2. Станок, о т л и ч a ю,щ и и с я тем, что привод вертикального перемещения диска выполнен в виде подпятника с центральным резьбовым отверсти ем, приводной резьбовой втулки, раз
метенной в последнем, и вертикальных направляющих стержней, один конец которых жестко закреплен на станине, а другой свободно установлен в отверстиях, выполненных в подпятнике.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки шприцованных заготовок | 1987 |
|
SU1470545A1 |
| СТАНОК ДЛЯ ШЕРОХОВАНИЯ И ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ ПОЛИМЕРНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1969 |
|
SU245344A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Универсальный деревообрабатывающий станок | 1989 |
|
SU1752550A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК НА АЭРОСТАТИЧЕСКИХ ОПОРАХ | 2007 |
|
RU2347676C2 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Устройство для резки шприцованных заготовок | 1989 |
|
SU1696304A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Станок для резки шприцованных заготовок | 1975 |
|
SU531748A1 |
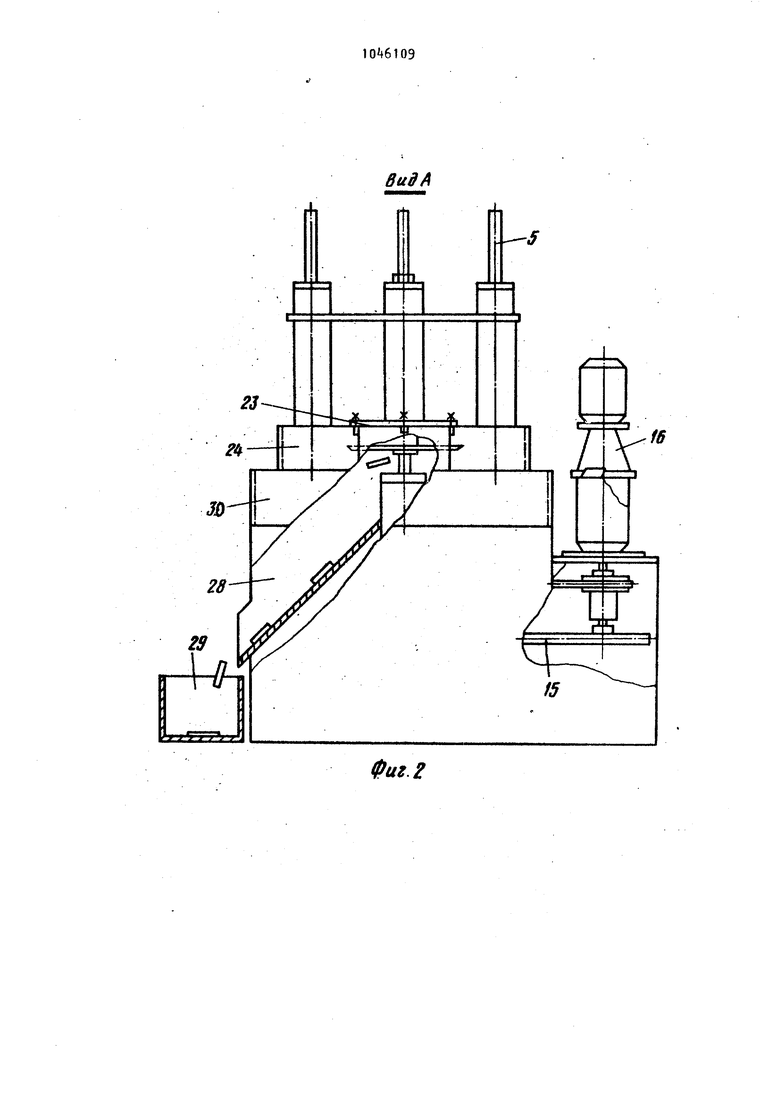
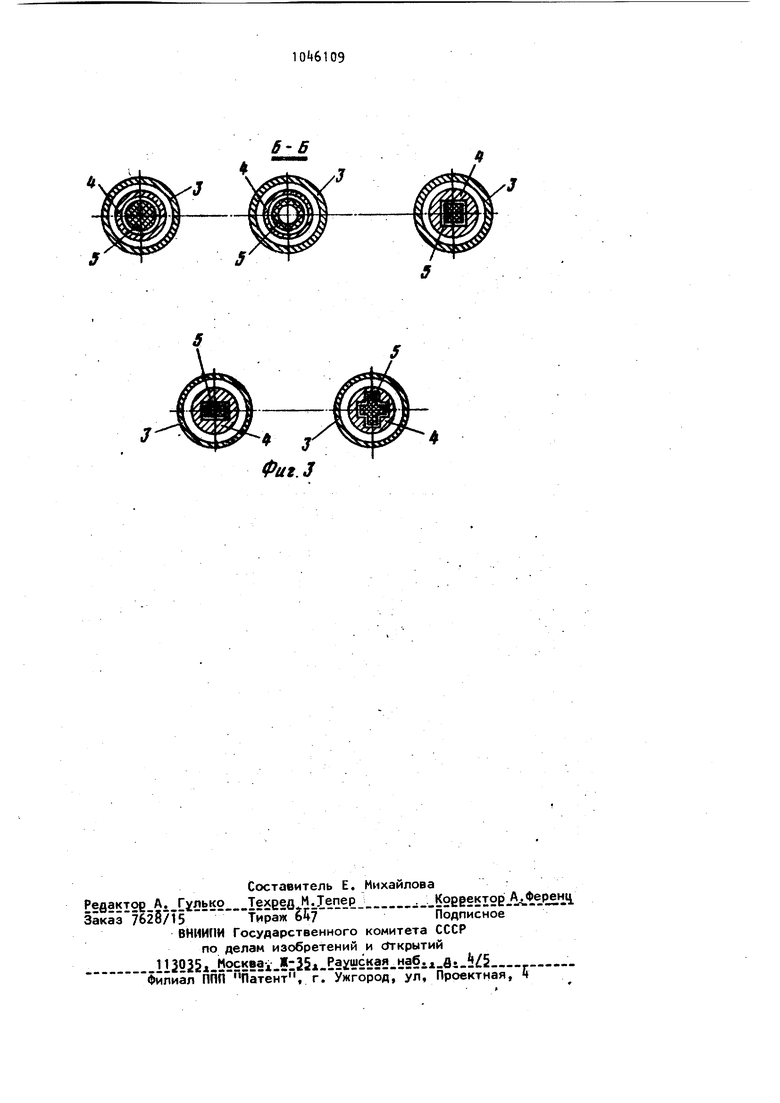
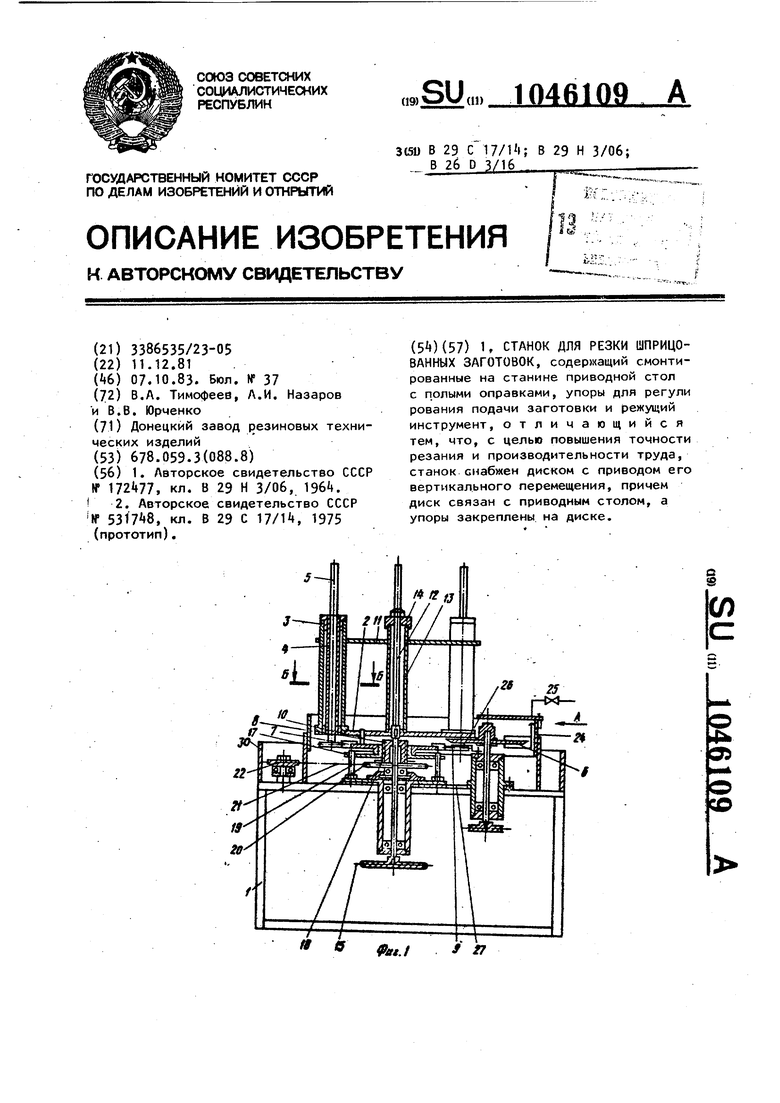
Изобретение относится к производству резино-технических изделий, в частности к конструкции станков для резки шприцов&нных заготовок, и Може быть использовано для получения заго товок кольцевого или сплошного профи ля любой формы. Известен станок для резки заготовок, содержащий несколько оправок дл заготовок, узел подами и режущий инструмент 1 . Недостатком .этого станка является возможность обработки заготовок толь ко круглого профиля, так как констру тивное выполнение оправок не позволяет обрабатывать профили другого сечения, а также сплошные профили. Наиболее близким к предлагаемому является станок для резки шприцованных заготовок, содержащий смонтированные на станине приводной стол с полыми оправками, упоры для регулирювания подачи заготовки и режущий инструмент . Недостатком такого станка являетс слодность