РГзобретение относится к станкам для оправки и зачистки изоляторов (преимущественно фарфоровых роликов) и других керамических изделий, имеющих форму тела вращения, при помощи вращающегося профилированного диска.
Отщтамповаиные на прессах с разъемными матрицами ролики имеют заусенцы и покрытую жировой пленкой поверхность. Эти заусенцы и пленка подлежат удалению путем оправки и влажной зачистки. Обычно для такой зачистки используются вертикально-шпиндельные станки: на непрерывно вращаюндийся шпиндель одной рукой насаживают обрабатываемый ролик, а другой-к головке и боковой поверхности ролика прижимают свернутую в несколько слоев сухую или увлажненную ткань либо наждачную бумагу и заглаживают поверхность ролика, после чего снимают со шпинделя, просушивают и передают на глазуровку. Такой способ ручной зачистки малоироизводителен и сопровождается значительным расходом ткани и чехлов для предохранения пальцев рук («напальчников).
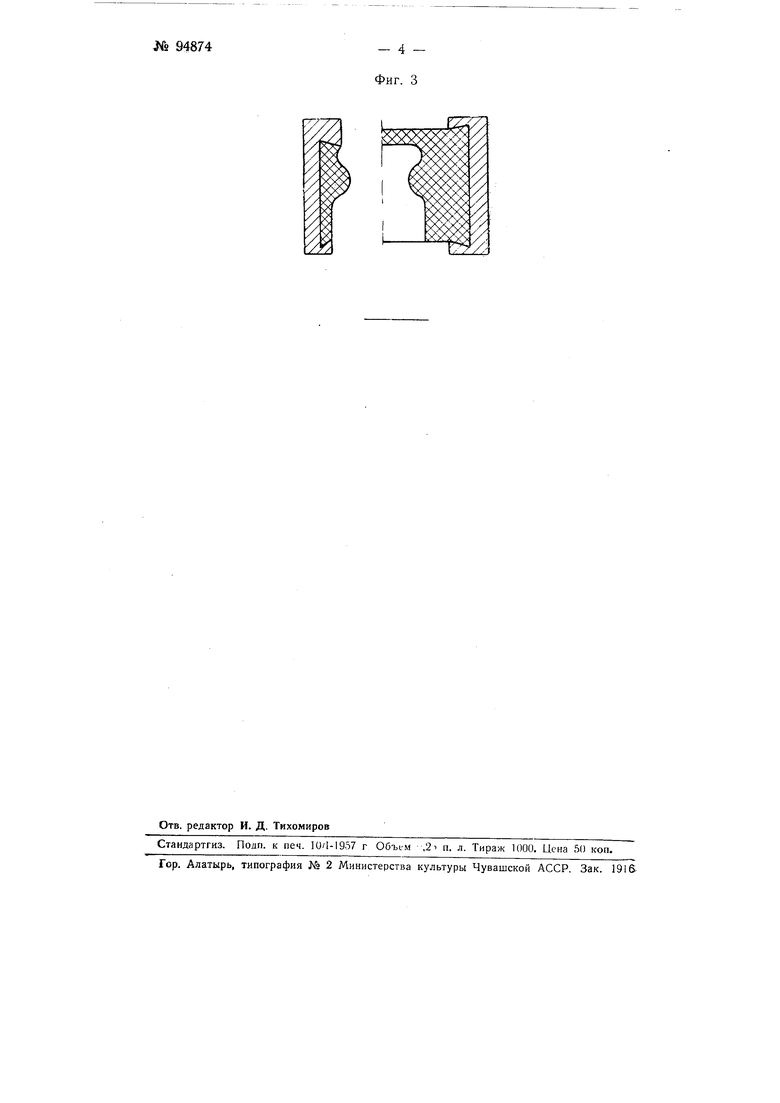
С целью механизации процесса обработки и повышения производительности в станке, выполненном согласно изобретению, вращающийся нрофилироваиный справочный диск расположен внутри профилированного кольцевого кожуха для того, чтобы при подаче изделий в зазор между кожухом и диском изделия автоматически продвигались вдоль зазора, обкатывались при этом между указанным деталями и автоматически выталкивались из зазора по окончании зачистки. Одновременность влажной очистки изделий и снятия с них заусенцев достигается в этом случае тем, что внутренняя поверхность кожуха обтягивается профилированной губчатой резиной, а кромка вращающегося диска выполняется из твердого эластичного материала, например листовой резины. Для автоматической подачи изделий с транспортерной ленты в зазор между диском и кольцевым кожухом применена бесконечная лента или тому подобное с лопастями.
