Изобретение относится к области кузнечно-прессового оборудования и может быть использована, в частности, для изготовления кованых изделий с переменным сечением по длине, изогнутых и скрученных в пространстве, изделий художественной ковки, а также изделий из профильной трубы и проката круглого и квадратного сечения, листов из металла различной толщины.
К заявленному устройству и способу известен аналог способ получения изделий с криволинейными участками из профильных труб и устройство для его реализации №2508958, МПК B21D 7/02, по заявке №2012130291/02, от 16.07.2012, опубл. 10.03.2014, включающий видоизменение, преимущественно, прокаткой поперечного сечения трубы перед гибкой, предпочтительно, по всей длине, деформирование как минимум одного конца упомянутой трубы по непрокатанным сторонам, установку указанного конца в паз гибочного устройства и гибку по непрокатанным сторонам. Профиль трубы изменяют путем образования как минимум на двух ее противоположных сторонах ребер жесткости, преимущественно, прокаткой вовнутрь части стенки трубы на упомянутых сторонах, при этом высоту ребра выбирают из соотношения  где: h - высота ребра,
где: h - высота ребра,  - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения
- толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения  , где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы.
, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы.
Ребра жесткости образуют на двух сторонах трубы. Ввысоту ребра выбирают из соотношения  , где: h - высота ребра, - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения
, где: h - высота ребра, - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения  , где: S1 - ширина прокатываемой части стенки трубы, S -ширина профиля трубы. Деформируют оба конца трубы по непрокатанным сторонам. В зоне реза заготовку деформируют таким образом, что ребра жесткости соприкасаются или практически соприкасаются между собой с образованием прямолинейного или практически прямолинейного участка с переходными зонами от упомянутого участка к основному материалу, причем длину упомянутого прямолинейного участка выбирают из соотношения
, где: S1 - ширина прокатываемой части стенки трубы, S -ширина профиля трубы. Деформируют оба конца трубы по непрокатанным сторонам. В зоне реза заготовку деформируют таким образом, что ребра жесткости соприкасаются или практически соприкасаются между собой с образованием прямолинейного или практически прямолинейного участка с переходными зонами от упомянутого участка к основному материалу, причем длину упомянутого прямолинейного участка выбирают из соотношения  , где: L - общая длина образованного прямолинейного участка, l1 - длина прямолинейного участка до линии реза, l2 - длина прямолинейного участка после линии реза, l3 - ширина реза, причем резку трубы на заготовки требуемой длины производят одновременно с деформацией, при этом длину переходного участка выбирают из соотношения
, где: L - общая длина образованного прямолинейного участка, l1 - длина прямолинейного участка до линии реза, l2 - длина прямолинейного участка после линии реза, l3 - ширина реза, причем резку трубы на заготовки требуемой длины производят одновременно с деформацией, при этом длину переходного участка выбирают из соотношения  , где: S - ширина профиля трубы. Длину переходного участка выбирают из соотношения
, где: S - ширина профиля трубы. Длину переходного участка выбирают из соотношения  , где: S - ширина профиля трубы. Устройство для получения изделий с криволинейными участками из профильных труб способом по любому из пп. 1-6 характеризуется тем, что оно содержит как минимум два прокатных формовочных диска с прижимным устройством и поперечным профилем каждого диска, выполненным из условия обеспечения при прокатке высоты ребра, исходя из соотношения
, где: S - ширина профиля трубы. Устройство для получения изделий с криволинейными участками из профильных труб способом по любому из пп. 1-6 характеризуется тем, что оно содержит как минимум два прокатных формовочных диска с прижимным устройством и поперечным профилем каждого диска, выполненным из условия обеспечения при прокатке высоты ребра, исходя из соотношения  , где: h - высота ребра, - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения
, где: h - высота ребра, - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения  , где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Поперечный профиль каждого диска выполнен из условия обеспечения при прокатке высоты ребра, исходя из соотношения
, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Поперечный профиль каждого диска выполнен из условия обеспечения при прокатке высоты ребра, исходя из соотношения  , где: h - высота ребра, - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения
, где: h - высота ребра, - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения  , где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы.
, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы.
В устройстве как минимум один прокатный формовочный диск выполнен разборным, содержащим диск, на наружной поверхности которого выполнен профиль для формирования ответного профиля на поверхности трубы, и две прижимные шайбы, установленные с обеих сторон диска и образующие ручей для обрабатываемой заготовки, при этом зазор на сторону между поверхностью прижимной шайбы и стенкой трубы
составляет  , где:
, где:  - зазор между поверхностью прижимной шайбы и стенкой трубы, - толщина стенки трубы.