конструкции узлов подачи и фиксации заготовок, которая обуславливает наличие большого количества регулируемых резьбовых и шарнирных деталей. К тому же индивидуальный для каждой оправки узел регулирования услокшяет регулирование и на ладку станка и его производительность. Переход на другую толщину заготовки требует полной остановки станка. . Кроме того, выполненные в виде трех захватов под 120° узлы подачи позволяют осуществлять резку профилей преимущественно круглого или кольцевого сечения, квадрата, прямоугольника, крестовины и т.д., требуется другое расположение захватов на узлах подачи. Целью изобретения является повышение точности резания и производи тельности труда. Поставленная цель достигается тем, что станок для резки шприцованных заготовок, содержащий смонтированные на станине приводной стол с полыми оправками, упоры для регулирования подачи заготовки и режущий инструмент снабжен диском с приводом его вертикального перемещения, причем диск связан с приводным столом, а упоры закреплены ни диске. Кроме того, привод вертикального перемещения диска выполнен в виде подпятника с центральным резьбовым отверстием, приводной резьбовой втул- ки, размещенной в последнем, и вертикальных направляющих стержней, один конец которых жестко закреплен на станине, а другой свободно установлен в отверстиях, выполненных в подпятнике. На фиг. 1 изображен предлагаемый станок, разрез; на фиг. 2 - вид Л на фиг. 1; на фиг. 3 - варианты сечений Б-Б на фиг. 1 полых оправок и сменных направляющих. Станок для резки шприцованных заготовок, содержащий смонтированный на станине 1 приводной стол 2 с полыми оправками 3 в которых установлены сменные направляющие t, которые выполнены полыми, соответствукмцими размерами конфигурации шприцованных заготовок 5. На станине установлен режущий инструмент 6 в виде дискового ножа и диск 7 с приводом 8 его вер тикального перемещения и радиальными упорами Э для регулирования подачи и фиксации в вертикальной плоскости шприцованных заготовок 5i размещенных под каждой