Изобретение относится к методам нераэрушающего контроля изделий и может быть использовано для визуализации дефектов поверхности изделий во всех областях машиностроительной промышленности.
Известен способ неразрушающего контроля качества поверхности металлических изделий, заключающийся в том, что контролируемую поверхность приводят в контакт с фотоупругим слоем, например, из жидких кристаллов, и наблюдают в отраженном свете состояние этого слоя, по которому судят о результатах контроля, а меж.ду контролируемой поверхностью и фотоупругим слоем располагают слой из магнитно-мягкого оптически непрозрачного электропроводного материала и через эти слои и контролируемую поверхность пропускают электрический ток 1..
Недостатком способа является слабая информативность контроля за счет того, что информаг.ия о дефекте двухтоновая.
Наиболее близким к изобретению по технической сущности является способ нера: рушаюшего контроля, заключающийся в том, что контролируемое
изделие с регистратором в виде жидко кристаллической ячейки помещают между электродами, один из которых выполнен прозрачным, подают на электроды :высокочастотноё1 высоковольтное напряжение, а о результатах контроля судят по проявленной картине на регистраторе f2j.
Недостатком способа является недостаточная информативность контроля и область применения за счет того, что информация о дефектах поверхности двухтоновая. На светлом поле рисуются темные дефектные области или наоборот, в зависимости от характера дефекта.
Кроме того, подача на электроды напряжения пилообразной формы с амплитудой десятков киловольт со20пряжена с определенными трудностями.
Цель изобретения - повышение информативности контроля и расширение области его применения.
Цель достигается тем, что согласно способу, заключающемуся в том, что контролируемое изделие с регистраторсм в виде жидкокристаллической ячейки помещают между электродами, один из которых выполнен прозрачные, подают на электроды высокочастотое высоковольтное напряжение, а о езультатах контроля судят по проявенной картине на регистраторе, ежду жидкокристаллической ячейкой поверхностью контролируемого изделия создают зазор в 50-100 мкм.
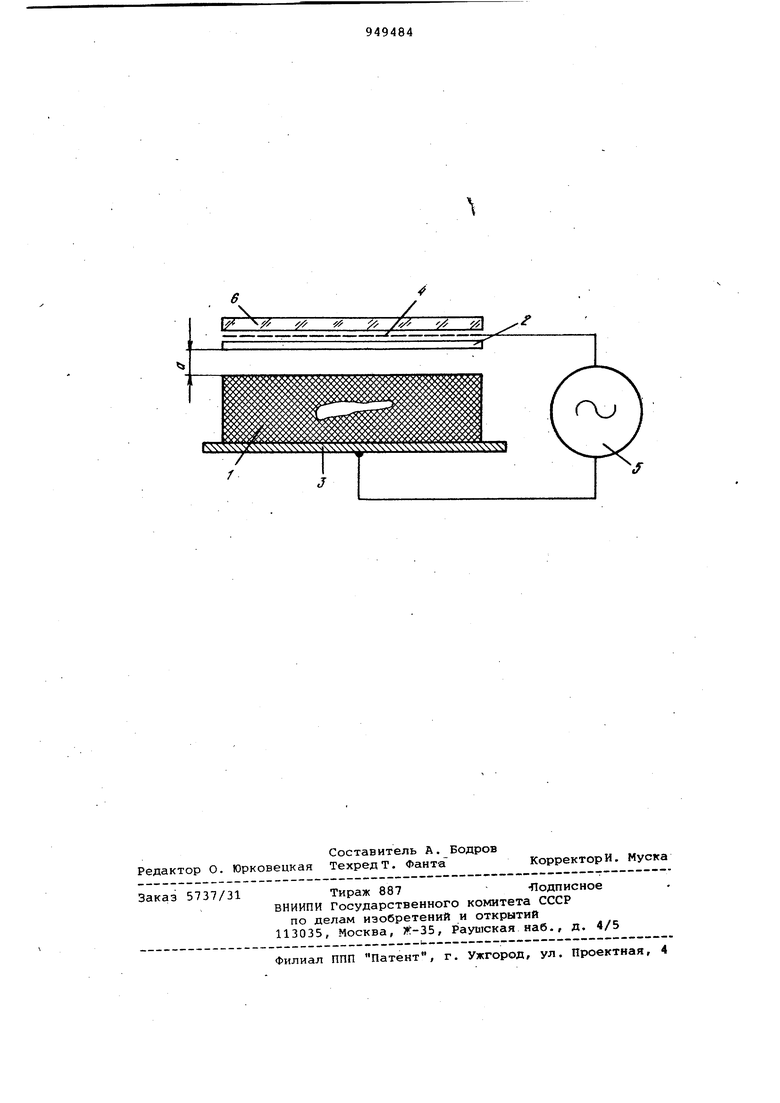
На чертеже представлена схема для осуществления способа.