- зазор между поверхностью прижимной шайбы и стенкой трубы, - толщина стенки трубы.
Недостатки: недостаточно высокая производительность труда связана с наличием концентраторов напряжений в месте выдавливания части заготовки, что приводит к утончению и риску разрыва металла по всему сечению заготовки и, как следствие, значительная зависимость качества проката от равномерности толщины стенок заготовки, а также невозможность достаточно глубокого изменения поперечного сечения заготовки для получения более четкого рисунка, связана с наличием значительного количества бракованных изделий и быстрым износом инструмента в местах концентраторов напряжений.
Известен наиболее близкий аналог устройство для гибки профильных труб в патенте на полезную модель №104102, МПК B21D 7/02, по заявке №2011101249/02, от 12.01.2011, опубл. 10.05.2011, содержащее шаблон с рабочей поверхностью, закрепленный на планшайбе, имеющей отверстия для последовательной установки друг за другом вспомогательных шаблонов с рабочими поверхностями, гибочный элемент, зафиксированный относительно оси от поворота фиксатором и установленный над планшайбой с возможностью регулирования планки в продольном направлении в направляющей, закрепленной на станине, имеющий паз для установки заготовки, в стенке которого вмонтирован пуансон-фиксатор с острой кромкой для фиксации заготовки. Шаблон с рабочей поверхностью, закрепленный на планшайбе, выполнен с пазом, размеры которого соответствуют толщине заготовки, вспомогательные шаблоны закреплены относительно друг друга посредством фиксатора перед началом работы станка и установлены сразу все в необходимом количестве, которое соответствует количеству витков заготовки, гибочный элемент в виде упора при перестройке станка на новую заготовку имеет возможность переустановки в выполненные по оси отверстия, количество и расстояние между которыми соответствует количеству витков заготовки.
Недостатки: недостаточно высокая производительность труда, связанная с тем, что необходимо предварительно сплющивать конец заготовки, что приводит к затратам времени и применению дополнительных сторонних устройств.
К заявленному способу известен аналог способ гибки профильных труб и устройство для его осуществления в описании к патенту на изобретение №2365450, МПК B21D 7/02, по заявке №2008100903/02, от 09.01.2008, опубл. 27.08.2009, включающий изгибание заготовки последовательно по участкам в гибочном устройстве, причем перед гибкой две противоположные стороны заготовки прокатывают вовнутрь до заданной глубины и конфигурации, затем изгибаемый конец ее сплющивают по непрокатанным сторонам, вставляют в паз гибочного устройства и производят гибку по непрокатанным сторонам. Устройство для гибки профильных труб содержит шаблон с рабочей поверхностью и пазом для установки заготовки, гибочный инструмент на оси, причем шаблон закреплен на планшайбе, имеющей отверстия для последовательной установки друг за другом вспомогательных шаблонов с рабочими поверхностями, гибочный инструмент зафиксирован относительно оси от поворота фиксатором и установлен над планшайбой с возможностью регулирования планки в продольном направлении в направляющей, закрепленной на станине, а в стенке паза шаблона вмонтирован пуансон-фиксатор с острой кромкой для фиксации заготовки.
Недостатки: недостаточно высокая производительность труда, связанная с тем, что невозможно получить изделие за одно вращение, т.к. гибочный инструмент необходимо останавливать каждый раз для установки очередного гибочного шаблона. Необходимо предварительного сплющивать, как минимум один конец заготовки, что приводит к затратам времени и применению дополнительных сторонних устройств.
Кроме этого способ подготовки заготовок перед гибкой, представленный в формуле и подразумевающий деформацию как минимум двух сторон заготовки преимущественно прокаткой по всей длине, сопряжен с наличием концентраторов напряжений в месте выдавливания части заготовки, что приводит к утончению и риску разрыва металла по всей длине заготовки и, как следствие, наличие значительного количества бракованных изделий быстрого износа инструмента в местах концентраторов напряжений.
Единый технический результат: создание устройства для гибки мерных заготовок из предварительно прокатанных профильных труб квадратного сечения и способа, реализуемого с помощью этого устройства, которые обеспечили бы повышение производительности труда за счет уменьшения концентраторов напряжений в месте выдавливания части заготовки, что приводит к повышению качества проката заготовки, снижению количества бракованных изделий и повышению срока службы инструмента в местах концентраторов напряжений, за счет возможности получения готового изделия за одно вращение без остановки с одновременным сплющиванием конца заготовки во время гибки.