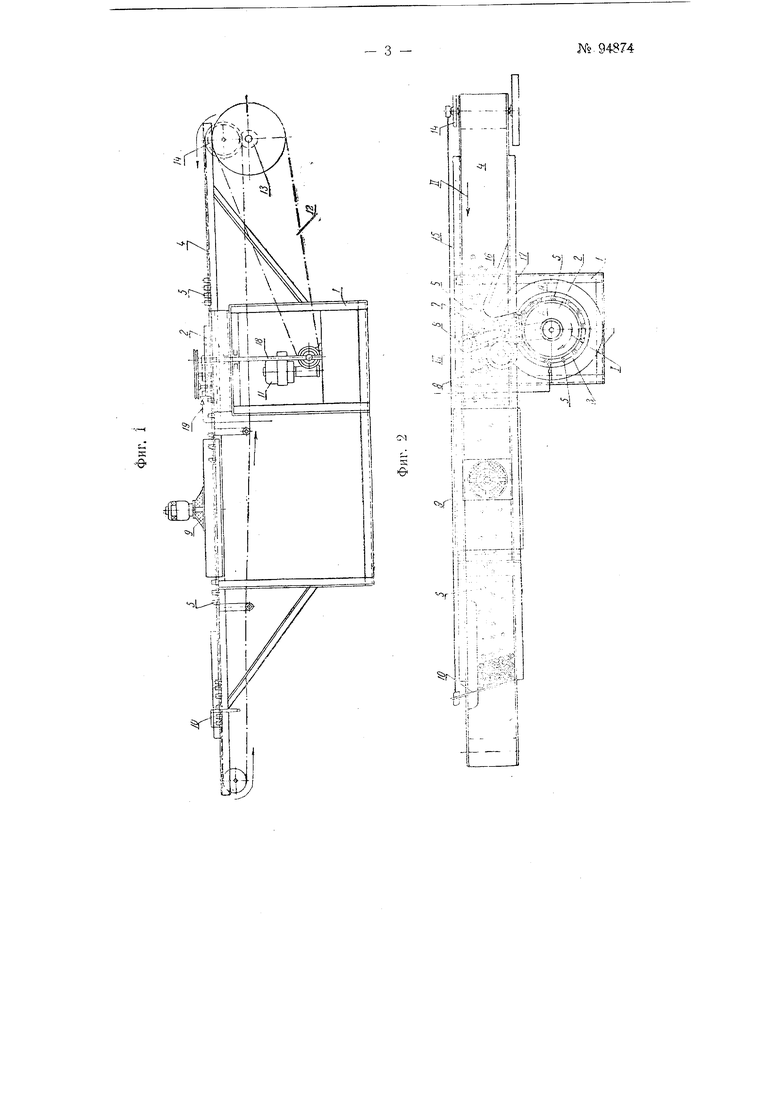
На фиг. 1 и 2 станок изображен схематически в двух проекциях (соответственно вид сбоку рт в плане); на фиг. 3-поперечный разрез диска и кольцевого кожуха по линии АА.
