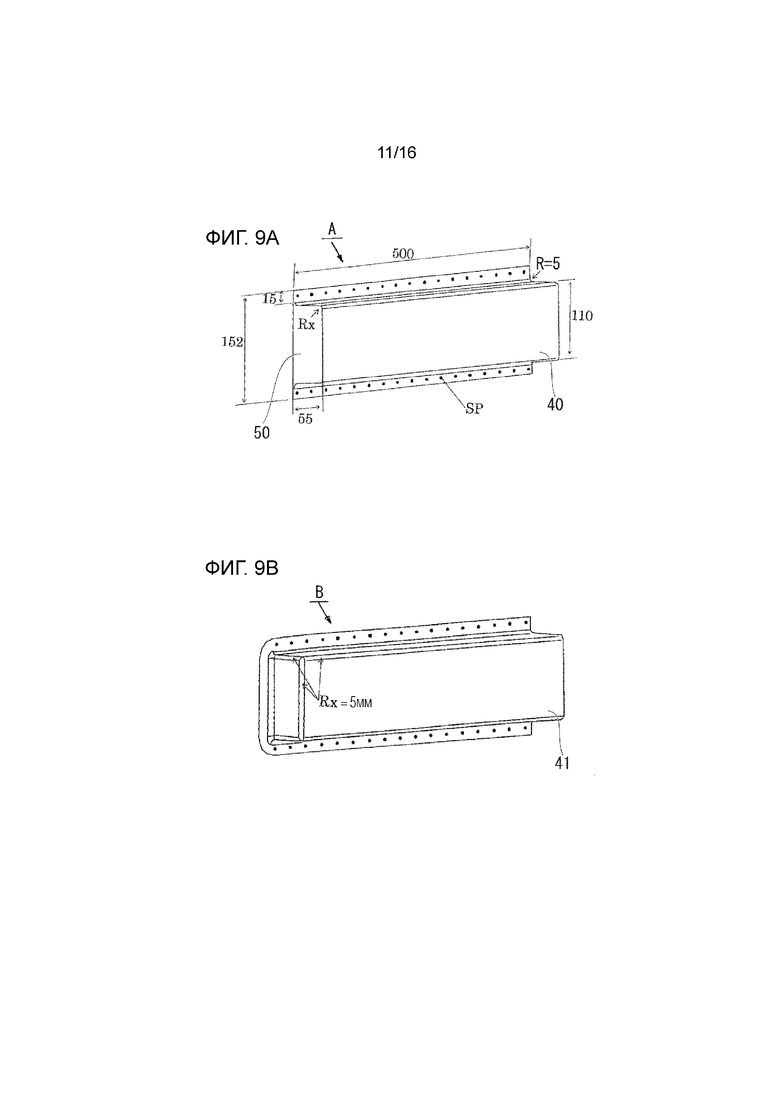
Фиг. 9A - пояснительный вид, иллюстрирующий испытуемое изделие A, используемое в качестве примера.
Фиг. 9B - пояснительный вид, иллюстрирующий испытуемое изделие B, используемое в качестве примера.
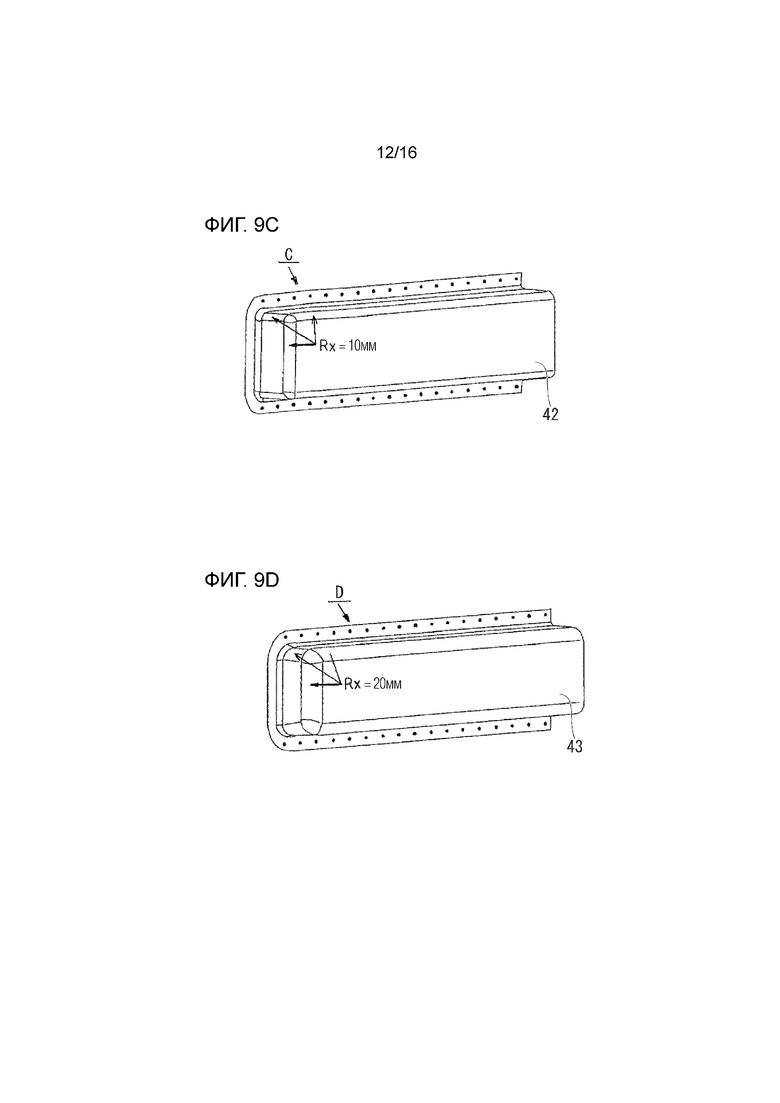
Фиг. 9C - пояснительный вид, иллюстрирующий испытуемое изделие C, используемое в качестве примера.
Фиг. 9D - пояснительный вид, иллюстрирующий испытуемое изделие D, используемое в качестве примера.
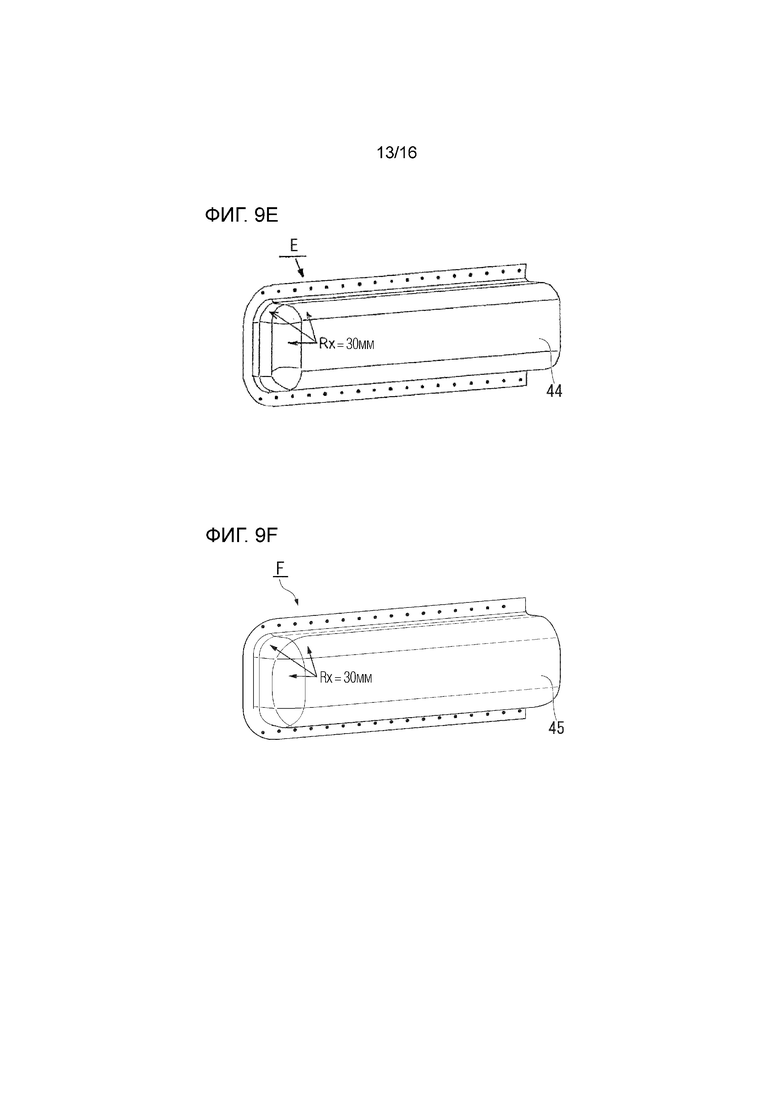
Фиг. 9E - пояснительный вид, иллюстрирующий испытуемое изделие E, используемое в качестве примера.
Фиг. 9F - пояснительный вид, иллюстрирующий испытуемое изделие F, используемое в качестве примера.
