Изобретение относится к производству радиоэлектронной аппаратуры, а именно к технологии изготовления многослойных металлокерамических плат (МКП) и корпусов микросхем, и может быть использовано при металлизации переходных отверстий.
Известен способ изготовления МКП (патент SU 1582967), включающий формирование межслойных переходов, при котором в спеченную плату под давлением вставляют шпильку из электропроводной пленки, покрытую припоем, пропускают электрический ток, нагревающий шпильку, в результате чего происходит коммутация слоев спеченной платы расплавленным припоем. Недостатком указанного способа является трудность пробивки отверстий в спеченных керамических платах, в то же время металлизация сырой керамики невозможна в силу того, что припой при спекании керамики испаряется.
Наиболее близким техническим решением, выбранным в качестве прототипа, является металлокерамическая плата (патент US 4604496), имеющая межслойные переходы разных диаметров, расположенных друг под другом. Межслойный переход, расположенный снизу, отличается большим диаметром по отношению к диаметру межслойного перехода, расположенного над ним. Недостатком предложенного способа является наличие того факта, что предлагаемая конструкция предотвращает разрушение керамики вокруг переходов меньшего диаметра, расположенного на внешних слоях МКП, но не исключает разрушение керамики вокруг переходов большего диаметра, расположенных под ними. Кроме того, на сложных металлокерамических платах, где присутствуют 256 и более межслойных переходов, использование прототипа заведомо предполагает увеличение габаритных размеров радиоэлектронной аппаратуры по описанному способу изготовления МКП.
Обычно структура МКП, как показано на фиг. 1, представляет собой «многоэтажное» чередование плоскостей расположения коммутационных проводников 1, разделенных слоями изоляторов - керамических листов 2. Коммутационные проводники 3, расположенные на разных «этажах» многослойной структуры, соединяются с помощью межслойных переходов 4. На наружных плоскостях МКП располагаются также монтажные 5 и выводные контактные площадки 6. Межслойные переходы формируются путем заполнения предварительно вырубленных переходных отверстий проводящей пастой на основе тугоплавких порошков (W и Мо). Такие металлокерамические платы, как показала практика, подвержены разрушению в процессе температурной обработки на стадии изготовления МКП. Причиной разрушения, как показано на фиг. 2, является образование трещин 7 вокруг межслойных переходов 9, вследствие несовпадения коэффициентов усадки межслойного проводника и окружающей его керамики 8 на стадии производства, что в конечном итоге приводит к разгерметизации корпуса микросхемы в условиях температурной нестабильности. Поэтому одним из важных эксплуатационных условий является обеспечение согласованности усадок металлизационного межслойного перехода и окружающего его керамического материала, методика которого разработана для «плоских», но не для «объемных» проводников.
Задачей настоящего изобретения является повышение качества и надежности металлокерамических плат и корпусов микросхем в области межслойных переходов в условиях их массового производства и эксплуатации.
Поставленная цель достигается тем, что способ изготовления металлокерамической платы включает пробивку переходных отверстий, первичное покрытие стенок переходных отверстий тонким слоем низковязкой металлизационной пасты методом вакуумной протяжки с последующим заполнением отверстий с заметаллизированными стенками высоковязкой металлизационной пастой.
Сопоставительный анализ заявленного решения с прототипом показывает, что заявленный способ отличается от известного тем, что в заявленном способе разрушение керамики вокруг межслойного перехода предотвращается за счет двуслойной металлизации переходных отверстий, а в прототипе - за счет двухуровневой металлизации переходных отверстий. В заявленном способе переходное отверстие формируется в три этапа, в прототипе переходное отверстие формируется в четыре этапа. Кроме того, в заявленном способе нет необходимости совмещать межслойные переходы друг под другом, что упрощает технологию изготовления корпуса микросхемы и радиоэлектронной аппаратуры в целом.
Результатом сопоставительного анализа является установление факта соответствия заявляемого способа изготовления металлокерамических плат критерию "новизна".
Сравнение заявленного способа изготовления металлокерамических плат не только с прототипом, но и с другими способами изготовления металлокерамических плат позволило выявить признаки, отличающие заявленный способ от прототипа и других способов, что в свою очередь позволило сделать вывод о соответствии заявленного способа критерию "изобретательский уровень".
