Изобретение относится к технологии нанесения металлических покрытий на пластины из алюмонитридной керамики и может быть использовано в электронной и радиоэлектронной промышленности при производстве металлизированных подложек для электронных и светоизлучаюших модулей.
Двухсторонняя металлизация керамических пластин позволяет миниатюризировать модули и упростить их сборку.
Задачей заявленного изобретения является создание высокотехнологичного способа двухсторонней металлизации керамических пластин, в частности на основе нитрида алюминия с использованием сквозных проходных отверстий.
Одной из основных проблем технологии двухсторонней металлизации является заполнение проходных отверстий с целью получение качественных контактов с топологическими рисунками на обеих сторонах керамических пластин.
Известен способ заполнения токопроводящей пастой (1) сквозных отверстий в пластине с двухсторонней металлизацией. Для заполнения отверстий пластина устанавливается на платформу с прорезями, расположенными под отверстиями, прорези имеют размеры больше диаметра отверстий, заполнение отверстий через прорези осуществляется предварительно нагретой пастой, которая нагревается с обратной стороны.
Недостатком данного способа является то, что на обратной стороне пластины из-за трудно контролируемого процесса изменения вязкости пасты при заполнении отверстий возможны избыточные наплывы, что нежелательно при двухсторонней металлизации.
Известен способ (2) двухсторонней металлизации керамических пластин серебросодержащей пастой с вязкостью 10…100 Па*с. В данном способе заполнение сквозных отверстий осуществляется через трафарет с помощью ракеля с углом скоса менее 45°, причем скорость прохождения ракеля составляет около 6 проходов в минуту, что в два раза быстрее, чем при обычной металлизации.
Недостатком этого способа является то, что при заполнении сквозных отверстий, несмотря на увеличение скорости прохода ракеля, невозможно гарантировать качественное заполнение отверстий, тем более в толстой керамике. Паста не успевает заполнить всю глубину отверстия, так как происходит отвердение пасты. Скос ракеля также не гарантирует заполняемость сквозных отверстий.
Известен способ (3) двухсторонней металлизации печатных плат, который реализуется в камере, где плата размещается вертикально. Заполнение переходных отверстий осуществляется с двух сторон. Для лучшей заполняемости материалом переходных отверстий перед заполнением в камере создается вакуум. Затем с помощью ракеля паста, подаваемая из резервуара, с одной стороны продавливается в отверстие. Ракель, движущийся с другой стороны, удаляет с поверхности излишки пасты.
Недостатком данного способа является большой расход материала для заполнения отверстий, его неконтролируемое нарастание на одной из сторон платы. При заполнении отверстий платы расположены исключительно вертикально, что является проблемой для проводящих материалов, таких как серебросодержащие пасты, так как не решается вопрос, связанный с адгезией заполняемого материала к поверхности отверстий. Некачественное заполнение отверстий влияет на электрические контакты при двухсторонней металлизации пластин и на качество металлизации.
Известен способ двухсторонней металлизации керамических подложек (4), в котором отверстия в вертикально расположенной плате заполняются пастой под давлением с одной стороны или одновременно с двух сторон с помощью распределительных головок, которые движутся вниз и проталкивают материал через проходные отверстия.
Недостатком данного способа является то, что требуется предварительная подготовка плат в части плоскостности поверхностей, так как на поверхности платы может скапливаться материал, который необходимо счищать перед планаризацией поверхностей пластин. Подготовка пластин в части планаризации осуществляется перед нанесением топологического рисунка металлизации.
Наиболее близким (4) техническим решением является способ заполнения серебросодержащей пастой отверстий через трафарет с использованием вакуумных зажимов с нижней стороны платы.
Недостатком данного способа является трудность заполнения глубоких отверстий, так как при этом требуется много прохода ракелем и в промежутках между проходами существует большая вероятность вовлечения воздуха в заполняемые отверстия в промежутки между проходами ракеля.
Техническим результатом предлагаемого изобретения является создание высокотехнологичного способа двухсторонней металлизации керамических пластин с улучшенной адгезией металлизации к керамике и качественным заполнением переходных отверстий.
