прочности изделий в процессе тепловой обработки, режим которой изменяется в зависимости от фактического наборапрочности изделий..Если значения фактической прочности в процессе термообработки не соответствуют требуемым, производится коррекция расхода цемента с учетом его свойств t.l}
Недостатком этого устройства является то, что при определении режима тепловой обработки не учитываются сроки схватывания бетонной смеси и фактическая прочность изделий в возрасте 28 сут. Кроме того, эта прочность не учитывается при определении расхода цемента. Все это приводит к тому, что не- обеспечивается стабильность такого важнейшего показателя, как прочность изделий в возрасте 28 сут, т.е. фактическая прочность бетона изделия в этом возрасте, назначается из учета наихудших показателей сроков схватывания бетонной смеси и фактической марки бетона и, как правило, значительно превышает требуемую, из-за необходимости обеспечения проектной марки.
Целью изобретения является сокращение времени термообработки и получение бетона со стабильной марочной прочностью.
Поставленная цель достигается тем, что устройство для автоматического управления составом бетонной смеси и режимом тепловой обработки бетонных и железобетонных изделий снабжено блоками определяни сроков схватывания бетонной смеси марочной прочности бетона, предварительно выдержки и отклонений, причем блок определения сроков схватывания бетон ной смеси подключен к первому входу блока определения предварительной выдержки, выход которого соединен со вторьам входом блока коррекции режимов тепловой обработки третий вход которого подключен к одному из выходов блока определения отклонений, другие выходы которого соединены со вторыми входами-блока определения предварительной выдержки, автоматического оптимизатора и блока опреде ления длительности тепловой обработки, а выход блока определения отклонений подключен к блоку определения марочной прочности бетона.
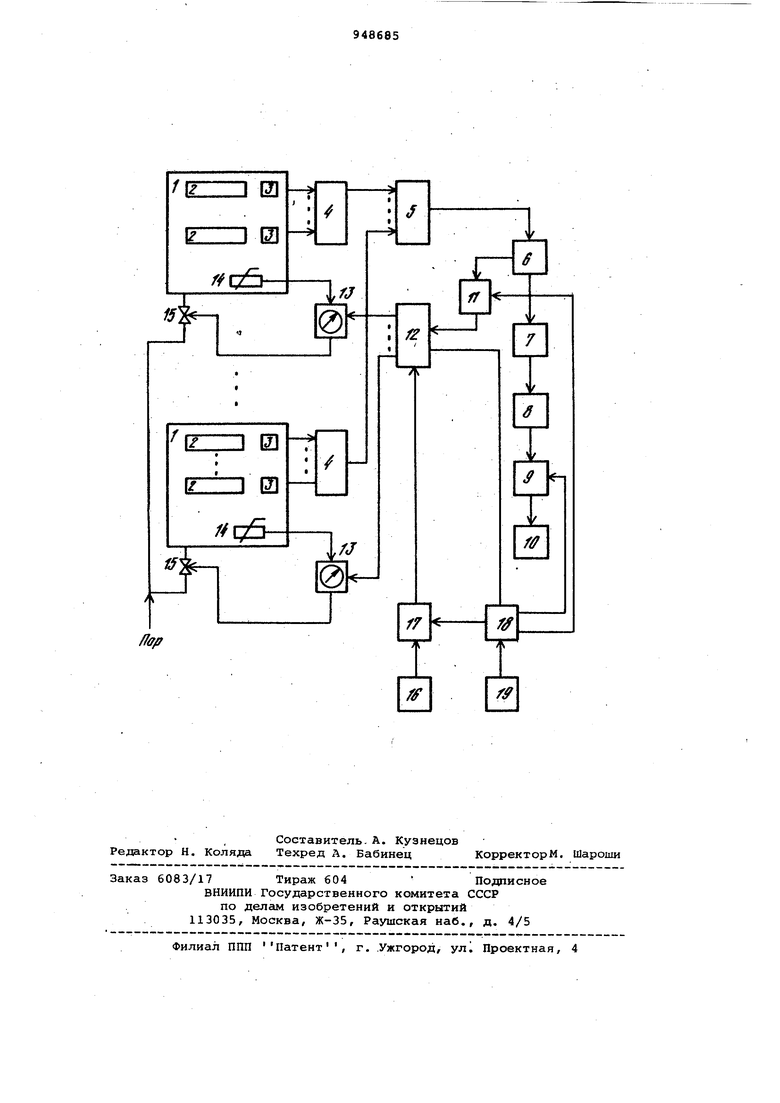
На чертеже приведена блок-схема устройства.
Устройство содержит агрегаты тепловой обработки 1, железобетонные изделия 2, датчики прочности 3,коммутаторы 4, центральный коммутатор 5, блок усреднения 6, блок выявления свойств цемента 7, автокорреляторэкстраполятор, автоматический опти-. мизатор 9, блок коррекции расхода
цемента 10, блок определения длителности тепловой обработки 11/ блок коррекции режимов тепловой обработк 12, регуляторы 13, датчики температуры 14, исполнительные механизмы 15, блок определения сроков схватывания бетонной смеси 16, блок опредления предварительной выдержки 17, блок определения отклонений 18,блок определения 28 суточной прочности 19 (блок определения марочной прочности бетона).
