Изобретение относится к области радиоэлектроники и может быть использовано при производстве гибридных интегральных микросхем (ГИС).
Известен способ изготовления печатных плат, заключающийся в том, что проводящую композицию наносят на поверхность платы и в отверстия через трафарет, причем помимо трафарета используют пористую подкладку со стороны, противоположной трафарету, чем обеспечивается удаление излишков растворителя и пасты.
Недостатком указанного способа явля. ется применение сильно разбавленных летучим растворителем композиций, что не позволяет достичь сплошного заполнения отверстий, а также большая вероятность образования воздушных пузырей в отверстиях, в результате чего воспроизводимость величины электрического сопротивления как для отверстий одной платы, так и для различных плат оказывается низкой.
Наиболее близким к предложенному техническому решению является способ.
0
включающий вакуумную протяжку через отверстия тиксотропной композиции.
При этом, как показывает практика, отверстия должны быть строго одинаковой формы и размеров. Если это условие не выполняется, создается ситуация, когда через
ю ел о одни отверстия паста полностью перетекает на противоположную сторону платы, в то время как в других она не достигает ее поверхности. Кроме того, поскольку подвод
XJ пасты к отверстиям осуществляется движеONнием ракеля, т. е. неодновременно, величина силового воздействия на композицию будет различной для этих отверстий, вследствие чего количество вводимой в отверстия композиции будет различным. По этой причине величина переходного сопротивления приобретает большой разброс, вплоть до полного обрыва соединений.
Целью изобретения является уменьшение разброса величины переходных сопротивлений.
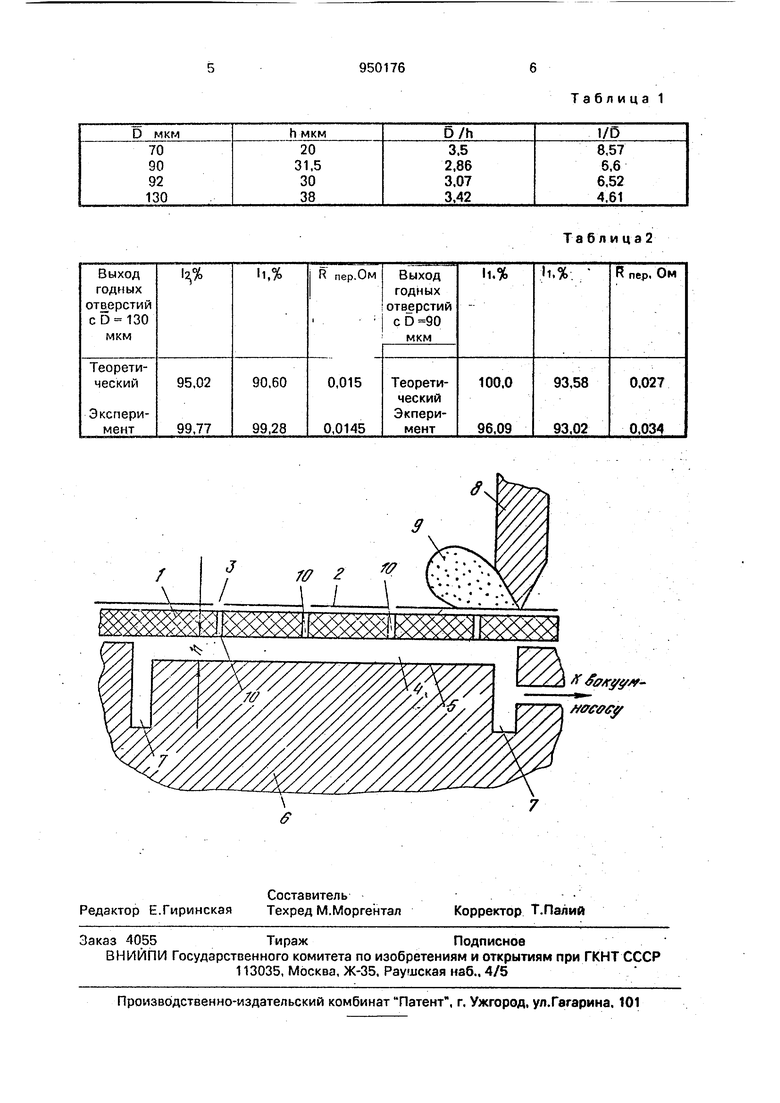
Поставленная цель достигается тем, что по способу изготовления печатных плат с металлизированными отверстиями, включающему вакуумную протяжку через отверстия проводящей тиксотропной композиции, в процессе вакуумной протяжки ограничивают высоту h вакуумного объема под платой, причем величину h рассчитывают по формуле где А 2,9-3,5; D - средний диаметр отверстий в плате. В данном способе процессу заполнения отверстий пастой сообщается способность саморегулирования, основанного на использовании явления тиксотропии, т. е. способности композиции изменять свою вязкость в зависимости от величины действующей на силы. На чертеже показано устройство для осуществления способа изготовления плат с металлизированными отверстиями. Устройство содержит плату 1, трафарет 2 с окнами 3. вакуумный объем 4, стенку 5 столика 6, канавку 7, идущую параллельно сторонам платы и связанную с вакуумнасосом, ракель 8, порцию композиции 9, отверстия 10 в плате. Нанесение композиции 9 на поверхность платы 1 и в отверстия 3 осуществляется как обычно при трафаретной печати, в том числе как и в прототипе: продавливанием через трафарет движением эластичного ракеля. 8. Подключением к выкуумнасосу создают под платой разрежение, обеспечивающее ее прижим к столику б, после чего движением ракеля композиция 9 продавливается через трафарет 2. Особенность заявляемого способа начинает проявляться на том этапе, когда композиция, заполнив отверстия, начинает выходить на противоположную поверхность платы. Вследствие ограниченной высоты BaKv yMHoro объема 4 вытекающая из отверстий композиция встречает на своем пути преграду в виде стенки 5 и, растекаясь по пей, заполняет кольцевой зазор плата-стенка по периметру отверстия, вследствие чего уменьшается перепад давления, действующего на композицию, находящуюся в отверстии, и резко увеличивается ее вязкость. Дальнейшее движение композиции прекращается. Таким образом осуществляется саморегулирование, исключающее полное перетекание композиции через отверстия, что позволяет при различной протяженности процесса во времени, обуслов.