Контролируемое изделие 1 с жидкокристаллической ячейкой 2 устанавливают между электродами 3 и 4, к которым подключен генератор 5 тока высокой частоты. Жидкокристаллическая ячейка 2 установлена с таким расчетом, чтобы была выдержана область о( шириной 50-100 мкм. Электрод 4 представляет.собой силикатное стекло 6 с нанесенным на одну из его сторон прозрачным токопроводным покрытием.
Способ осуй.ествляется следующим образом.
Пометают между электродами 3 и 4 контролируемое изделие 1 с жидкокристаллической ячейкой 2, отстоящей от поверхности изделия на 50-100 мкм Один электрод представляет собой металлическую пластину, а второй силикатное стекло 6 с нанесенным на одну из его сторон прозрачным токо проводным покрытием. На электроды подается импульсное затухающее по экспоненте высокочастотное напряжение от генератора 5. При приложении напряжения к электродам в пространстве между ними возникает электромагнитное поле, величина которого в разных точках различна, что обусловлено вариациями диэлектрической проницаемости дефектов и сред, в которую они помещены. Регистрируется температура высокочастотного разряда, происходящего в созданной между изделием и жидким кристаллом области с( . Дефекты различного происхождения имеют различную окраску вследствие разной инфракрасной составляющей спектра разряда, что. визуально наблюдается через прозрачный электрод.
В реальной конструкции при нормальном давлении зазор в 50-100 мкм обеспечивается за счет мелкоячеистой ткани. При увеличении зазора происхо дит контракция разрядной плазмы или так называемое шкурирование разрядных каналов. Такой вид разряда прак гически не несет информации об объекте контроля. Повторяемость результатов в этом случае практически отсутствует.
При уменьшении зазора ниже 50 мкм микронеровности контролируемого изделия и их кривизна затрудняют проведение контроля и расшифровку его результатов.
5 Чувствительность и быстродействие контроля значительно повышается, если материал прозрачного электрода с меньшим коэффициентом теплопроводности. В этом случае инфракрасная
o энергия, выделяемая в процессе ВЧ разряда перераспределяется между термоиндикаторной пленкой и плотно прилегающим к ней прозрачным электродом. Более эффективный контроль
5 проводится в случае, когда токопроводный слой наносят непосредственно на жидкокристаллический термоиндикатор.
Способ позволит повысить информативность контроля за счет многоцветности выделяемой информации. Применяя , например., жидкокристаллический термоиндикатор (ТУ 6-09-06-415-74) уверенно вьщеляется пять цветов
(черный, фиолетовый, синий, красный, зеленый).
Кроме того, возможно подводить импульсное высокочастотное напряжение, получение которого с радиотехнической точки зрения не представляет трудностей.
Формула изобретения
Способ неразрушающего контроля, заключающийся в том, что контролируемое изделие с регистратором в виде жидкокристаллической ячейки
помещают между электродами, один из которых выполнен прозрачннр1, подают на электроды высоковольтное высокочастотное напряжение, а о результатах контроля судят по проявленной
картине на регистраторе, отличающийся тем, что, с целью повьпиения информативности и расширения области применения, между жидкокристаллической ячейкой и поверхностью контролируемого изделия
создают зазор в 50-100 мкм.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 586320, кл. G 01 В 11/18, 1977.
2.Авторское свидетельство СССР № 781687, кл. G 01 N 27/24, 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля | 1979 |
|
SU781687A1 |
| Способ высокочастотной регистрации воздушных раковин в твердом материале | 1982 |
|
SU1091106A1 |
| Устройство для обнаружения дефектов на внутренней поверхности осесимметричных отверстий и труб | 1987 |
|
SU1436097A1 |
| Катящаяся разрядно-оптическая обкладка | 1978 |
|
SU742857A1 |
| Электрогазодинамический способ контроля дефектов в полимерных материалах | 1983 |
|
SU1130790A1 |
| Способ регистрации дефектов на поверхности объектов | 1985 |
|
SU1345162A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕОДНОРОДНОСТИ ПЛЕНКИ | 1993 |
|
RU2072587C1 |
| СПОСОБ КОНТРОЛЯ ИЗОЛЯЦИИ КАБЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2491562C1 |
| СПОСОБ ВЫЯВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И ВОЗДУШНЫХ ВКЛЮЧЕНИЙ В ИЗДЕЛИЯХ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2555493C1 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1990 |
|
SU1745044A1 |