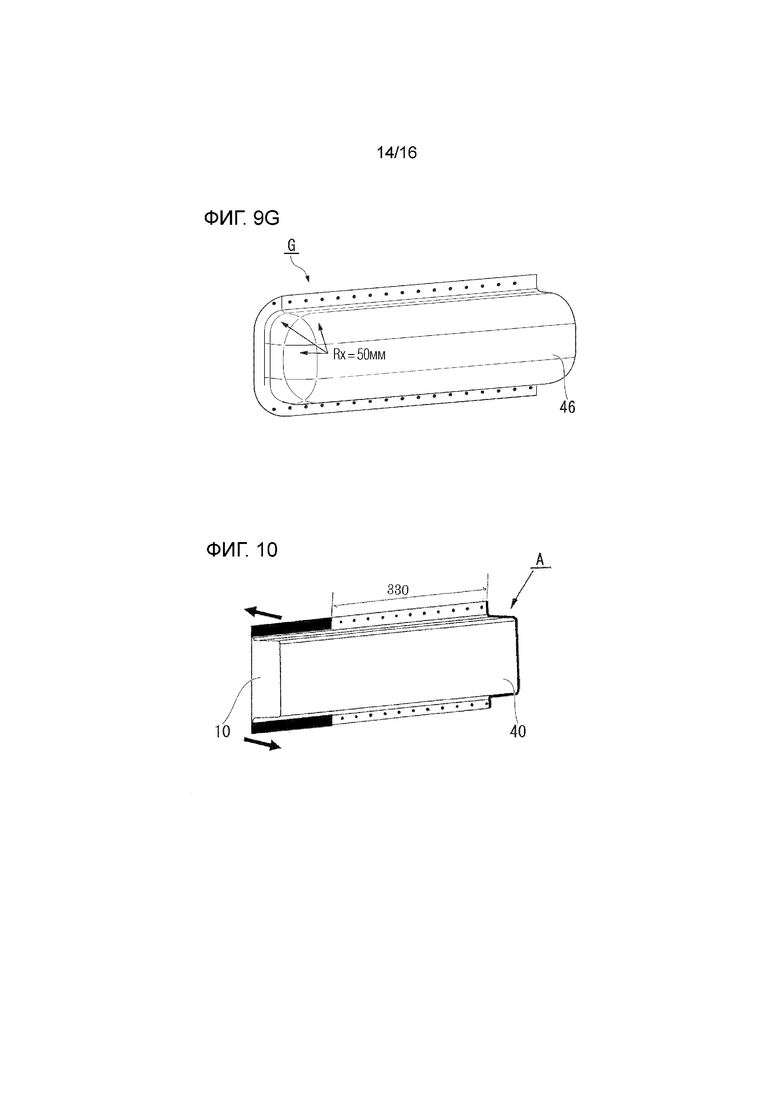
Фиг. 9G - пояснительный вид, иллюстрирующий испытуемое изделие G, используемое в качестве примера.
Фиг. 10 - пояснительный вид, иллюстрирующий условия измерения жесткости при кручения испытуемого изделия A.
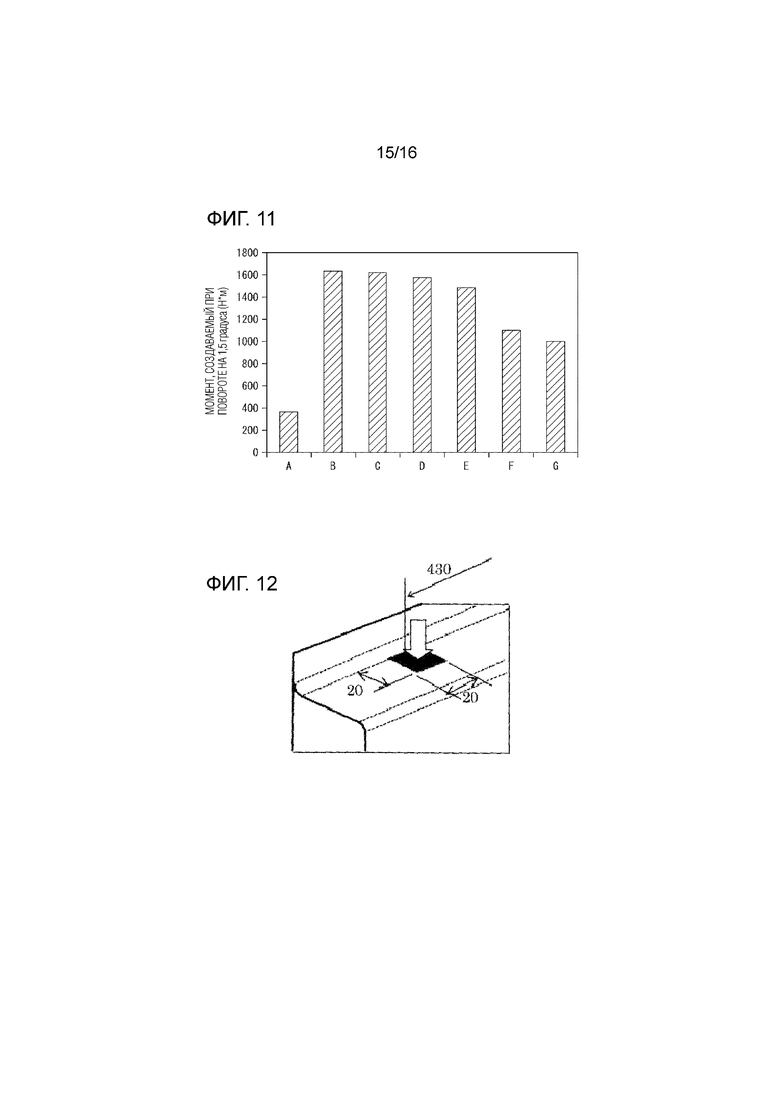
Фиг. 11 - график, иллюстрирующий результаты оценки жесткости при кручении испытуемых изделий A-G.
Фиг. 12 - пояснительный вид, иллюстрирующий условия измерения жесткости при изгибе испытуемого изделия A.
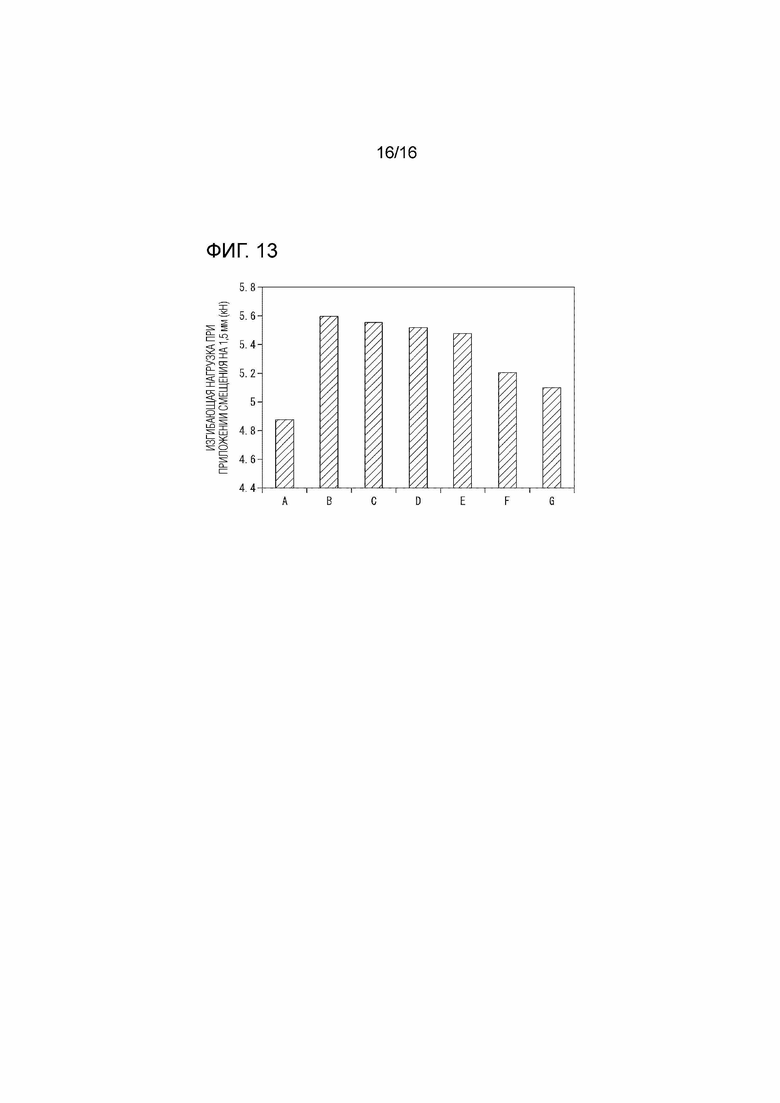
Фиг. 13 - график, иллюстрирующий результаты оценки жесткости при изгибе испытуемых изделий A-G.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В результате интенсивных исследований для решения вышеуказанных проблем авторы настоящего изобретения обнаружили, что эффективным является применить приведенные ниже этапы (a)-(c) для изготовления формованного вытяжкой изделия, имеющего предел прочности при растяжении 980 МПа или больше, целевой радиус кривизны для участка линии ребра, целевой угловой радиус для угловой стенки и целевую глубину формования, и были проведены дальнейшие исследования для завершения настоящего изобретения.