В части устройства для гибки мерных заготовок из предварительно прокатанных профильных труб квадратного сечения технический результат достигается за счет того, что оно содержит диск с отверстием, закрепленный с возможностью вращения на выходном валу привода, гибочный инструмент с приемной полостью для размещения заготовки, содержащей неподвижную оправку с отверстием, жестко закрепленной в центре указанного диска, нажимную оправку, установленную на оси, проходящей через отверстие в нажимной оправке и диске, причем указанная приемная полость образована тыльными сторонами неподвижной и нажимной оправок в раскрытом состоянии, по меньшей мере одну дополнительную оправку, закрепленную на нажимной оправке, стопор для точного позиционирования нажимной оправки во время вращения на диске, упор, закрепленный над диском, и расположенный на тыльной стороне нажимной оправки сдавливающий эксцентрик для сплющивания заготовки, при этом нажимная оправка выполнена со стопорной плоскостью и отверстиями для крепления упомянутых дополнительных оправок с помощью штифта, причем каждая дополнительная оправка выполнена с плоскостью, ответной стопорной плоскости нажимной оправки.
В отличие от аналогов при использовании заявляемого устройства конец заготовки укладывают в приемную полость гибочного инструмента, которая образована тыльными сторонами нажимной и неподвижной оправок в раскрытом состоянии, таким образом, чтобы заготовка непрокатанными сторонами соприкасалась с тыльными сторонами оправок, затем диск приводится во вращение и нажимная оправка лицевой стороной соприкасается с упором и начинает поворачиваться на оси так, что сдавливающий эксцентрик зажимает конец заготовки и начинает постепенно сплющивать его. По мере дальнейшего вращения нажимная оправка продолжает поворачиваться на оси, сдавливает конец заготовки до тех пор, пока тыльная сторона нажимной оправки не соприкоснется со стопором. После этого нажимная оправка больше не поворачивается на оси и заготовка начинает повторять контур лицевых поверхностей неподвижной и нажимной оправок.
Дополнительные оправки при дальнейшем вращении диска скользят вдоль упора, одновременно поворачиваясь на штифте относительно нажимной оправки до тех пор, пока не соприкоснется со стопорной плоскостью. После этого заготовка продолжает повторять контур лицевой поверхности нажимной оправки и дополнительной оправок. Получают изделие за одно вращение, нет необходимости устройство для гибки профильных труб останавливать каждый раз для установки очередного гибочного шаблона. Нет необходимости предварительно сплющивать, как минимум один конец заготовки. Исключается операции сдавливания концов заготовки по непрокатанным сторонам, конец заготовки сплющивается непосредственно во время гибки.
В отличие от аналогов при использовании заявляемого устройства обеспечивается повышение производительности труда за счет уменьшения концентраторов напряжений в месте выдавливания части заготовки, что приводит к повышению качества проката заготовки, снижению количества бракованных изделий и быстрого износа инструмента в местах концентраторов напряжений.
Это обеспечивается за счет того, что заявляемое устройство содержит диск с отверстием, закрепленный с возможностью вращения на выходном валу привода, гибочный инструмент с приемной полостью для размещения заготовки, содержащей неподвижную оправку с отверстием, жестко закрепленной в центре указанного диска, нажимную оправку, установленную на оси, проходящей через отверстие в нажимной оправке и диске, причем указанная приемная полость образована тыльными сторонами неподвижной и нажимной оправок в раскрытом состоянии, по меньшей мере одну дополнительную оправку, закрепленную на нажимной оправке, стопор для точного позиционирования нажимной оправки во время вращения на диске, упор, закрепленный над диском, и расположенный на тыльной стороне нажимной оправки сдавливающий эксцентрик для сплющивания заготовки, при этом нажимная оправка выполнена со стопорной плоскостью и отверстиями для крепления упомянутых дополнительных оправок с помощью штифта, причем каждая дополнительная оправка выполнена с плоскостью, ответной стопорной плоскости нажимной оправки.