Пример реализации способа
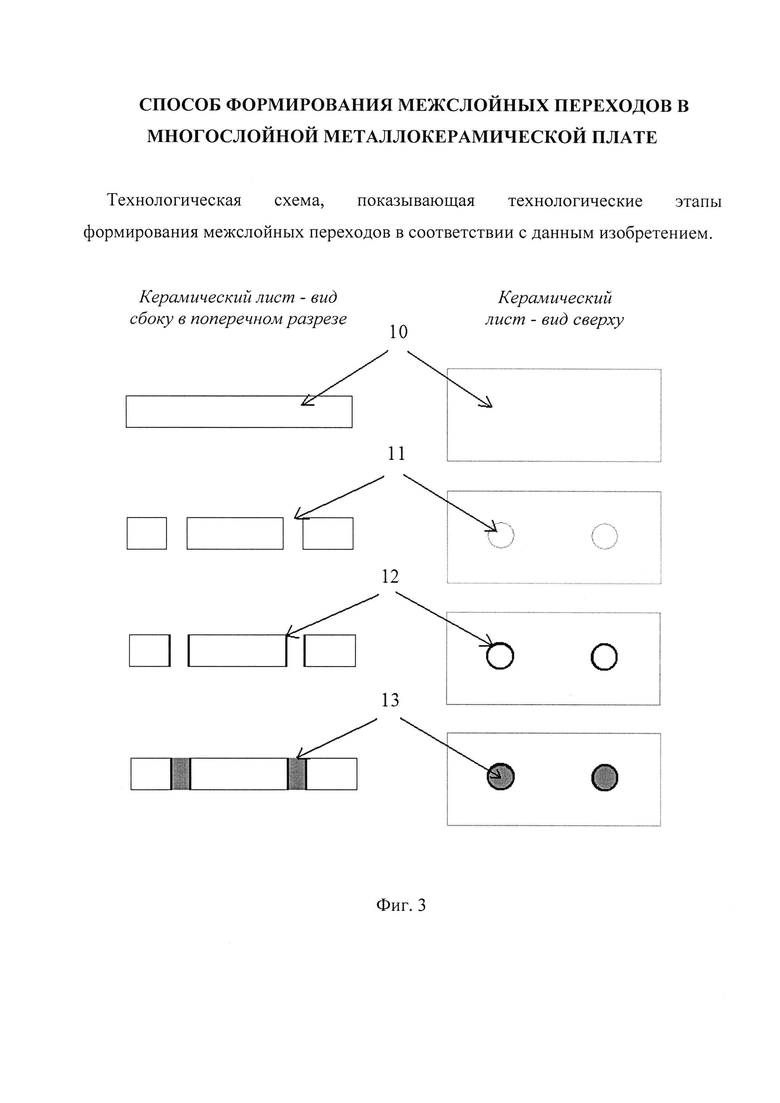
Данный способ изготовления металлокерамических плат осуществлялся с помощью разработки особой технологии формирования межслойных переходов, которая предполагает этапы развития, отмеченные на фиг. 3. В сыром керамическом листе 10 на установке пробивки окон и отверстий вырубались переходные отверстия 11 заданного диаметра. Керамические листы изготавливали методом литья жидкотекучей керамической массы на основе порошков глинозема Al2O3, циркониевого концентрата ZrSiO4, карбоната кальция СаСО3, обожженного талька MgO⋅SiO2 и двуокиси кремния SiO2 со средним размером частиц 5 микрон.
Затем стенки переходного отверстия покрывали жидкой пастой 12, вязкость которой находилась в пределах от 100 до 5000 Пз при температуре 20-25°C. Основой для металлизационных паст являлся вольфрамовый порошок двух фракций, предварительно диспергированный и перемешанный с органической связкой, которая способствует крепкому сцеплению отдельных частиц вольфрама между собой. Вязкость пасты регулировалась составом органической связки, добавляемой в процессе ее изготовления.
Для получения равномерного покрытия стенок переходных отверстий, паста наносилась через трафарет, благодаря перепаду давлений между началом и концом межслойного перехода. Для этого метода металлизации служат, например, специализированные принтеры с вакуумным бункером, где закрепляется трафарет с массивом отверстий, расположенных точно под переходными отверстиями в керамических листах. В качестве трафарета авторы использовали стальную рамку, на которую наклеивали ленту из бериллиевой бронзы. Трафарет формировали непосредственно на самой бериллиевой ленте методом фотолитографии с использованием позитивного фоторезиста. В ходе проведения экспериментальной работы были изготовлены трафареты с диаметром отверстий 0,1; 0,2; 0,3; 0,4; 0,5 мм с шагом между отверстиями 0,1 мм. Отверстия были расположены в форме квадратной сетки со стороной в 20 отверстий. Для каждого диаметра, в целях статистической оценки результатов, использовали 100 керамических листов.