(a) С использованием первого формовочного штампа, формируют первое промежуточное формованное вытяжкой изделие, в котором радиус кривизны участка линии ребра и угловой радиус каждой стенки больше, чем целевые значения.
(b) С использованием второго формовочного штампа, первое промежуточное формованное вытяжкой изделие формуют во второе промежуточное формованное вытяжкой изделие, имеющее форму поперечного сечения с целевым радиусом кривизны для участка линии ребра и целевую глубину формования.
(c) С использованием поджимающего инструмента, такого как кулачковый элемент, к концевому участку второго промежуточного формованного вытяжкой изделия в его продольном направлении прилагают давление в осевом направлении второго промежуточного формованного вытяжкой изделия, чтобы сделать угловой радиус угловой стенки небольшим.
Далее будут описаны со ссылкой на чертежи варианты осуществления настоящего изобретения, основанные на описанных выше результатах исследований.
1. Формованное вытяжкой изделие 1 для конструктивного элемента транспортного средства в соответствии с вариантом осуществления настоящего изобретения
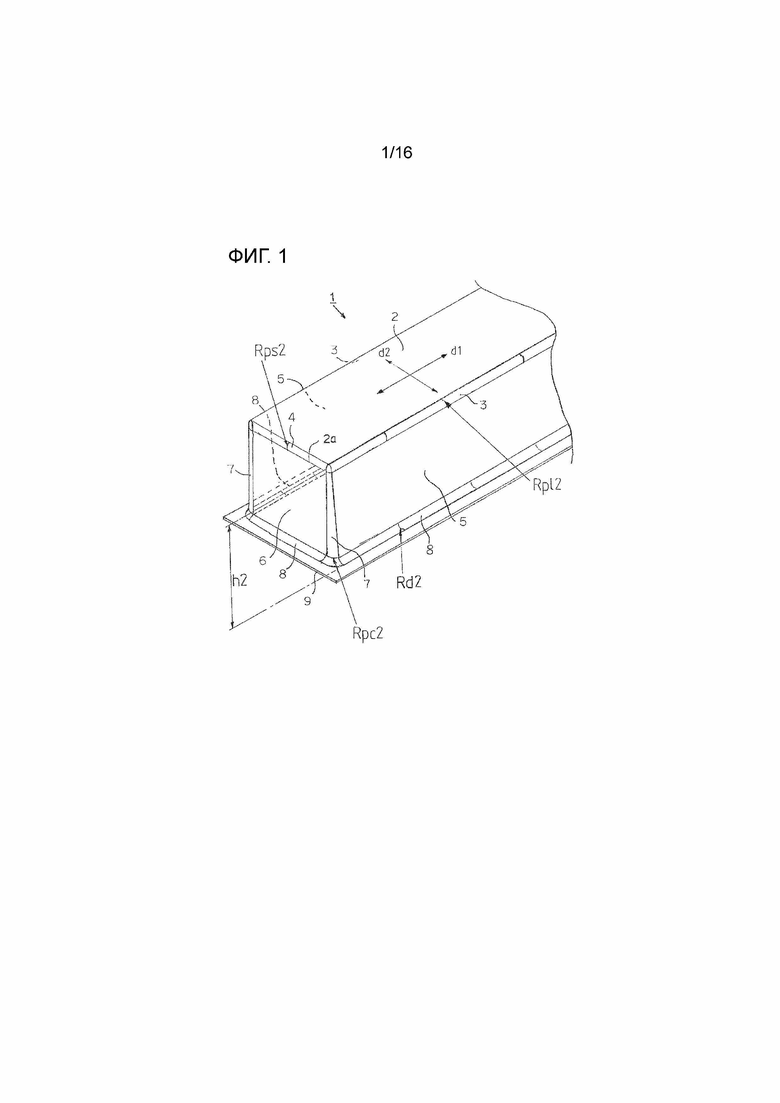
На фиг. 1 показан пояснительный вид, схематически иллюстрирующий часть конструкции формованного вытяжкой изделия 1 для конструктивного элемента транспортного средства (в дальнейшем называемого просто как «формованное вытяжкой изделие 1») в соответствии с вариантом осуществления.
Формованное вытяжкой изделие 1 представляет собой полученное с помощью холодной или горячей вытяжки изделие, образованное из листа из высокопрочной стали, имеющего толщину листа от 0,7 до 3,2 мм и предел прочности при растяжении 980 МПа или больше.
Толщина листа составляет предпочтительно от 0,8 до 1,8 мм, и более предпочтительно от 0,8 до 1,4 мм.
Предел прочности при растяжении составляет предпочтительно 1180 МПа или больше, и более предпочтительно 1310 МПа или больше.
Верхнее предельное значение предела прочности при растяжении листа из высокопрочной стали составляет предпочтительно 1800 МПа для обеспечения практичности.
Как показано на фиг. 1, формованное вытяжкой изделие 1 включает в себя участок 2 верхней пластины, первые выпуклые участки 3 линии ребра, второй выпуклый участок 4 линии ребра, боковые стенки 5, концевую стенку 6, угловые стенки 7, вогнутый участок 8 линии ребра и продолжающийся наружу фланец 9.
Участок 2 верхней пластины имеет по существу плоскую форму и продолжается в первом направлении d1, обозначенном двунаправленной стрелкой на фиг. 1. Участок 2 верхней пластины не обязательно является плоским и может быть изогнутым. Два первых выпуклых участка 3 линии ребра сформированы непрерывным образом на обеих боковых сторонах, соответственно, во втором направлении d2 (направление, обозначенное двунаправленной стрелкой на фиг. 1 и являющееся перпендикулярным первому направлению d1 и вдоль участка 2 верхней пластины), которое представляет собой направление ширины участка 2 верхней пластины.
Второй выпуклый участок 4 линии ребра является смежным с оконечным участком 2a участка 2 верхней пластины в первом направлении d1 и соединен с двумя первыми выпуклыми участками 3 линии ребра. Две боковые стенки 5 имеют форму вдоль плоскости и являются смежными с двумя первыми выпуклыми участками 3 линии ребра, соответственно. Концевая стенка 6 имеет форму вдоль плоскости и является смежной со вторым выпуклым участком 4 линии ребра.
Две угловые стенки 7 являются смежными с двумя боковыми стенками 5, соответственно, и концевой стенкой 6, и являются изогнутыми на виде в плане (то есть, если смотреть в направлении, перпендикулярном первому направлению d1 и второму направлению d2). Дополнительно, две угловые стенки 7, соответственно, являются смежными с граничными областями между первыми выпуклыми участками 3 линии ребра и вторым выпуклым участком 4 линии ребра. Вогнутый участок 8 линии ребра является смежным с двумя боковыми стенками 5, концевой стенкой 6 и двумя угловыми стенками 7. Кроме того, продолжающийся наружу фланец 9 является смежным с вогнутым участком 8 линии ребра.
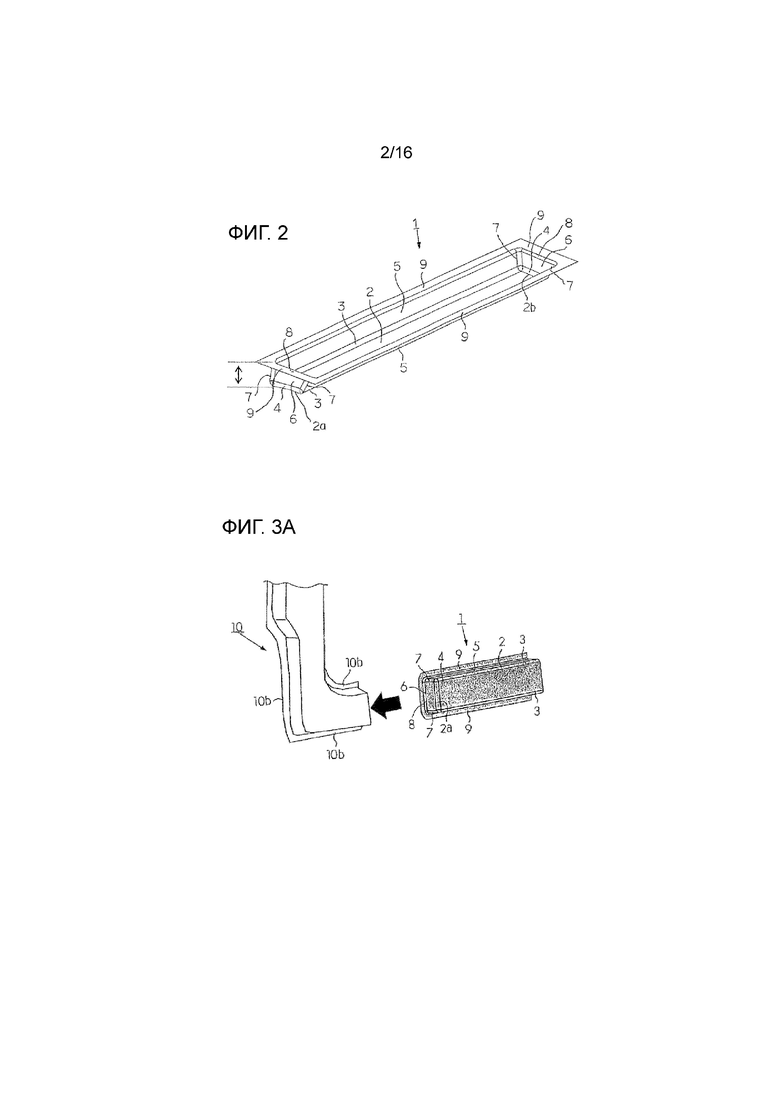
На фиг. 1 иллюстрируется окрестность оконечного участка 2a участка 2 верхней пластины в первом направлении d1. Однако, как показано на фиг. 2, в окрестности другого оконечного участка 2b участка 2 верхней пластины в первом направлении d1 могут быть сформированы второй выпуклый участок 4 линии ребра, концевая стенка 6, угловые стенки 7, вогнутый участок 8 линии ребра и продолжающийся наружу фланец 9. То есть концевая стенка 6 может быть сформирована только на одном конце участка 2 верхней пластины или может быть сформирована на обоих концах участка 2 верхней пластины.