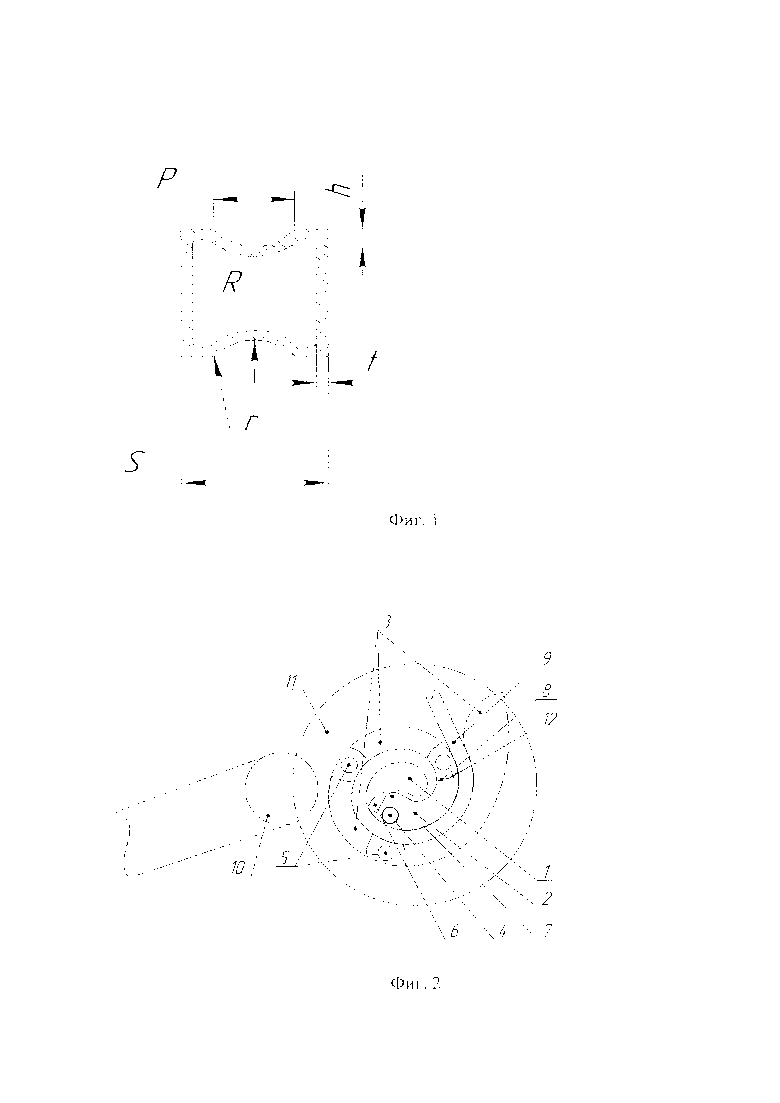
В части способа изготовления изогнутых изделий из профильной трубы квадратного сечения технический результат достигается за счет того, он включает предварительную прокатку профильной трубы с двух противоположных сторон по всей длине с образованием декоративных выдавок заданной конфигурации на двух противоположных прокатываемых сторонах заготовки, между двумя вращающимися валками, имеющими выступы в форме получаемых выдавок, профильной трубы квадратного сечения, при этом каждую выдавку выполняют по центру деформированной стенки выпуклой формы, радиусом R=(0,2÷0,7)s и глубиной, составляющей h=(1÷3)t, при соблюдении условия: h≤3t, ширина выдавки р=(0,2÷0,7)s, перехода от радиуса выдавки до плеча заготовки выполняют радиусом r=(0,1÷30,6)R, при толщине стенки трубы r(0,5÷3)t,
где: h - глубина продавливания в нижней точке от края заготовки;
t - толщиной стенки трубы;
s - ширина деформируемой стенки,
резку трубы па мерные заготовки и гибку мерной заготовки посредством устройства по п. 1, причем мерную заготовку размещают в приемной полости гибочного инструмента с обеспечением соприкосновения ее прокаточных сторон с тыльными сторонами неподвижной и нажимной оправок, затем осуществляют скручивание заготовки посредством нажимной оправки с обеспечением сплющивания и соприкосновения между собой двух непрокатанных сторон конца заготовки, при этом гибку осуществляют на дополнительных оправках без остановки диска.
В отличие от аналогов при использовании заявляемого способа обеспечивается повышение производительности труда за счет уменьшения концентраторов напряжений в месте выдавливания части заготовки, что приводит к повышению качества проката заготовки, снижению количества бракованных изделий и быстрого износа инструмента в местах концентраторов напряжений.