Технический результат достигается тем, что заполнение серебросодержащей пастой сквозных отверстий и нанесение на керамическую подложку топологических рисунков металлизации с использованием трафаретной сетки с последующей термической обработкой, причем для заполнения сквозных отверстий используется сетка с коэффициентом открытой поверхности 0,25-0,40, через ячейки которой в отверстия в два прохода ракеля продавливается серебросодержащая паста с вязкостью 75-80 Па*с, причем, во время второго рабочего хода ракеля, с нижней стороны подложки создается разрежение 0,01-0,05 Па, затем серебросодержащей пастой с вязкостью 45-60 Па*с наносится топологический рисунок металлизации на нижнюю сторону пластины и проводится низкотемпературная обработка, в частности, при температуре 150-200°С в течение 20-30 минут, затем на рабочую (верхнюю) сторону пластины наносится топологический рисунок металлизации и проводится высокотемпературный отжиг, в частности, при температуре 850°С в течение 10-15 минут.
В заявленном способе двухсторонней металлизации керамических пластин признаков, сходных с отличительными, не выявлено, что позволяет сделать вывод о соответствии заявленного технического решения критерию новизны.
В заявленном изобретении двусторонняя металлизация керамических пластин выполняется с использованием трафаретной сетки с коэффициентом открытой поверхности 0,25-0,40. Коэффициент открытой поверхности определен расчетным путем, при этом для качественного контакта металлизации на пластине и переходных отверстий учитывалась необходимость получения контактного кольца заданного диаметра вокруг заполняемого переходного отверстия.
В заявленном техническом решении предложены два вида серебросодержащих паст: для заполнения переходных отверстий и нанесения топологических рисунков металлизации на поверхности керамических пластины.
В частности, при выборе керамики было отдано предпочтение алюмонитридной керамике, обладающей хорошей теплопроводностью и экологической чистотой, широко используемой в мощных электронных модулях.
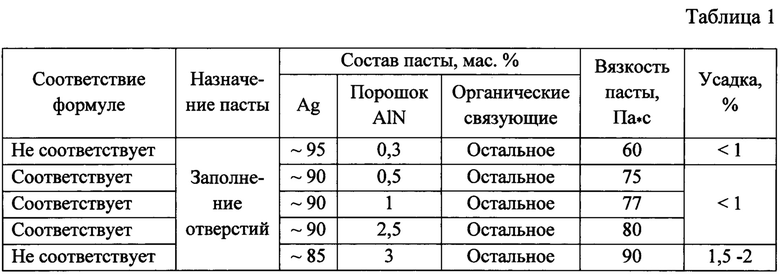
При заполнении сквозных отверстий важна малая усадка пасты, влияющая на электрические характеристики структуры и надежность межслойного контакта. Для выполнения данного условия использовалась серебросодержащая паста с содержанием серебра около 90 мас. %. Чтобы обеспечить адгезию к поверхности отверстий и к топологическим рисункам металлизации была использована паста с вязкостью 75-80 Па*с, частности серебросодержащая паста с содержанием серебра около 90 мас. %, порошка нитрида алюминия 0,5-2,5 мас. % и органического связующего, которая позволила получить усадку пасты менее 1% и хорошую адгезию по сравнению с другими пастами, не менее 12 Н/мм2.
Заполнение сквозных отверстий в керамической пластине осуществляется серебросодержащей пастой с помощью ракеля в два прохода.
При рабочем ходе ракеля в перемещаемой массе пасты возникает механическое напряжение, приводящее к активации тиксотропной составляющей, вязкость пасты резко уменьшается, паста протекает сквозь открытые ячейки трафаретной сетки и частично заполняет отверстия. Попавшая в отверстие паста, при отсутствии механического напряжения (после прохода ракеля), мгновенно набирает исходную вязкость и «застывает» в верхней части отверстия.
Во время холостого хода ракеля происходит перемещение массы пасты в исходное положение.
При втором проходе ракеля механического напряжения в перемещаемой массе недостаточно для смещения «застывшей» пасты в нижнюю часть отверстия. В результате возникают дефекты в виде частично незаполненных отверстий, а в критическом случае могут возникнуть разрывы контакта переходного отверстия с поверхностной металлизацией керамической пластины.