Хотя это не показано на чертежах, участок 2 верхней пластины может иметь T-образную форму или Y-образную форму. В этом случае концевая стенка может быть сформирована на одном или больше концевых участках участка 2 верхней пластины.
В формованном вытяжкой изделии 1 радиус Rpl2 кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков 3 линии ребра, радиус Rps2 кривизны в поперечном сечении, перпендикулярном направлению продолжения, второго выпуклого участка 4 линии ребра, и радиус Rd2 кривизны в поперечном сечении, перпендикулярном направлению продолжения, вогнутого участка 8 линии ребра, составляют каждый 30 мм или меньше, в результате чего возможно получить высокие жесткость при изгибе и жесткость при кручении.
Радиус Rpl2 кривизны, радиус Rps2 кривизны и радиус Rd2 кривизны составляют каждый предпочтительно 20 мм или меньше, и более предпочтительно 10 мм или меньше.
В формованном вытяжкой изделии 1 угловой радиус Rpc2, представляющий собой радиус кривизны угловых стенок 7, если смотреть в направлении, перпендикулярном первому направлению d1 и второму направлению d2, в положении, расположенном на расстоянии 1,0 мм от границы между продолжающимся наружу фланцем 9 и вогнутым участком 8 линии ребра вдоль угловых стенок 7, составляет 30 мм или меньше, в результате чего возможно получить высокие жесткость при изгибе и жесткость при кручении.
Угловой радиус Rpc2 составляет предпочтительно 20 мм или меньше, и более предпочтительно 10 мм или меньше.
Кроме того, глубина h2 формования, представляющая собой расстояние между участком 2 верхней пластины и продолжающимся наружу фланцем 9 в направлении, перпендикулярном участку 2 верхней пластины, составляет 40 мм или больше, в результате чего возможно получить высокие жесткость при изгибе и жесткость при кручении.
Глубина h2 формования составляет предпочтительно 50 мм или больше, и более предпочтительно 70 мм или больше.
В известном уровне техники, в случае, когда элемент, имеющий предел прочности при растяжении 980 МПа или больше и U-образную форму поперечного сечения или прямоугольную форму поперечного сечения, должен быть отформован путем штамповки на глубину формования 40 мм или больше, будет трудным уменьшить радиус Rpl2 кривизны, радиус Rps2 кривизны, радиус Rd2 кривизны и угловой радиус Rpc2. Даже если такой элемент может быть отформован, будет трудным обеспечить высокую жесткость из-за складок, возникающих на боковой стенке и т.п.
В формованном вытяжкой изделии 1 в соответствии с рассматриваемым вариантом осуществления, за счет использования способа изготовления и устройства для изготовления, которые будут описаны позднее, даже в случае, когда глубина h2 формования задается 40 мм или больше, возможно получить желаемые радиус кривизны и угловой радиус, при этом подавляя возникновение складок на концевой стенке, боковой стенке или т.п.
В случае, когда глубина формования составляет 100 мм или больше, будет трудным обеспечить, чтобы радиус Rpl2 кривизны, радиус Rps2 кривизны, радиус Rd2 кривизны и угловой радиус Rpc2 были равны или меньше, чем h×0,3 мм, где h - глубина формования.
Так как концевая стенка 6 сформирована на оконечном участке 2a в первом направлении d1, формованное вытяжкой изделие 1 имеет не открытую корытообразную форму поперечного сечения, а U-образную форму поперечного сечения или прямоугольную форму поперечного сечения, образованную концевой стенкой 6, угловыми стенками 7, вогнутым участком 8 линии ребра и продолжающимся наружу фланцем 9. Поэтому возможно иметь высокие жесткость при изгибе и жесткость при кручении, при этом обеспечивая легкий вес. Соответственно, формованное вытяжкой изделие 1 может иметь высокую стойкость к столкновениям, и тем самым оно является подходящим для использования в качестве конструктивного элемента транспортного средства, такого как боковая часть нижнего обвязочного бруса, балка бампера, нижняя панель передней стойки, передняя стойка или средняя стойка.
На фиг. 3A-3С показаны пояснительные виды, схематически иллюстрирующие случай, когда формованное вытяжкой изделие 1 используется в качестве боковой части нижнего обвязочного бруса.
На фиг. 3A показан пояснительный вид, иллюстрирующий состояние перед присоединением формованного вытяжкой изделия 1 в качестве боковой части нижнего обвязочного бруса к нижней панели 10 передней стойки.
На фиг. 3B и фиг. 3C показаны пояснительные виды, иллюстрирующие первый пример и второй пример варианта осуществления, в котором формованное вытяжкой изделие 1 в качестве боковой части нижнего обвязочного бруса соединено с нижней панелью 10 передней стойки.
Как показано на фиг. 3A, формованное вытяжкой изделие 1 в качестве боковой части нижнего обвязочного бруса имеет U-образную форму поперечного сечения, так как образовано концевой стенкой 6, угловыми стенками 7, вогнутым участком 8 линии ребра и продолжающимся наружу фланцем 9.
Поэтому, как в первом примере, показанном на фиг. 3B, оконечный участок 2a в продольном направлении формованного вытяжкой изделия 1 в качестве боковой части нижнего обвязочного бруса прикреплен к внутренней поверхности 10a нижней панели 10 передней стойки, и оконечный участок 2a и внутренняя поверхность 10a приварены друг к другу, в результате чего жесткость соединения между формованным вытяжкой изделием 1 в качестве боковой части нижнего обвязочного бруса и нижней панелью 10 передней стойки может быть увеличена, и жесткость при изгибе или жесткость при кручении двигательного отсека могут быть увеличены посредством нижней панели 10 передней стойки или приборной панели.
Кроме того, как в первом примере, показанном на фиг. 3B, оконечный участок 2a в продольном направлении формованного вытяжкой изделия 1 в качестве боковой части нижнего обвязочного бруса также может быть размещен таким образом, что он будет отделен от внутренней поверхности 10a нижней панели 10 передней стойки, без крепления к ней. Например, как во втором примере, показанном на фиг. 3C, продолжающийся наружу фланец 9 перекрывается с продолжающимся наружу фланцем 10b нижней панели 10 передней стойки и приварен к нему, в результате чего жесткость соединения между формованным вытяжкой изделием 1 в качестве боковой части нижнего обвязочного бруса и нижней панелью 10 передней стойки может быть увеличена, и жесткость при изгибе или жесткость при кручении двигательного отсека могут быть увеличены посредством нижней панели 10 передней стойки или приборной панели.
2. Устройство для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с вариантом осуществления настоящего изобретения
Устройство для изготовления в соответствии с рассматриваемым вариантом осуществления представляет собой устройство для изготовления формованного вытяжкой изделия 1 и включает в себя первую матрицу, первый пуансон, первый держатель для заготовки, вторую матрицу, второй пуансон, второй держатель для заготовки и поджимающий инструмент.