полой оправкой 3. Диск 7 через палец-синхронизатор 10, уста- . новленный в отверстии приводного сто ла 2, связан с последним. Полые оправки 3 соединены между собой жесткой связью 1I, посаженной на конец вала 12с помощью центральной трубчатой опоры 13 и втулки }Ц. Вал 12 связан посредством цепной передачи 15 с мотор-редуктором 16, При вод 8 вертикального-1п(време1цения диска 7 выполнен в виде подпятника 17 с центральным резьбовым отверстием, приводной резьбой втулки 18, размещенной в последнем, и вертикальных направляющих стержней 19, жестко закрепленных на станине 1 одним концом а другой конец свободно установлен в отверстиях, выполненных о подпятнике 17. Резьбовая втулка 18 жестко соединена с ведомой звездочкой 20, которая имеет возможность независимо от вала 12 свободно вращаться вокруг него. Независимое вращение звез дочки 20 может производиться при работающих приводах станка и осуществляется вручную с помощью бесконечной тяговой цепи 21, ведущей звездоч ки 22, расположенной на станине 1 с возможностью вращения. Крышка 23 и кожух предназначены для защиты обслуживающего персонала от дискового ножа 6 и брызг охлаждающей жидкости, подаваемой на инструмент через трубопровод и вентиль 25. Под дисковым ножом 6 в зоне резки расположен сбрасыватель 26 для удаления отрезанных заготовок, под ним в станине 1 выполнен вырез 27 с переходом в лоток 28 для приема отрезанных заготовок и дальнейшей траыспортировки их в контейнер 29. По бо1эту 30 произ водится отвод отработанной охлаждающей жидкости. Работа устройства осуществляется следующим образом. Предварительно производят грубую настройку высоты отрезаемых заготово Для чего, при открытой крышке 23, вручную вращая приводной стол 2, под водят под дисковый нож 6 один из упо ров 9 и, вращая торцовым ключом веду щую звездочку 22, выставляют необходимый размер высоты отрезаегюй заготовки, например, по шаблону. Более точную регулировку производят на ход во время работы станка, медленно вра щая торцовым ключом звездочку 22 и периодически производя