Для предотвращения отрицательных последствий (вследствие образования пустот) и для равномерного заполнения отверстий выбранной серебросодержащей пастой во время второго рабочего хода ракеля снизу отверстия создавалось разрежение 0,01-0,05 Па. Вакуум создает дополнительное механическое напряжение в «застывшей» пасте, вязкость которой уменьшается, что обеспечивает более равномерное заполнение отверстий и снижает вероятность появления разрывов контакта переходного отверстия и поверхностной металлизации пластины.
Нанесение топологических рисунков металлизации после заполнения переходных отверстий осуществляется сначала на нижнюю сторону керамической пластины.
Требования к качеству и чистоте поверхности металлизации на рабочей (верхней) стороне керамической пластины на порядок выше по сравнению с требованиями к топологическому рисунку на нижней поверхности, по причине посадки кристалла и других элементов на рабочую сторону керамической пластины, поэтому нанесение топологических рисунков металлизации сначала осуществляется на нижнюю сторону керамической пластины.
Нанесение топологического рисунка металлизации на нижнюю сторону керамической пластины осуществляется через трафаретную сетку с помощью ракеля серебросодержащей пастой с вязкостью 45-60 Па*с. В частности, используется паста с содержанием серебра 50-70 мас. %, боросиликатного стекла с окисью висмута 15-20 мас. % и органического связующего. Совмещение трафаретной сетки проводится по металлизированным отверстиям с соответствующими площадками рисунка трафаретной сетки.
Для удаления органики с поверхности нижнего слоя и обеспечения нанесение топологического рисунка металлизации на рабочую сторону керамической пластины без смазывания проводится низкотемпературная термообработка при температуре (150÷200)°С в течение 20-30 минут.
Паста для топологических рисунков металлизации обладает меньшей вязкостью - 45-60 Па*с, по сравнению с пастой для заполнения сквозных отверстий - 75…80 Па*с. Это обуславливается необходимостью малой усадки серебросодержащей пасты при заполнении сквозных отверстий, где содержание серебра составляет около 90 мас. %, и получением максимально чистой поверхности при нанесении топологического рисунка металлизации серебросодержащей пастой, где содержание серебра составляет 50-70 мас. % и 15-20 мас. % боросиликатного стекла с окисью висмута, обеспечивающего хорошую адгезию топологического рисунка металлизации.
Аналогичным образом происходит нанесение топологического рисунка металлизации на рабочую сторону керамической пластины.
Для окончательной фиксации двухсторонней металлизации керамической пластины проводится высокотемпературный отжиг пластины при температуре 850°С в течение 10-15 минут.
Новая совокупность существенных признаков позволяет сделать вывод о соответствии заявленного технического решения условию «изобретательский уровень».
Реализации двухсторонней металлизации керамической пластины проводилась на пластине, выполненной на основе алюмонитридной керамики толщиной 0,5 мм, диаметр переходного отверстия 0,2 мм.
Учитывая погрешности совмещения топологического рисунка печатной формы с топологией расположения отверстий на пластине, а также необходимости получения контактного кольца вокруг заполняемого отверстия, диаметр открытой зоны отверстия в трафаретной сетке был выбран 0,35 мм.
Результаты реализации заявленного технического решения, приведенные в табл.1 и табл. 2., сравнение которых подтверждает достижение поставленной задачи.

Источники информации
1. Патент Японии №2003209354. «Метод заполнения проводящей пастой». Н05K 3/40, опубл. от 25.07.2003 г. (аналог).
2. Патент Японии 2000189519. «Метод покрытия керамических пластин», опубл. 16.03.1999 г. (аналог).
3. Патент Германии №10222874. «Устройство для заполнения отверстий в печатных платах », опубл. 18.12.2003 г.