Это достигается за счет того, что заявляемый способ включает предварительную прокатку профильной трубы с двух противоположных сторон по всей длине с образованием декоративных выдавок заданной конфигурации на двух ее противоположных прокатываемых сторонах, между двумя вращающимися валками, имеющими выступы в форме получаемых выдавок, профильной трубы квадратного сечения, при этом каждую выдавку выполняют по центру деформированной стенки выпуклой формы, радиусом R=(0,2÷0,7)s и глубиной, составляющей h=(1÷3)t, при соблюдении условия: h≤3t, ширина выдавки р=(0,2÷0,7)s, перехода от радиуса выдавки до плеча заготовки выполняют радиусом r=(0,1÷0,6)R, при толщине стенки трубы r(0,5÷3)t,
где: h - глубина продавливания в нижней точке от края заготовки;
t - толщиной стенки трубы;
s - ширина деформируемой стенки,
резку трубы па мерные заготовки и гибку мерной заготовки посредством устройства по п. 1, причем мерную заготовку размещают в приемной полости гибочного инструмента с обеспечением соприкосновения ее непрокаточных сторон с тыльными сторонами неподвижной и нажимной оправок, затем осуществляют скручивание заготовки посредством нажимной оправки с обеспечением сплющивания и соприкосновения между собой двух непрокатанных сторон конца заготовки, при этом гибку осуществляют на дополнительных оправках без остановки диска.
Наилучшие показатели получении заявляемого способа гибки профильных труб обеспечивают повышение производительности труда за счет уменьшения концентраторов напряжений в месте выдавливания части заготовки, что приводит к повышению качества проката заготовки, снижению количества бракованных изделий и быстрого износа инструмента
в местах концентраторов напряжений проявляются при значении h=2,1 где: h - глубина продавливания в наинизшей точке от края заготовки. Вы давка на стенке трубы имеет выпуклую форму с радиусом R=5, где R - радиус выполнения выдавки. S=15 - типоразмер заготовки, при условии, что h≤3t., ширина выдавки р=8,4 располагается строго по центру деформируемой стенки, переход г от радиуса выдавки R до плеча заготовки выполняют r=1,8.
В отличие от аналогов при использовании заявляемого способа обеспечивается повышение производительности труда за счет уменьшения концентраторов напряжений в месте выдавливания части заготовки, что приводит к повышению качества проката заготовки, снижению количества бракованных изделий и быстрого износа инструмента в местах концентраторов напряжений.
Это достигается за счет того, что заявляемый способ включает предварительную прокатку профильной трубы с двух противоположных сторон по всей длине с образованием декоративных выдавок заданной конфигурации на двух ее противоположных прокатываемых сторонах, между двумя вращающимися валками, имеющими выступы в форме получаемых выдавок, профильной трубы квадратного сечения, при этом каждую выдавку выполняют по центру деформированной стенки выпуклой формы, радиусом R=(0,2÷0,7)s и глубиной, составляющей h=(1÷3)t, при соблюдении условия: h≤3t, ширина выдавки р=(0,2÷0,7)s, перехода от радиуса выдавки до плеча заготовки выполняют радиусом r=(0,1÷0,6)R, при толщине стенки трубы r(0,5÷3)t,
где: h - глубина продавливания в нижней точке от края заготовки;
t - толщиной стенки трубы;
s - ширина деформируемой стенки,
резку трубы па мерные заготовки и гибку мерной заготовки посредством устройства по п. 1, причем мерную заготовку размещают в приемной полости гибочного инструмента с обеспечением соприкосновения ее непрокаточных сторон с тыльными сторонами
неподвижной и нажимной оправок, затем осуществляют скручивание заготовки посредством нажимной оправки с обеспечением сплющивания и соприкосновения между собой двух непрокатанных сторон конца заготовки, при этом гибку осуществляют на дополнительных оправках без остановки диска.
В части устройства и способа наличие отличительных от прототипа существенных признаков позволяет признать заявляемое техническое решение новым.
Из уровня техники не выявлены технические решения, содержащие признаки, совпадающие с отличительными признаками заявляемого способа и устройства, поэтому заявляемый способ и устройство отвечают критерию изобретательского уровня.
Возможность осуществления заявляемого изобретения в промышленности позволяет признать его соответствующим критерию промышленной применимости.
Заявляемое устройство поясняется чертежом, где
на фиг.2 изображено устройство с готовым изделием в момент окончания вращения.