замеры или не обходимые взвешивания отрезаемых заг товок. Затем по наружным размерам и 094 конфигурации профиля шприцованных заготовок подбирают необходимые сменные направляющие 4, которые вставляются в полые оправки 3. После этого 1вприцованные заготовки 5 длиной около 1000 мм заводят в каждую направляющую , открывают вентиль 25 для подачи охлаждающей жидкости на нож 6, включают электродвигатель и мотор-редуктор 16 приводного стола 2. При подходе очередной оправки к ножу происходит отрезание заготовки, которая сбрасывателем 26 сталкивается в отверстие 27 станины 1, откуда по лотку 28 попадает в контейнер 29. Предлагаемый станок для резки шпри цованных заготовок обладает преимуществами перед известными станками того же назначения, т,е. упрощена конструкция узлов регулирования подачи и фиксации заготовок за счет того, что узлы регулирования подачи, равные количеству оправок станка шт1 сведены в один по конструкции более простой узел, а узлы фиксации заготовок, равные также количеству оправок станка, заменены на более простые по конструкции сменные направляющие заготовок. Кроме того, применение сменных направляющих дает, возможность на одном и том же станке обрабатывать шприцованные заготовки любого сечения. При нимая также во внимание, что станки такого типа работают во влажной среде из-за распыления вращающимся дисковым 1ожом охлаждаюи ей жидкости, чаще всего воды, конструкция предлагаемого станка сокра«цает до минимума постоянно подвергающиеся коррозии резьбовые и шарнирные соединения. Кроме того, обеспечивается плавное регулирование высоты или веса отрезаемых заготовок на ходу станка без специальной его остановки, благодаря чему сокращается время простоев на перезарядку и повышается производительность, станок отличается более простым обслуживанием и ремонтом, а также более широкими эксплуатационными возможностями. Ожидаемый экономический эффект от использования предлагаемого станка за счет снижения себестоимости готовой Продукции составляет 0,67 руб. на 1000 колец.. .
Фиг. 2
бб