4. Т. Рекерт. «Новые технологии заполнения отверстий и последующей планаризации», Технологии в электронной промышленности, №5, 2005, стр. 26-29.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических плат для СВЧ монолитных интегральных схем | 2022 |
|
RU2803667C1 |
| Способ изготовления плат на основе нитрида алюминия с переходными отверстиями | 2019 |
|
RU2704149C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2020 |
|
RU2759248C1 |
| Способ металлизации алюмонитридной керамики | 2021 |
|
RU2778363C1 |
| Состав для металлизации керамики | 2022 |
|
RU2803271C1 |
| Способ изготовления плат на подложках из алюмонитридной керамики | 2023 |
|
RU2828329C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОДЛОЖКИ ИЗ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2014 |
|
RU2558323C1 |
| МЕТАЛЛИЗАЦИОННАЯ ПАСТА И СПОСОБ МЕТАЛЛИЗАЦИИ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2013 |
|
RU2528815C1 |
| Способ металлизации керамических изделий | 2021 |
|
RU2777312C1 |
Изобретение относится к технологии нанесения металлических покрытий на керамические пластины и может быть использовано в электронной и радиоэлектронной промышленности при производстве металлизированных подложек для электронных и светоизлучающих модулей. Способ двухсторонней металлизации керамических пластин заключается в заполнении серебросодержащей пастой с вязкостью 75…80 Па*с сквозных отверстий с использованием трафаретной сетки с коэффициентом открытой поверхности 0,25…0,40, через ячейки которой в два прохода в отверстия ракелем продавливается серебросодержащая паста, причем во время второго рабочего хода ракеля с нижней стороны пластины создается разрежение 0,01…0,05 Па. Затем с помощью серебросодержащей пасты с вязкостью 45…60 Па*с наносится топологический рисунок металлизации сначала на нижнюю сторону пластины с последующей низкотемпературной термообработкой, затем на рабочую сторону пластины. В заключении проводится высокотемпературный отжиг. Серебросодержащие пасты для заполнения сквозных отверстий и для нанесения топологических рисунков металлизации отличаются по составу. Способ позволяет получить качественную двухстороннюю металлизацию керамических пластин с использованием сквозных отверстий. 5 з.п. ф-лы, 2 табл.
1. Способ двухсторонней металлизации керамических пластин, включающий заполнение серебросодержащей пастой сквозных отверстий и нанесение на стороны керамической пластины топологических рисунков металлизации с использованием трафаретной сетки с последующей термической обработкой, отличающийся тем, что для заполнения сквозных отверстий используется сетка с коэффициентом открытой поверхности 0,25-0,40, через ячейки которой в отверстия в два прохода ракелем продавливается серебросодержащая паста с вязкостью 75-80 Па*с, причем во время второго рабочего хода ракеля с нижней стороны пластины создается разрежение 0,01-0,05 Па, затем серебросодержащей пастой с вязкостью 45-60 Па*с наносится топологический рисунок металлизации на нижнюю сторону пластины и проводится низкотемпературная термообработка, затем на рабочую сторону пластины наносится топологический рисунок и проводится высокотемпературный отжиг.
2. Способ двухсторонней металлизации керамики по п. 1, отличающийся тем, что пластина выполнена из алюмонитридной керамики.
3. Способ двухсторонней металлизации керамики по п. 1, отличающийся тем, что паста для заполнения сквозных отверстий содержит, мас.%:
4. Способ двухсторонней металлизации керамики по п. 1, отличающийся тем, что паста для нанесения топологических рисунков металлизации на пластину содержит, мас.%:
5. Способ двухсторонней металлизации керамики по п. 1, отличающийся тем, что низкотемпературная термообработка пластины проводится при температуре 150-200°С в течение 20-30 минут.
6. Способ двухсторонней металлизации керамики по п. 1, отличающийся тем, что высокотемпературный отжиг проводится при температуре 850°С в течение 10-15 минут.
| РЕКЕРТ Т | |||
| "Новые технологии заполнения отверстий и послеующей планаризации", "Технологии в электронной промышленности", 2005, N 5, с.26-29 | |||
| Элеваторный склад | 1982 |
|
SU1022874A1 |
| Способ металлизации керамики | 1990 |
|
SU1756311A1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЗИРУЮЩЕЙ ПАСТЫ | 0 |
|
SU172223A1 |
| US 4681656 A, 21.07.1987 | |||
| US 6475606 B2, 05.11.2002. | |||