Устройство для гибки мерных заготовок из предварительно прокатанных профильных труб квадратного сечения содержит диск 11, закрепленный на выходном валу привода, гибочный инструмент, состоящий из неподвижной оправки 1 и нажимной оправки 2, дополнительные оправки 3. Неподвижная оправка 1 жестко закреплена в центре вращающегося диска 11, который в свою очередь закрепляется на выходном валу привода (не показан). Нажимная оправка 2 установлена на оси 4. Ось проходит через отверстие в нажимной оправке 2 и диске 11. В раскрытом состоянии тыльные стороны неподвижной и нажимной оправок 1, 2 образуют приемную полость 6, в которую устанавливают заготовку 9. На тыльной стороне нажимной оправки 2 имеется сдавливающий эксцентрик 7, который предназначен для сплющивания трубы во время вращения. На диске 11 имеется стопор 12 для точного позиционирования нажимной оправки 2 во время вращения на диске 11. На другом конце нажимной оправки 2 имеется отверстие для крепления дополнительных оправок 3 с помощью штифта 5. В нажимной оправке 2 имеется стопорная плоскость 8 для точного позиционирования дополнительных оправок 3 в нажимной оправке 2. На каждой дополнительной оправке 3 имеются стопорные плоскости 8 для фиксации оправок в необходимом положении во время гибки, а на каждой последующей дополнительной оправке 3 выполнены ответные плоскости (не показаны). Над диском 11 закреплен упор 10, который предназначен для надавливания на нажимную оправку 2 во время сплющивания заготовки.
Работа заявляемого устройства.
Заготовку 9 укладывают в приемную полость 6 гибочного инструмента, которая образована нажимной оправкой 2 и неподвижной оправкой 1 в раскрытом состоянии, таким образом, чтобы заготовка 9 непрокатанными сторонами соприкасалась с тыльными сторонами оправок 1, 2. Затем диск 11 приводится во вращение и нажимная оправка 2 лицевой стороной соприкасается с упором 10 и начинает поворачиваться на оси 4 так, что сдавливающий эксцентрик 7 зажимает конец заготовки и начинает постепенно сплющивать его. По мере дальнейшего вращения нажимная оправка 2 продолжает поворачиваться на оси 4, сдавливает конец заготовки 9 до тех пор, пока тыльная сторона нажимной оправки 2 не соприкоснется со стопором 12. После этого нажимная оправка 2 больше не поворачивается на оси 4 и заготовка начинает повторять контур лицевых поверхностей неподвижной и нажимной оправок 1, 2. Дополнительные оправки 3 при дальнейшем вращении диска 11 скользят вдоль упора 10, одновременно поворачиваясь на штифте 5 относительно нажимной оправки 2 до тех пор, пока не соприкоснется со стопорной плоскостью 8. После этого заготовка 9 продолжает повторять контур лицевой поверхности нажимной оправки 2 и дополнительной оправок 3. Момент окончания скручивания контролирует оператор.
Заявляемый способ поясняется чертежом, где
на фиг. 1 изображено сечение прокатанной заготовки.
Способ включает в себя: предварительную прокатку заготовки с двух противоположных сторон по всей длине с образованием декоративных выдавок заданной конфигурации на двух противоположных прокатываемых сторонах заготовки. Для этого профильную трубу пропускают между двумя вращающимися валками, имеющими выступы в форме получаемых выдавок. При этом глубину продавливания выбирают из соотношения h=2,1 мм где: h - глубина продавливания в наинизшей точке от края заготовки при t=1,2 мм - толщина стенки трубы. Трубу после прокатных валков подают в правильную клеть. Затем производят резку труб на мерные заготовки и укладку заготовки в приемную полость гибочного инструмента таким образом, чтобы заготовка непрокатанными сторонами соприкасалась с тыльными сторонами оправок, и изгибают за одно вращение диска без остановок до окончания процесса гибки. Затем происходит скручивание изделия, во время которого следующая за неподвижной нажимная оправка сдавливает окончание заготовки таким образом, что две непрокатанных стороны соприкасаются между собой.
После этого происходит изгибание заготовки на дополнительных оправках, обеспечивающих форму будущего изделия. Гибка происходит без остановки до получения готового изделия. Готовое изделие извлекается с инструмента, затем инструмент возвращают в исходное положение.
Выдавка на стенке трубы имеет выпуклую форму с радиусом R=5 мм, где R - радиус выполнения выдавки, S=15 мм - типоразмер заготовки.
Выдавку осуществляют таким образом, чтобы ширина выдавки р=8,4 мм располагалась строго по центру деформируемой стенки. Для окончательного устранения концентраторов напряжений инструмент для выдавок выполнен с плавным переходом от радиуса выдавки R до плеча заготовки. Переход выполняется r=1,8 мм. При выборе радиуса r также учитывается толщина стенки трубы. Однако, должно выполняться условие, что h≤3t.
Предложенный способ при помощи заявляемого устройства реализуется следующим образом.