пеиной различиями между платами, обеспочмть высокую однородность заполнени отверстий как по плои.1ади одной платы, так и для различных плат. П р и м е р. Величину h устзнавливают по предпарительно определенной для каждой )латы величине D -- среднему арифметическому значению диаметра отверстий в плате перед началом процесса их заполнения пастой и не меняют в ходе процесса последовательного запол1- ения. При этом предполагается, что отклонения диаметров отдельных отверстий от b подчиняются нормальному закону распределения ошибок. Оптимум пеличины i) определяется путем факторного эксперимента, результаты которого представлены в табл. 1 для платы толщиной I 0,6 мм. В качестве композиции использовалась серебросодержащая паста. Как следует из полученных данных, оптимальная величина определяется зависиг- мостью h д при А 2,9-3,5. г,це D средний диаметр отверстий в плате, причем эта зависимость остается неизменной в широком диапазоне изменения отношения толщины платы к диаметру отверстий. Полученные результаты проверялись на двух партиях плат объемом по 75 шт. с количеством отверстий D каждой 139. Оценивался выход годных металлизированных отверстий по уровню величины переходного сопротивлени.ч не более 0,1 Ом (И) и 1,0 Ом (12). Диаметр отверстий 130 ± 20 мкм и 90 ± 15 мкм с нормальным законом распределения. Результаты представлены в таблице 2. Результаты, представленные в таблице 2,подтверждают полученную зависимость h(D) и способность предлагаемого способа обеспечить высокую однородность переходного сопротивления как в пределах одной платы, так и партии плат в целом. Технико-экономический эффект данного способа заключается в резком повышении выхода годных плат с металлизирозанными отверстиями, в возмох ности значительного повышения плотности .элементов межуровнеоой коммутации двухуровневых плат, что делает в ряде случаев ненужным испо.1ьзование многоуровневой коммутации, а также повысить функциональную сложность или сократить размеры гибридных интегральных схем.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухсторонней металлизации керамических пластин | 2017 |
|
RU2649624C1 |
| Способ получения заполненных переходных металлизированных сквозных отверстий печатной платы | 2015 |
|
RU2619913C2 |
| Способ формирования межслойных переходов в многослойной металлокерамической плате | 2015 |
|
RU2610302C2 |
| Способ изготовления микросхем | 1979 |
|
SU873861A1 |
| Способ изготовления керамических плат для СВЧ монолитных интегральных схем | 2022 |
|
RU2803667C1 |
| МНОГОСЛОЙНАЯ КОММУТАЦИОННАЯ ПЛАТА (ВАРИАНТЫ) | 1998 |
|
RU2133081C1 |
| Способ изготовления плат на основе нитрида алюминия с переходными отверстиями | 2019 |
|
RU2704149C1 |
| Серебросодержащая паста для формирования нитей токообогрева автомобильных стекол и контактных площадок для подсоединения коннекторов | 2023 |
|
RU2819956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОРЕЗИСТОРА | 2024 |
|
RU2839451C1 |
| Резистивный материал | 1977 |
|
SU711638A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТ С МЕТАЛЛИЗИРОВАННЫМИ ОТВЕРСТИЯМИ, включающий вакуумную протяжку через отверстия проводящей тиксотропной 1..11Ш flATtHTii -r;,,.;i4:;rKS БИ5ЛИО КЛ I композиции, отличающийся тем, что, с целью уменьшения разброса величины переходных сопротивлений, в процессе вакуумной протяжки ограничивают высоту h вакуумного объема под платой причем величину h рассчитывают по формуле D h где А 2,9-3,5; D - средний диаметр отверстий в плате.
Та блица2
ff yyjv//fffffffy
| СПОСОБ ВОДНОЙ ПРОМЫВКИ И СИСТЕМА ДЛЯ СПОСОБА УЛАВЛИВАНИЯ ДИОКСИДА УГЛЕРОДА | 2011 |
|
RU2558361C2 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