В С1аннпе / установлен вращающийся в горизонтальной плоскости диск 2, обтянутый нрофил11рован1 ой листовой резиной. Направление вращения диска обозначено стрелкой /. Диск 2 расположен внутри неиодвижиого кожуха 3, обтянутого профилированной губчатой резиной. По касательной к диску и кожуху расположена транснортерная лента 4, подающая ролики 5 к диску но стрелке //. Над лентой 4, поперек лее, расположена бесконечная лента 6 или тому нодобная, снабженная металлическими лопастями 7. Ylpii движении ленты 6 лонаети 7 захватывают ролики 5 с транспортерной ленты 4 .и подают их в промежуток между диском 2 и кожухом 3.
Ролики обкатываются между диском и кожухом, продвигаются по зазору между ними и после зачистки поступают иа диск 8, вращающийся по стрелке ///. Диск 8 служит для подачи роликов 5 на транспортерную ленту 4.
Далее по ходу ленты 4 расположены сушильно-вентиляциогншя камера 9, через которую проходят ролики, и подвижная планка 10, служащая для установки роликов рядами.
Транспортерная лента 4 приводится в движение от электродвигателя // при ПОМОП1П передачп 12 и пары цилиндрических шестерен 13 и 14 Тяга /5 приводит в возвратно-поступательное движение планку 10.
Для направления роликов в устройство для зачистки перед бесконечной лентой 6 на пути движения роликов установлена планка 16, к которой прикреплена прижимная пружипа 17.
От электродвигателя // приводится во вращение также вертикальный вал 18, на котором закреплен диск 2. Позицией 19 показана водопроводная трубка с краном для подачи воды, увлажняющей резину и резиновую губку на диске и кожухе. Работа производится следующим образом.
Ролики устанавливаются своей опорной поверхностью на транспортерную ленту 4 и перемещаются до ленты 6, лопасти 7 которой захватывают их; лента 6 при помощи пружины 17 направляет ро.аики в дгеханизм зачистки (диск 2 и кожух 3).
Зачищенные ролики выталкиваются центробежной силой на диск 8, с которого они при номоп и установленной над диском нластинки (на фиг. не показана) сдв гаются на ленту 4.
Проходя суп1ильную камеру 9, ролики просушиваются и ири дальнейшем продвижении встречают подвижную планку 10, при помощи которой устанавливаются в ряды.
Специальной гребенкой эти ряды роликов сиимаются с ленты и передаются на глазуровку.
На описаином станке возможно производить оправку и зачистку всех типов роликов, причем при переходе па другой тип необходимо сменить на диске 2 и 5 профилированную резину.
Предмет изобретения
1.Станок для оправки и зачистки изоляторов и других керамических изделий, имеющих форму тела вращения, отличающийся тем, что, с целью механизации процесса обработки, совместно нримеиены враи ающийся профилированный оправочный диск и окружающий его неподвижныйпрофилированный кольцевой кожух, в зазор между которыми вводятся обрабатываемые изделия, автоматически выталкиваемые из зазора по окончаиии обработки.
2.Станок по п. 1, отличающийся тем, что, с целью производства одновременно влажной очистк;: изделий и снятия с них заусенцев, кольцевой кожух обтянут профилированной губчатой резиной, а кромка вращающегося диска выполнена из твердого эластичного материала, например листовой резины.
3.Станок по пп. 1 и 2, о т л ичающийся применением бесконечной ленты или тому подобной с лопастями для автоматической подачи изделий с транспортерной ленты в зазор между диском и кольцевым
КОЖУХОМ.
9L
s О
№ 94874
- 4 Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для зачистки, мойки и глазуровки предохранительных пробок | 1952 |
|
SU95185A1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| Станок для шлифования круглых криволинейных и прямолинейных деталей | 1951 |
|
SU102275A1 |
| Приставка к патефону | 1936 |
|
SU50868A1 |
| Станок для изготовления конусных заготовок для керамических (например, фарфоровых) изоляторов | 1950 |
|
SU89454A1 |
| Станок для зачистки концов труб | 1934 |
|
SU46158A1 |
| Станок для резки шприцованных заготовок | 1981 |
|
SU1046109A1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| Настилочная машина | 1935 |
|
SU51057A1 |
| Патрон токарный поводковый | 1953 |
|
SU104346A1 |