Предварительную прокатку трубы заготовки 9 с двух противоположных сторон по всей длине с образованием декоративных выдавок заданной конфигурации на двух противоположных прокатываемых сторонах заготовки с глубиной продавливания из соотношения h=(1÷3)t мм, где: h - глубина продавливания в наинизшей точке от края заготовки, t=1,2 мм - толщина стенки трубы, затем трубы разрезают на мерные заготовки, каждую из которых укладывают в приемную полость 6 гибочного инструмента, образованную тыльными сторонами в раскрытом состоянии неподвижной 1 и нажимной 2 оправок так, чтобы заготовка 9 непрокатанными сторонами соприкасалась с тыльными сторонами оправок 1, 2. Затем диск 11 приводят во вращение и нажимная оправка 2 лицевой стороной соприкасается с упором 10 и начинает поворачиваться на оси 4 так, что сдавливающий эксцентрик 7 зажимает конец заготовки 9 и начинает постепенно сплющивать его. По мере дальнейшего вращения нажимная оправка 2 продолжает поворачиваться на оси 4, сдавливает конец заготовки 9 до тех пор, пока тыльная сторона нажимной оправки 2 не соприкоснется со стопором 12. После этого нажимная оправка 2 больше не поворачивается на оси 4 и заготовка 9 начинает повторять контур лицевых поверхностей неподвижной и нажимной оправок 1, 2. Дополнительные оправки 3 при дальнейшем вращении диска 11 скользят вдоль упора 10, одновременно поворачиваясь на штифте 5 относительно нажимной оправки 2 до тех пор, пока не соприкоснется со стопорной плоскостью 8. После этого заготовка 9 продолжает повторять контур лицевой поверхности нажимной оправки 2 и дополнительной оправок 3. Момент окончания скручивания контролирует оператор.
Использование предложенного технического решения позволит создать устройство для гибки мерных заготовок из предварительно прокатанных профильных труб квадратного сечения и способ, реализуемый с помощью этого устройства, которые обеспечат повышение производительности труда за счет уменьшения концентраторов напряжений в месте выдавливания части заготовки, что приводит к повышению качества проката заготовки, снижению количества бракованных изделий и повышению срока службы инструмента в местах концентраторов напряжений, за счет возможности получения готового изделия за одно вращение без остановки с одновременным сплющиванием конца заготовки во время гибки.
Изобретения группы относятся к области кузнечно-прессового оборудования и могут быть использованы, в частности, для изготовления кованых изделий с переменным сечением по длине, изогнутых и скрученных в пространстве. Предварительно прокатывают заготовку профильной трубы с двух противоположных сторон по всей длине с образованием декоративных выдавок заданной конфигурации на двух противоположных прокатываемых сторонах заготовок. Осуществляют резку трубы на мерные заготовки, каждую из которых укладывают в приемную полость гибочного инструмента, образованную тыльными сторонами в раскрытом состоянии неподвижной и нажимной оправок так, чтобы заготовка непрокатанными сторонами соприкасалась с тыльными сторонами оправок. Изгибают за одно вращение диска без остановок до окончания процесса гибки. При этом в раскрытом состоянии тыльные стороны неподвижной и нажимной оправок образуют приемную полость, а нажимная оправка имеет стопорную плоскость и отверстия для крепления дополнительных оправок с помощью штифта. Причем на каждой дополнительной оправке выполнена плоскость, ответная стопорной плоскости нажимной оправки. Повышается качество прокатанных заготовок и расширяются технологические возможности способа. 2 н.п. ф-лы, 2 ил.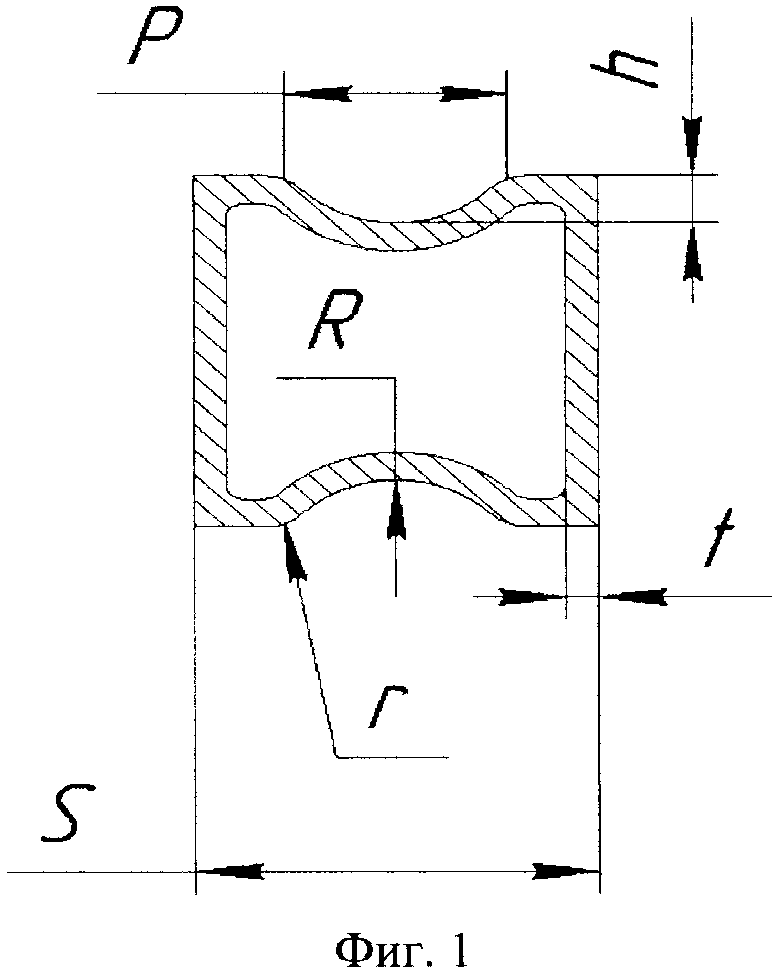