2-1. Первая матрица, первый пуансон и первый держатель для заготовки
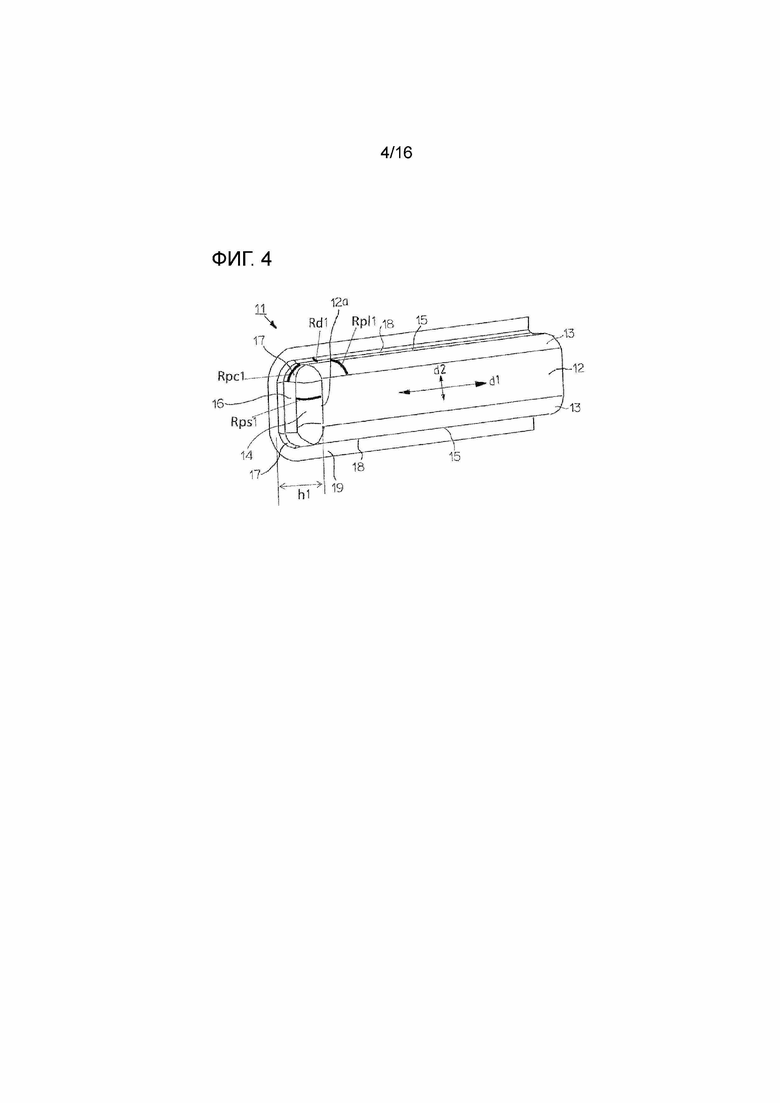
На фиг. 4 показан пояснительный вид, иллюстрирующий первое промежуточное формованное вытяжкой изделие 11, сформированное с помощью первого формовочного штампа, снабженного первой матрицей, первым пуансоном и первым держателем для заготовки. На фиг. 4 показана форма первого промежуточного формованного вытяжкой изделия 11 до его середины в первом направлении d1, и форма остальной части опущена.
С использованием первой матрицы, первого пуансона и первого держателя для заготовки, заготовка, имеющая предел прочности при растяжении 980 МПа или больше, или ее преформа, подвергается штамповке путем вытяжки, тем самым изготавливают первое промежуточное формованное вытяжкой изделие 11.
Как показано на фиг. 4, первое промежуточное формованное вытяжкой изделие 11 образовано промежуточным участком 12 верхней пластины, двумя промежуточными первыми выпуклыми участками 13 линии ребра, промежуточным вторым выпуклым участком 14 линии ребра, двумя промежуточными боковыми стенками 15, промежуточной концевой стенкой 16, двумя промежуточными угловыми стенками 17, промежуточным вогнутым участком 18 линии ребра и промежуточным продолжающимся наружу фланцем 19.
Промежуточный участок 12 верхней пластины имеет по существу плоскую форму и продолжается в первом направлении d1, обозначенном двунаправленной стрелкой на фиг. 4. Два промежуточных первых выпуклых участка 13 линии ребра сформированы непрерывным образом на обеих боковых сторонах, соответственно, во втором направлении d2 (направление, обозначенное двунаправленной стрелкой на фиг. 4 и являющееся перпендикулярным первому направлению d1 и вдоль промежуточного участка 12 верхней пластины), которое представляет собой направление ширины промежуточного участка 12 верхней пластины.
Промежуточный второй выпуклый участок 14 линии ребра является смежным с оконечным участком 12a промежуточного участка 12 верхней пластины в первом направлении d1 и соединен с двумя промежуточными первыми выпуклыми участками 13 линии ребра. Две промежуточные боковые стенки 15 являются смежными с двумя промежуточными первыми выпуклыми участками 13 линии ребра, соответственно. Промежуточная концевая стенка 16 является смежной с промежуточным вторым выпуклым участком 4 линии ребра.
Две промежуточные угловые стенки 17 являются смежными с двумя промежуточными боковыми стенками 15, соответственно, и промежуточной концевой стенкой 16, и являются изогнутыми на виде в плане (то есть, если смотреть в направлении, перпендикулярном первому направлению d1 и второму направлению d2). Дополнительно, две промежуточные угловые стенки 17, соответственно, являются смежными с граничными областями между промежуточными первыми выпуклыми участками 13 линии ребра и промежуточным вторым выпуклым участком 14 линии ребра. Промежуточный вогнутый участок 18 линии ребра является смежным с двумя промежуточными боковыми стенками 15, промежуточной концевой стенкой 16 и двумя промежуточными угловыми стенками 17. Кроме того, промежуточный продолжающийся наружу фланец 19 является смежным с промежуточным вогнутым участком 18 линии ребра.
В первом промежуточном формованном вытяжкой изделии 11 радиус Rpl1 кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух промежуточных первых выпуклых участков 13 линии ребра, радиус Rps1 кривизны в поперечном сечении, перпендикулярном направлению продолжения, промежуточного второго выпуклого участка 14 линии ребра, радиус Rd1 кривизны в поперечном сечении, перпендикулярном направлению продолжения, промежуточного вогнутого участка 18 линии ребра, соответственно, больше, чем радиус Rpl2 кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков 3 линии ребра, радиус Rps2 кривизны в поперечном сечении, перпендикулярном направлению продолжения, второго выпуклого участка 4 линии ребра, и радиус Rd2 кривизны в поперечном сечении, перпендикулярном направлению продолжения, вогнутого участка 8 линии ребра в формованном вытяжкой изделии 1.
Предпочтительно радиус Rpl1 кривизны, радиус Rps1 кривизны и радиус Rd1 кривизны в первом промежуточном формованном вытяжкой изделии 11, соответственно, от 1,2 до 30 раз больше радиусов Rpl2 кривизны, радиуса Rps2 кривизны и радиуса Rd2 кривизны в формованном вытяжкой изделии 1, чтобы выполнять формование без возникновения трещин или складок на первом этапе и втором этапе.
Промежуточный угловой радиус Rpc1, представляющий собой радиус кривизны промежуточных угловых стенок 17, если смотреть в направлении, перпендикулярном первому направлению d1 и второму направлению d2, в положении, расположенном на расстоянии 1,0 мм от границы между промежуточным продолжающимся наружу фланцем 19 и промежуточным вогнутым участком 18 линии ребра вдоль промежуточных угловых стенок 17, больше, чем угловой радиус Rpc2 в формованном вытяжкой изделии 1. Предпочтительно промежуточный угловой радиус Rpc1 от 1,2 до 30 раз больше углового радиуса Rpc2, чтобы выполнять формование без возникновения трещин или складок на первом этапе и втором этапе. Более предпочтительно промежуточный угловой радиус Rpc1 от 1,7 до 2,5 раз больше углового радиуса Rpc2.
Кроме того, промежуточная глубина h1 формования, представляющая собой расстояние между промежуточным участком 12 верхней пластины и промежуточным продолжающимся наружу фланцем 19 в направлении, перпендикулярном промежуточному участку 12 верхней пластины, больше, чем глубина h2 формования в формованном вытяжкой изделии 1. Предпочтительно промежуточная глубина h1 формования от 1,1 до 2,0 раз больше глубины h2 формования, чтобы выполнять формование без возникновения трещин или складок на втором этапе.
Более предпочтительно глубина h1 формования от 1,2 до 1,5 раз больше глубины h2 формования.