После металлизации стенок переходных отверстий, керамические листы подвергали сушке. Дальнейшая металлизация отверстий осуществлялась густой пастой 13 (фиг. 3) со значением вязкости в пределах от 20000 до 40000 Пз на установке металлизации переходных отверстий, в которой закреплялся тот же трафарет, что и на первом этапе металлизации. Под давлением пресса, высоковязкая паста продавливалась в отверстия трафарета и плотно заполняла переходные отверстия с заметаллизированными стенками.
После заполнения переходных отверстий более вязкой вольфрамовой пастой, керамические листы с включенными проводниками помещались в печь с восстановительной средой, с максимальной температурой обжига до 1800°C и получали вакуум-плотные МКП.
По окончании термической обработки ни на одном керамическом листе не было нарушения его целостности в окрестности межслойных переходов, сформированных по заявленному способу. Межслойные переходы, сформированные без предварительного покрытия стенок жидкой металлизационной пастой, давали 60% разрушения керамики с того же количества керамических листов, а межслойные переходы, изготовленные в соответствии с прототипом, - 35% разрушения керамики преимущественно во внутренних слоях корпуса.
Источники информации
1. Пат. 1582967 СССР, H05K 3/12. Способ изготовления переходных межсоединений в керамических печатных платах. / Н.М. Скулкин, С.И. Сербулов. - Заявлено 19.01.90; Опубл. 30.03.92. - 4 с.
2. Пат. 4604496 США, НКИ 174/68.5, МКИ H05K /02. Ceramic multilayer wiring board / S.K. Ishihara. - №640582; Заявлено 14.08.1984; опубл. 05.08.1986. - 5 c.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных плат на основе высокоглиноземистой керамики | 1987 |
|
SU1443781A1 |
| Способ изготовления переходных соединений в керамических печатных платах | 1990 |
|
SU1723682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ КОММУТАЦИОННЫХ ПЛАТ | 1990 |
|
RU2043319C1 |
| Состав для металлизации керамики | 2022 |
|
RU2803271C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 1999 |
|
RU2164904C1 |
| Способ двухсторонней металлизации керамических пластин | 2017 |
|
RU2649624C1 |
| Способ определения поверхностных и подповерхностных дефектов в керамических стеклосодержащих материалах | 1991 |
|
SU1796057A3 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| Способ металлизации алюмонитридной керамики | 2021 |
|
RU2778363C1 |
| Способ изготовления керамических плат для СВЧ монолитных интегральных схем | 2022 |
|
RU2803667C1 |


Изобретение относится к производству радиоэлектронной аппаратуры. Технический результат - повышение надежности металлокерамических плат (МКП) в области межслойных переходов, уменьшение размеров последних и повышение плотности их размещения в МКП - достигается заполнением переходных отверстий путем покрытия стенок переходных отверстий слоем низковязкой металлизационной пасты с последующим заполнением отверстий с металлизированными стенками высоковязкой металлизационной пастой, благодаря чему предотвращается разрушение МКП в процессе температурной обработки. Тонкая кольцевая прослойка металлизации усаживается быстрее основной металлизации и оказывает дополнительное сжимающее действие со стороны керамики на плотно спеченный проводник цилиндрической формы, в результате чего уменьшаются структурные напряжения в керамической подложке и сохраняется целостность конструкции. Это позволяет формировать переходные отверстия близко друг к другу и тем самым увеличивать плотность размещения межслойных переходов. 3 ил.
Способ формирования межслойных переходов включает пробивку переходных отверстий и заполнение их металлизационной пастой, отличающийся тем, что заполнение переходных отверстий осуществляется путем покрытия стенок переходных отверстий слоем низковязкой металлизационной пасты с последующим заполнением отверстий с металлизированными стенками высоковязкой металлизационной пастой.
| US 4604496 A, 05.08.1986 | |||
| Способ изготовления многослойных плат на основе высокоглиноземистой керамики | 1987 |
|
SU1443781A1 |
| АКТИВНОЕ ТЕРМОРЕГУЛИРОВАНИЕ МНОГОСЛОЙНЫХ ИНТЕГРАЛЬНЫХ СХЕМ | 2009 |
|
RU2479067C2 |
| US 6262579 B1, 17.07.2001 | |||
| US 7112885 B2, 26.09.2006. | |||