1. Устройство для гибки мерных заготовок из предварительно прокатанных профильных труб квадратного сечения, характеризующееся тем, что оно содержит диск с отверстием, закрепленный с возможностью вращения на выходном валу привода, гибочный инструмент с приемной полостью для размещения заготовки, содержащей неподвижную оправку с отверстием, жестко закрепленной в центре указанного диска, нажимную оправку, установленную на оси, проходящей через отверстие в нажимной оправке и диске, причем указанная приемная полость образована тыльными сторонами неподвижной и нажимной оправок в раскрытом состоянии, по меньшей мере одну дополнительную оправку, закрепленную на нажимной оправке, стопор для точного позиционирования нажимной оправки во время вращения на диске, упор, закрепленный над диском, и расположенный на тыльной стороне нажимной оправки сдавливающий эксцентрик для сплющивания заготовки, при этом нажимная оправка выполнена со стопорной плоскостью и отверстиями для крепления упомянутых дополнительных оправок с помощью штифта, причем каждая дополнительная оправка выполнена с плоскостью, ответной стопорной плоскости нажимной оправки.
2. Способ изготовления изогнутых изделий из профильной трубы квадратного сечения, включающий предварительную прокатку профильной трубы с двух противоположных сторон по всей длине с образованием декоративных выдавок заданной конфигурации на двух ее противоположных прокатываемых сторонах, между двумя вращающимися валками, имеющими выступы в форме получаемых выдавок, профильной трубы квадратного сечения, при этом каждую выдавку выполняют по центру деформированной стенки выпуклой формы радиусом R=(0,2÷0,7)s и глубиной, составляющей h=(1÷3)t, при соблюдении условия: h≤3t, ширина выдавки р=(0,2÷0,7)s, переход от радиуса выдавки до плеча заготовки выполняют радиусом r=(0,1÷0,6)R, при толщине стенки трубы r(0,5÷3)t,
где h - глубина продавливания в нижней точке от края заготовки;
t - толщиной стенки трубы;
s - ширина деформируемой стенки,
резку трубы на мерные заготовки и гибку мерной заготовки посредством устройства по п. 1, причем мерную заготовку размещают в приемной полости гибочного инструмента с обеспечением соприкосновения ее непрокатанных сторон с тыльными сторонами неподвижной и нажимной оправок, затем осуществляют скручивание заготовки посредством нажимной оправки с обеспечением сплющивания и соприкосновения между собой двух непрокатанных сторон конца заготовки, при этом гибку осуществляют на дополнительных оправках без остановки диска.
| Термопара для измерения температур от 100° до 2200°С | 1955 |
|
SU104102A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2508958C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АВАРИЙНОЙ ЗАЩИТЫ ПРОЦЕССА НИТРОВАНИЯ | 0 |
|
SU236450A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ В МОЛОКЕ УДЕЛЬНОЙ АКТИВНОСТИ РАДИОНУКЛИДА СТРОНЦИЯ-90 ПО ДОЧЕРНЕМУ ЭЛЕМЕНТУ ИТТРИЮ-90 | 1997 |
|
RU2139534C1 |