2-2. Вторая матрица, второй пуансон и второй держатель для заготовки
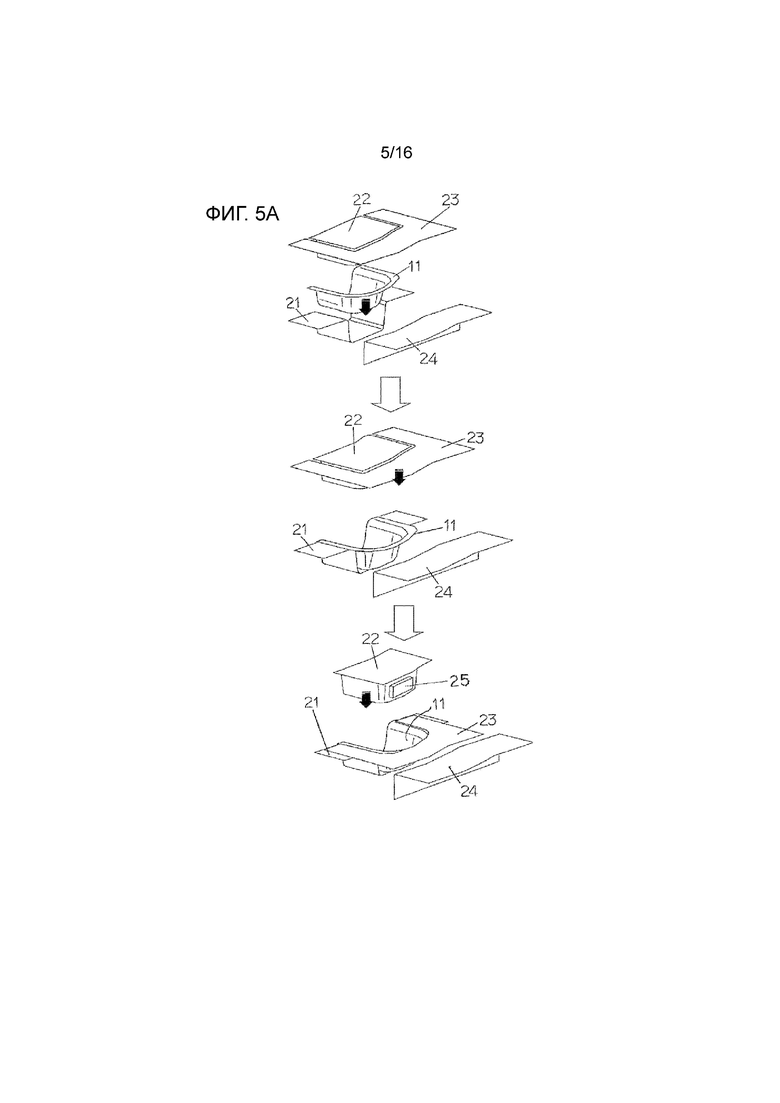
На фиг. 5A-5C показаны пояснительные виды, иллюстрирующие стадии с первой по третью процесса изготовления формованного вытяжкой изделия из первого промежуточного формованного вытяжкой изделия через второе промежуточное формованное вытяжкой изделие с использованием второго формовочного штампа, снабженного второй матрицей 21, вторым пуансоном 22 и вторым держателем 23 для заготовки, а также кулачкового элемента 24. Для удобства просмотра чертежей, на фиг. 5A-5C показаны рабочие поверхности второй матрицы 21, второго пуансона 22, второго держателя 23 для заготовки и кулачкового элемента 24.
Как показано на фиг. 5A и фиг. 5B, вторая матрица 21 вмещает в ней первое промежуточное формованное вытяжкой изделие 11. Второй держатель 23 для заготовки прижимает наружный краевой участок первого промежуточного формованного вытяжкой изделия 11. Далее, второй пуансон 22 перемещается относительно второй матрицы 21 в направлении смыкания штампа, в результате чего первое промежуточное формованное вытяжкой изделие 11 подвергается штамповке путем вытяжки.
Соответственно, возможно уменьшить радиус Rpl1 кривизны, радиус Rd1 кривизны и глубину h1 формования первого промежуточного формованного вытяжкой изделия 11, показанного на фиг. 4, и изготавливают второе промежуточное формованное вытяжкой изделие 31, имеющее радиус Rpl2 кривизны, радиус Rd2 кривизны и глубину h2 формования, равные этим параметрам в формованном вытяжкой изделии 1.
2-3. Поджимающий инструмент
В последующем описании в качестве примера приведен случай, когда кулачковый элемент 24 используется в качестве поджимающего инструмента. Однако поджимающий инструмент не ограничен кулачковым элементом 24, и любой инструмент, способный уменьшить промежуточный угловой радиус Rpc1 путем приложения давления к промежуточной концевой стенке 16 второго промежуточного формованного вытяжкой изделия 31 в первом направлении d1, может использоваться равным образом.
В случае использования кулачкового элемента 24 в качестве поджимающего инструмента, кулачковый элемент 24 работает за счет преобразования перемещения ползуна пресса, который имеет прикрепленные к нему второй пуансон 22, второй держатель 23 для заготовки и, в зависимости от конкретного случая, вторую матрицу 21 и перемещается вертикально, в горизонтальное перемещение с помощью механического механизма.
В случае использования поджимающего инструмента, отличающегося от кулачкового элемента, может использоваться пластинчатый элемент, работающий независимо от ползуна пресса и прикрепленный к гидравлическому устройству или электрическому устройству.
Далее, как показано на фиг. 5C, кулачковый элемент 24 прикладывает давление к промежуточной концевой стенке 16 второго промежуточного формованного вытяжкой изделия 31 в первом направлении d1 в состоянии, в котором второе промежуточное формованное вытяжкой изделие 31 удерживается второй матрицей 21, вторым пуансоном 22 и вторым держателем 23 для заготовки, чтобы уменьшить промежуточные угловой радиус Rpc1 и радиус Rps1 кривизны до углового радиуса Rpc2 и радиуса Rps2 в формованном вытяжкой изделии 1.
Одновременно, посредством встроенного во второй пуансон 22 внутреннего опорного элемента 25, который перемещается в направлении, отличающемся от направления штамповки, к внутренней поверхности промежуточной концевой стенки 16 второго промежуточного формованного изделия 31 прикладывается давление, чтобы подавлять возникновение складок в промежуточной концевой стенке 16.
На фиг. 6 показан вид сверху в разрезе, иллюстрирующий ситуацию формования в разные моменты времени в случае, когда кулачковый элемент 24 располагается снаружи от второй матрицы 21.
На фиг. 7 показан вид сбоку в разрезе, иллюстрирующий ситуацию формования в разные моменты времени в случае, когда кулачковый элемент 24 располагается снаружи от второй матрицы 21.
На фиг. 8 показан пояснительный вид, иллюстрирующий ситуацию формования в разные моменты времени в случае, когда кулачковый элемент 24 располагается внутри второй матрицы 21.
Как показано на фиг. 6 и фиг. 7, кулачковый элемент (поджимающий инструмент) может располагаться с возможностью перемещения в первом направлении d1 снаружи от второй матрицы 21, или, как показано на фиг. 8, может располагаться с возможностью перемещения в первом направлении d1 снаружи внутрь второй матрицы.
3. Способ изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства в соответствии с вариантом осуществления настоящего изобретения
В способе изготовления в соответствии с рассматриваемым вариантом осуществления, формованное вытяжкой изделие 1 изготавливают путем выполнения приведенных ниже этапов с первого по третий.
Первый этап. Заготовку, имеющую предел прочности при растяжении 980 МПа или больше, подвергают штамповке путем вытяжки с использованием первой матрицы, первого пуансона и первого держателя для заготовки, в результате чего формируют первое промежуточное формованное вытяжкой изделие 11, показанное на фиг. 4.
Второй этап. Как показано на фиг. 5A и фиг. 5B, первое промежуточное формованное вытяжкой изделие 11 подвергают штамповке с использованием второй матрицы 21, второго пуансона 22 и второго держателя 23 для заготовки, в результате чего изготавливают второе промежуточное формованное вытяжкой изделие 31.
Третий этап. Как показано на фиг. 5C, в состоянии, в котором второе промежуточное формованное вытяжкой изделие 31 удерживают второй матрицей 21, вторым пуансоном 22 и вторым держателем 23 для заготовки, к промежуточной концевой стенке 16 второго промежуточного формованного вытяжкой изделия 31 прилагают давление посредством кулачкового элемента 24 в первом направлении d1, чтобы уменьшить промежуточные угловой радиус Rpc1 и радиус Rps1 кривизны до углового радиуса Rpc2 и радиуса Rps2 кривизны в формованном вытяжкой изделии 1.
После третьего этапа, если требуется, участок для прижима в формованном вытяжкой изделии 1, прижимаемый вторым держателем 23 для заготовки, может быть отрезан.
Примеры
Штампованные изделия 40-46, показанные на фиг. 9A-9G, изготовлены с использованием листа из высокопрочной стали класса 1180 МПа, имеющего толщину 1,1 мм.
Штампованное изделие 40, показанное на фиг. 9A, представляет собой формованное изделие, изготовленное с помощью известного способа с использованием гибки, и имеет конструкцию без концевой стенки.
Штампованные изделия 41-46, показанные на фиг. 9B-9G, представляют собой формованные изделия, изготовленные с помощью способа с использованием вытяжки, показанного на фиг. 5A-5C, и имеют конструкцию, включающую в себя концевую стенку на одном концевом участке.
В штампованном изделии 40, показанном на фиг. 9A, радиус Rx кривизны выпуклого участка линии ребра был установлен величиной 5 мм.
В штампованных изделиях 41-46, показанных на фиг. 9B-9G, радиусы Rx кривизны выпуклых участков линии ребра были установлены величиной 5 мм, 10 мм, 20 мм, 30 мм, 40 мм и 50 мм, соответственно.