Принцип работы устройства основывается на том, что со сроками схватывания бетонной смеси связываютс такие параметры термообработки как предварительное выдерживание (в долях от времени начала схватывания) и начало изотермического прогрева (в долях от разницы между временем конца схватывания бетонной смеси и времени начала изотермии с учетом температурного фактора).
Если же отклонения превышают допустимую величину, контролируемую блоком 16, блок отклонений 18 дает сигнал и производится соответствующая коррекция блоком определения предварительной выдержки 17 при несоответствии начала схватывания, и блоками 8 и 12 при несоответствии конца схватывания бетонной с/аеси. Если сроки схватывания укладываются в расчетные, то корректировка режима не производится,
Блоком 19 определяется фактическая прочность и-зделий в возрасте 28 суток аналогичных изделий или бетона на данных материалах (R ).
Значение этой прочности анализируется блоком определения отклонени 18 путем сравнения с проектной. Есл отклонения укладываются в допустимы рамки, то коррекции состава смеси и режима теплообработки не производится. Если отклонения выходят за установленные рамки, например 10%, то блок отклонений выдает сигнал блку определения предварительной выдержки 17, по которому предварительная выдержка меняется, причем ее изменение производится в долях сроков схватывания бетонной смеси, выдаваемой блоком 16 (напр. 0,1,-0,2..
). Сигнал с блока 17 поступает
но
через блок 12 на блок регулирования и предварительная выдержка изделий меняется. Кроме того, по сигналу с блока 18 блок 12 меняет также время подъема температуры и блок определения длительности тепловой обработки 11 меняет время изотермического прогрева. Если блок определения отклонений обнаруживает, например отклнение 15%, то он выдает сигнал на автоматичес|{ий оптимизатор 9, по которому блоком коррекции расхода цемента 10 выдается сигнал на изменение дозы цемента. В остальном работ устройства аналогична устройству по основному авт.св. 691305. Необходимо отметить, что дополнительные блоки 16,17, 18, 19, служат дл выбора исходного режима теплообработки и расхода цемента. Изменения непосредственно в процессе термообработки и коррекции расхода цемента проводятся блоками 1-15, как ив устройстве по основному авт.св.69.13 Пример. Производство бетонных напорных центрифугированны труб при расходе цемента 540 кг/м . Расчетное время начала схватыванпя бетонной смеси 5 ч - и tr,c - 13 ч. Режим термообработки 3+3+6+2 ч. Время предварительного выдерживания 0,6 (Гщ, . Время начал изотермического прогрева 0,75 равного 13 ч. При изменении Гцр более, чем на 5% или . более, чем на 10% производится соответствующая коррекция режима с сокращением или увеличением времени термообработки. Причем .увеличенный вариант соответствует ныне принятому. При этом возможно уменьшение длительности термообработки и сокращение расхода цемента, например на 54 кг/м при уменьшении времени начала схватывания бетонной смеси до 4 ч и на 30 кг/м при уменьшении конца схватывания бетонной смеси до 10 ч при одной и той же величине на чала схватывания. Длительность изотермического прогрева при 10-20%-но превышении Я или дает возмон(ность осуществить более жесткий подъем температуры или снизить расход цемента до 30-60 кг/м. При невозможности получить данных расходах компонентов R производится коррек тировка состава. Применение предлагаемого устройства позволяет повысить стабильность получения проектной марки бетона, сократить время термообработки или расход цемента. Формула изобретения .Устройство для автоматического управления составом бетонной рмеси и режимом тепловой обработки бетонных и железобетонных изделий по авт.св. 691305, отличающееся тем, что, с целью сокращения времени термообработки и получения бетона со стабильной марочной прочностью, оно снабжено блоками определения сроков схватывания бетонной смеси, марочной прочности бетона, предварительной выдержки и отклонений, причем блок определения сроков схватывания бетонной смеси подключен к первому входу блока определения предварительной выдержки, выход которого соединен с йторым входом блока коррекции режимов тепловой обработки, третий вход которого подключен к из выходов блока определения отклонений, другие выходы которого соединены с вторыми входами блока определения предварительной выдержки, автоматического оптимизатора и блока определения длительности тепловой обработки, а выход блока определения отклонений подключен к блоку определения марочной прочности бетона. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 691305, кл. В 28 С 7/00, G 05 В 19/02, 1977 (npoTOTkn) .
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082606C1 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1990 |
|
SU1728029A2 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1986 |
|
SU1416320A1 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1987 |
|
SU1516364A2 |
| Устройство для автоматического управления прочностью бнтонных и железобетонных изделий | 1975 |
|
SU526859A1 |
| Устройство для автоматического управления составом бетонной смеси и режимом тепловой обработки бетонных и железобетонных изделий | 1977 |
|
SU691305A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2519080C2 |
| УСТРОЙСТВО ОПЕРАТИВНОГО КОНТРОЛЯ ПРОЧНОСТИ БЕТОНА | 2009 |
|
RU2462355C2 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2618003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 1992 |
|
RU2078750C1 |