Как показано на фиг. 9A-9G, испытуемые изделия A-G были подготовлены путем крепления листа из высокопрочной стали, имеющего толщину листа 1,0 мм и предел прочности при растяжении класса 1180 МПа, в качестве заднего листа 50 (закрывающего листа), к фланцу каждого из штампованных изделий 40-46 с помощью контактной точечной сварки. Точки, обозначенные черными кружками на фиг. 9A-9G, представляют собой участки точечной сварки, шаг сварных точек составляет 30 мм, диаметр сварных составляет 3,3 мм.
На фиг. 10 показан пояснительный вид, иллюстрирующий условия измерения жесткости при кручении испытуемого изделия A, и единица измерения - мм.
Как показано на фиг. 10, один концевой участок испытуемого изделия A был полностью защемлен (закреплен) вместе с задним листом 50, закрашенная область на фиг. 10 смещалась в направлениях стрелок, чтобы приложить скручивающее смещение к конструктивному элементу транспортного средства, и выполнялась проверка жесткости при кручении.
Проверка жесткости при кручении испытуемых изделий B-G выполнялась аналогичным образом, и момент, создаваемый при каждом повороте на 1,5 градуса, представлен на графике на фиг. 11.
Как можно увидеть на графике на фиг. 11, жесткость при кручении испытуемых изделий B-G, имеющих U-образную форму поперечного сечения, значительно выше, чем жесткость при кручении испытуемого изделия A, имеющего открытую корытообразную форму поперечного сечения, при этом жесткость при кручении уменьшается, когда радиус Rx кривизны выпуклого участка линии ребра превышает 30 мм, как в испытуемых изделиях F и G.
Кроме того, выполнялось измерение жесткости при изгибе с использованием испытуемых изделий A-G, подготовленных описанным выше образом.
На фиг. 12 показан пояснительный вид, иллюстрирующий условия измерения жесткости при изгибе испытуемого изделия A, и единица измерения - мм.
Как показано на фиг. 12, для испытуемого изделия A проверка жесткости при изгибе выполнялась путем приложения смещения в положении, обозначенном стрелкой в закрашенной области на фиг. 12.
Проверка жесткости при изгибе испытуемых изделий B-G выполнялась аналогичным образом, и изгибающая нагрузка при приложении каждого смещения на 1,5 мм представлена на графике на фиг. 13.
Как можно увидеть на фиг. 13, жесткость при изгибе испытуемых изделий B-G, имеющих U-образную форму поперечного сечения, значительно выше, чем жесткость при изгибе испытуемого изделия A, имеющего открытую корытообразную форму поперечного сечения, при этом жесткость при изгибе уменьшается, когда радиус Rx кривизны выпуклого участка линии ребра превышает 30 мм, как в испытуемых изделиях F и G.
В качестве сравнительного примера, штампованное изделие, имеющие такие же размеры, как и штампованное изделие 41, показанное на фиг. 9B, было изготовлено путем выполнения вытяжки без использования внутреннего опорного элемента 25, показанного на фиг. 5A-5C, и заметные складки образовались на концевой стенке. Испытуемое изделие было подготовлено из штампованного изделия аналогичным образом, и измерялись жесткость при кручении и жесткость при изгибе, как было описано выше. Момент, создаваемый при повороте на 1,5 градуса, составлял 600 Н*м, изгибающая нагрузка при приложении смещения на 1,5 мм составляла 5,1 кН, и было подтверждено, что высокие жесткость при кручении и жесткость при изгибе не могут быть обеспечены.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
В соответствии с настоящим изобретением можно получить формованное вытяжкой изделие для конструктивного элемента транспортного средства, способ изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства и устройство для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства, способные повысить стойкость к столкновениям за счет достижения высокой жесткости, при этом обеспечивая уменьшение веса.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
1: формованное вытяжкой изделие для конструктивного элемента транспортного средства
2: участок верхней пластины
3: первый выпуклый участок линии ребра
4: второй выпуклый участок линии ребра
5: боковая стенка
6: концевая стенка
7: угловая стенка
8: вогнутый участок линии ребра
9: продолжающийся наружу фланец.

Группа изобретений относится к области транспортного машиностроения. Формованное вытяжкой изделие для конструктивного элемента транспортного средства содержит участок верхней пластины, выпуклые участки линии ребра, боковые стенки, концевую стенку, угловые стенки, вогнутый участок линии ребра и фланец, смежный с вогнутым участком линии ребра. Способ изготовления упомянутого изделия для конструктивного элемента включает этапы, на которых выполняют штамповку заготовки, имеющую предел прочности при растяжении 980 МПа или больше. Выполняют штамповку первого промежуточного формованного вытяжкой изделия путем вытяжки. Прикладывают давление к промежуточной концевой стенке второго промежуточного формованного вытяжкой изделия в первом направлении посредством поджимающего инструмента. Устройство для изготовления упомянутого изделия для конструктивного элемента содержит формовочные штампы и поджимающий инструмент. Достигается повышение жесткости конструктивного элемента транспортного средства. 3 н. и 11 з.п. ф-лы, 23 ил.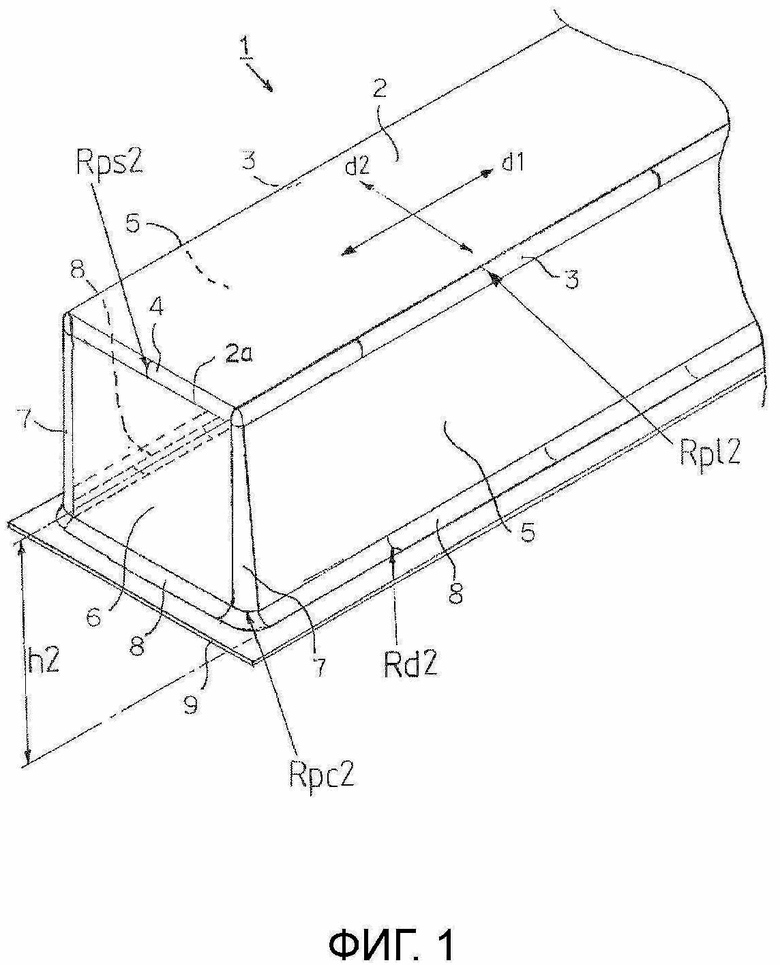
1. Формованное вытяжкой изделие для конструктивного элемента транспортного средства, имеющее предел прочности при растяжении 980 МПа или больше и содержащее:
участок верхней пластины, продолжающийся в первом направлении;
два первых выпуклых участка линии ребра, смежных с обеими боковыми сторонами участка верхней пластины во втором направлении, перпендикулярном первому направлению и вдоль участка верхней пластины;
второй выпуклый участок линии ребра, смежный с оконечным участком участка верхней пластины в первом направлении и соединенный с двумя первыми выпуклыми участками линии ребра;
две боковые стенки, смежные с двумя первыми выпуклыми участками линии ребра;
концевую стенку, смежную со вторым выпуклым участком линии ребра;
две угловые стенки, смежные с двумя боковыми стенками и концевой стенкой и имеющие изогнутую форму, если смотреть в направлении, перпендикулярном первому направлению и второму направлению;
вогнутый участок линии ребра, смежный с двумя боковыми стенками, концевой стенкой и двумя угловыми стенками; и
продолжающийся наружу фланец, смежный с вогнутым участком линии ребра,
при этом радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра составляет 30 мм или меньше,
угловой радиус, представляющий собой радиус кривизны угловой стенки, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, в положении, расположенном на расстоянии 1,0 мм от границы между продолжающимся наружу фланцем и вогнутым участком линии ребра вдоль угловой стенки, составляет 30 мм или меньше, и
глубина формования, представляющая собой расстояние между участком верхней пластины и продолжающимся наружу фланцем в направлении, перпендикулярном участку верхней пластины, составляет 40 мм или больше.
2. Формованное вытяжкой изделие для конструктивного элемента транспортного средства по п.1, в котором концевая стенка, две угловые стенки, вогнутый участок линии ребра и продолжающийся наружу фланец сформированы на обоих концах в первом направлении.
3. Формованное вытяжкой изделие для конструктивного элемента транспортного средства по п.1 или 2, в котором формованное вытяжкой изделие представляет собой любое из группы, состоящей из боковой части нижнего обвязочного бруса, балки бампера, нижней панели передней стойки, передней стойки и средней стойки.
4. Способ изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства по любому из пп.1-3, включающий:
первый этап выполнения штамповки заготовки, имеющей предел прочности при растяжении 980 МПа или больше, путем вытяжки с использованием первой матрицы, первого пуансона и первого держателя для заготовки, чтобы тем самым сформировать первое промежуточное формованное вытяжкой изделие, которое включает в себя промежуточный участок верхней пластины, продолжающийся в первом направлении, два промежуточных первых выпуклых участка линии ребра, смежных с обеими боковыми сторонами промежуточного участка верхней пластины во втором направлении, перпендикулярном первому направлению, промежуточный второй выпуклый участок линии ребра, смежный с оконечным участком промежуточного участка верхней пластины в первом направлении и соединенный с двумя промежуточными первыми выпуклыми участками линии ребра, две промежуточные боковые стенки, соединенные с двумя промежуточными первыми выпуклыми участками линии ребра, промежуточную концевую стенку, смежную с промежуточным вторым выпуклым участком линии ребра, две промежуточные угловые стенки, смежные с двумя промежуточными боковыми стенками и промежуточной концевой стенкой и имеющие изогнутую форму, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, промежуточный вогнутый участок линии ребра, смежный с двумя промежуточными боковыми стенками, промежуточной концевой стенкой и двумя промежуточными угловыми стенками, и промежуточный продолжающийся наружу фланец, смежный с промежуточным вогнутым участком линии ребра, и в котором радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра больше, чем радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра в формованном вытяжкой изделии, промежуточный угловой радиус, представляющий собой радиус кривизны промежуточной угловой стенки, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, в положении, расположенном на расстоянии 1,0 мм от границы между промежуточным продолжающимся наружу фланцем и промежуточным вогнутым участком линии ребра вдоль промежуточной угловой стенки, больше, чем угловой радиус угловой стенки в формованном вытяжкой изделии, и промежуточная глубина формования, представляющая собой расстояние между промежуточным участком верхней пластины и промежуточным продолжающимся наружу фланцем в направлении, перпендикулярном промежуточному участку верхней пластины, больше, чем глубина формования в формованном вытяжкой изделии;
второй этап выполнения штамповки первого промежуточного формованного вытяжкой изделия путем вытяжки с использованием второй матрицы, второго пуансона и второго держателя для заготовки, чтобы уменьшить радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра, и промежуточную глубину формования, чтобы тем самым сформировать второе промежуточное формованное вытяжкой изделие, которое имеет радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра в формованном вытяжкой изделии, и имеет глубину формования; и
третий этап приложения давления к промежуточной концевой стенке второго промежуточного формованного вытяжкой изделия в первом направлении посредством поджимающего инструмента, при этом к внутренней поверхности промежуточной концевой стенки первого промежуточного формованного вытяжкой изделия прикладывается давление посредством внутреннего опорного элемента, встроенного во второй пуансон, в состоянии, в котором второе промежуточное формованное вытяжкой изделие удерживается второй матрицей, вторым пуансоном и вторым держателем для заготовки, чтобы тем самым уменьшить промежуточный угловой радиус промежуточной угловой стенки.
5. Способ изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства по п.4, в котором промежуточная глубина формования от 1,1 до 2,0 раз больше глубины формования, радиусы кривизны двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра от 1,2 до 30 раз больше радиусов кривизны двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра, соответственно, и промежуточный угловой радиус от 1,2 до 30 раз больше углового радиуса.
6. Способ изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства по п.4 или 5, в котором поджимающий инструмент располагается с возможностью перемещения в первом направлении снаружи от второй матрицы.
7. Способ изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства по п.4 или 5, в котором поджимающий инструмент располагается с возможностью перемещения в первом направлении снаружи внутрь второй матрицы.
8. Устройство для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства по любому из пп.1-3, содержащее:
первый формовочный штамп, имеющий первую матрицу, первый пуансон и первый держатель для заготовки;
второй формовочный штамп, имеющую вторую матрицу, второй пуансон и второй держатель для заготовки; и
поджимающий инструмент,
при этом первый формовочный штамп выполняет штамповку заготовки, имеющей предел прочности при растяжении 980 МПа или больше, путем вытяжки, чтобы тем самым сформировать первое промежуточное формованное вытяжкой изделие, которое включает в себя промежуточный участок верхней пластины, продолжающийся в первом направлении, два промежуточных первых выпуклых участка линии ребра, смежных с обеими боковыми сторонами промежуточного участка верхней пластины во втором направлении, перпендикулярном первому направлению, промежуточный второй выпуклый участок линии ребра, смежный с оконечным участком промежуточного участка верхней пластины в первом направлении и соединенный с двумя промежуточными первыми выпуклыми участками линии ребра, две промежуточные боковые стенки, соединенные с двумя промежуточными первыми выпуклыми участками линии ребра, промежуточную концевую стенку, смежную с промежуточным вторым выпуклым участком линии ребра, две промежуточные угловые стенки, смежные с двумя промежуточными боковыми стенками и промежуточной концевой стенкой и имеющие изогнутую форму, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, промежуточный вогнутый участок линии ребра, смежный с двумя промежуточными боковыми стенками, промежуточной концевой стенкой и двумя промежуточными угловыми стенками, и промежуточный продолжающийся наружу фланец, смежный с промежуточным вогнутым участком линии ребра, и в котором радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра больше, чем радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра в формованном вытяжкой изделии, промежуточный угловой радиус, представляющий собой радиус кривизны промежуточной угловой стенки, если смотреть в направлении, перпендикулярном первому направлению и второму направлению, в положении, расположенном на расстоянии 1,0 мм от границы между промежуточным продолжающимся наружу фланцем и промежуточным вогнутым участком линии ребра вдоль промежуточной угловой стенки, больше, чем угловой радиус угловой стенки в формованном вытяжкой изделии, и промежуточная глубина формования, представляющая собой расстояние между промежуточным участком верхней пластины и промежуточным продолжающимся наружу фланцем в направлении, перпендикулярном промежуточному участку верхней пластины, больше, чем глубина формования в формованном вытяжкой изделии,
второй формовочный штамп выполняет штамповку первого промежуточного формованного вытяжкой изделия путем вытяжки, чтобы уменьшить радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра, и промежуточную глубину формования, чтобы тем самым сформировать второе промежуточное формованное вытяжкой изделие, которое имеет радиус кривизны в поперечном сечении, перпендикулярном направлению продолжения, каждого из двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра в формованном вытяжкой изделии, и имеет глубину формования, и
поджимающий инструмент прикладывает давление к промежуточной концевой стенке второго промежуточного формованного вытяжкой изделия в первом направлении, при этом к внутренней поверхности промежуточной концевой стенки первого промежуточного формованного вытяжкой изделия прикладывается давление посредством внутреннего опорного элемента, встроенного во второй пуансон, в состоянии, в котором второе промежуточное формованное вытяжкой изделие удерживается вторым формовочным штампом, чтобы тем самым уменьшить промежуточный угловой радиус промежуточной угловой стенки.
9. Устройство для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства по п.8, в котором промежуточная глубина формования от 1,1 до 2,0 раз больше глубины формования, радиусы кривизны двух промежуточных первых выпуклых участков линии ребра, промежуточного второго выпуклого участка линии ребра и промежуточного вогнутого участка линии ребра от 1,2 до 30 раз больше радиусов кривизны двух первых выпуклых участков линии ребра, второго выпуклого участка линии ребра и вогнутого участка линии ребра, соответственно, и промежуточный угловой радиус от 1,2 до 30 раз больше углового радиуса.
10. Устройство для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства по п.8 или 9, в котором поджимающий инструмент расположен с возможностью перемещения в первом направлении снаружи от второй матрицы.
11. Устройство для изготовления формованного вытяжкой изделия для конструктивного элемента транспортного средства по п.8 или 9, в котором поджимающий инструмент расположен с возможностью перемещения в первом направлении снаружи внутрь второй матрицы.
| JP 2007190588 A, 02.08.2007 | |||
| CN 1589989 A, 09.03.2005 | |||
| WO 2016043326 A1, 24.03.2016 | |||
| JP 2011098370 A, 19.05.2011 | |||
| EP 3031545 A1, 15.06.2016 | |||
| КОНСТРУКЦИЯ ОСНОВАНИЯ АВТОМОБИЛЯ | 2011 |
|
RU2548203C2 |

