Изобретение относится к машиностроению и может быть использовано на стадии окончательной высокоточной обработки поверхностей деталей.
Стендовые испытания и опыт эксплуатации роликовых подшипников показывает, что те подшипники, у которых роликовая дорожка имеет незначительную выпуклость (бомбину), в несколько раз более долговечны, чем с прямолинейной дорожкой качения.
Известны способы получения бомбины при шлифовании (В.В.Лоскутов, Шлифование металлов, М. Машиностроение, 1979, с. 195-201), включающие операцию шлифования, где шлифовальный круг имеет профиль, соответствующий заданному профилю бомбины.
Однако данные способы не получили распространения из-за сложного получения и сохранения нужного профиля шлифовального круга, так как стрелка выпуклости (бомбины) должны быть в пределах 3-5 мкм, последующий же процесс суперфиниша ее искажает, а чаще совсем уничтожает, так как съем металла при этой операции, как правило, больше величины выпуклости, полученной на предыдущей операции.
Известен способ чистовой обработки поверхностей деталей, в котором абразивные бруски жестко устанавливают в головке оппозитно по отношению к обрабатываемой детали, поджимают к ней и сообщают вращение головке и детали. Ось вращения головки устанавливают под углом к оси детали, значение которого определяют по формуле и используют в расчете ширины брусков.
Однако приведенный в материалах указанного способа расчет практически не осуществим в связи с использованием величин, которые могут быть получены только после обработки детали. Кроме того, вести расчет по каждой детали (кольцу) при массовом производстве становится невозможным. Помимо этого в изобретении не предусмотрена и автоматическая компенсация износа брусков.
Наиболее близким по технической сущности к предлагаемому является способ суперфиниширования беговых дорожек подшипников качения, при котором абразивному бруску сообщают движение поперек дорожки вращающегося кольца по дуге, смещенной от аксиальной плоскости кольца в сторону центра радиуса дуги, расположенного в плоскости симметрии кольца.
Однако данным способом получение заданной величины бомбины не представляется возможным, так как не известны величины радиуса качания, ширины камня и отношение l/c, где l ширина камня, а с ширина роликовой дорожки. Кроме того, не известны формулы практического расчета радиуса качания и величина смещения бруска (а) относительно оси симметрии кольца.
Целью изобретения является повышение долговечности работы подшипников за счет получения заданной величины выпуклости бомбины при суперфинишной обработке дорожки качения.
Это достигается тем, что в способе суперфинишной обработки, при котором деталь вращают, а брусок прижимают к обрабатываемой поверхности и качают в поперечном направлении вокруг оси, лежащей в плоскости симметрии детали, радиус качания бруска выбирают по формуле
R  где h заданная величина выпуклости дорожки качения детали после обработки;
где h заданная величина выпуклости дорожки качения детали после обработки;
с ширина дорожки качения детали;
l ширина бруска, при этом производят компенсацию износа бруска, для чего последний закрепляют на подпружиненном корпусе цилиндра, шток которого жестко связывают с рамой, качающейся вокруг оси.
Изобретение поясняется фиг. 1-6, с помощью которых реализован способ суперфинишной обработки.
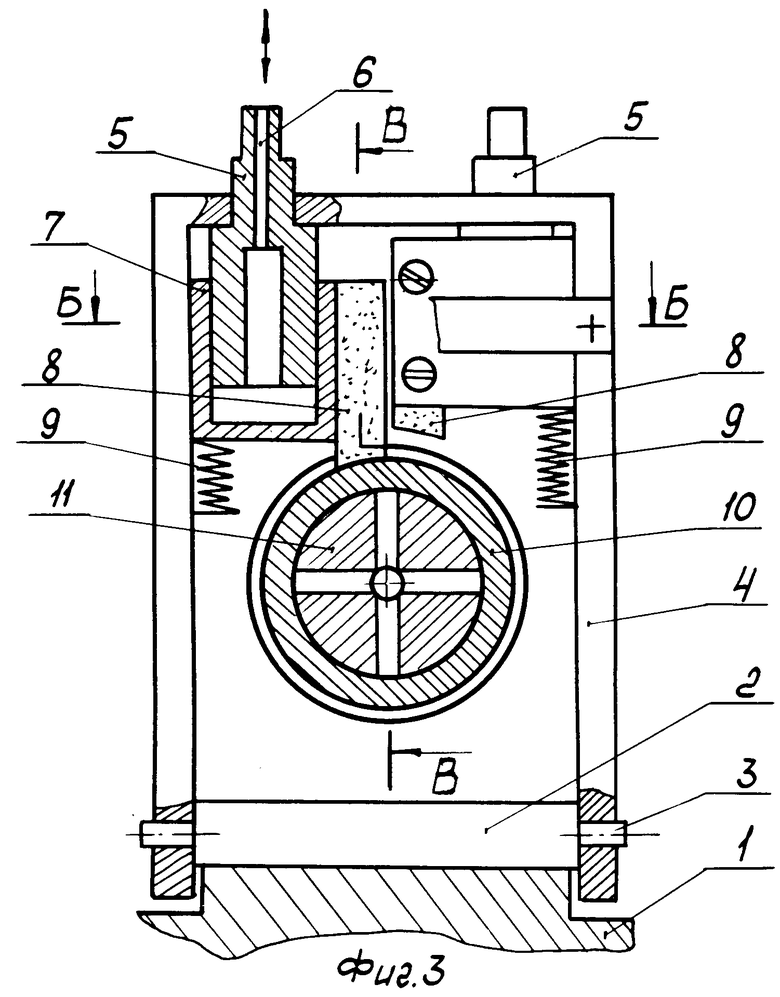
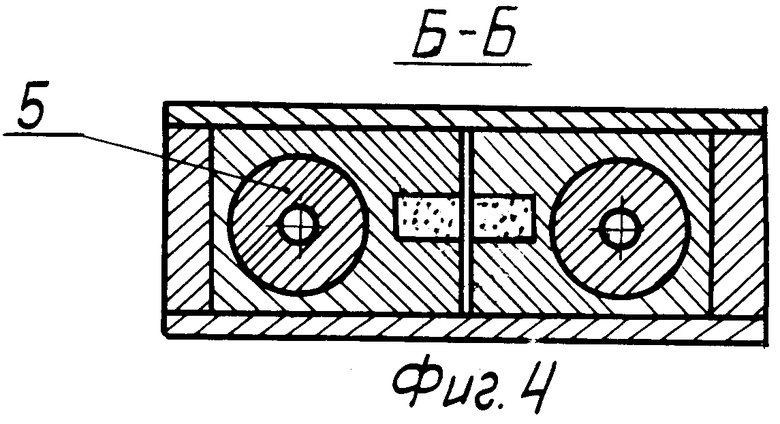
На фиг. 1 представлен общий вид устройства обработки с одним бруском; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 общий вид устройства для обработки с двумя брусками; на фиг. 4 разрез Б-Б на фиг. 3; на фиг. 5 разрез В-В на фиг. 3; на фиг. 6 сечение обрабатываемой поверхности.
Устройство содержит неподвижное основание 1, ось 2, цапфы 3 оси, качающуюся рамку 4, неподвижный поршень 5, сквозное отверстие 6 поршня, цилиндр 7, брусок 8, пружины 9, обрабатываемое кольцо 10, гидроопору 11, шпиндель 12, планку 13, упорный подшипник 14, ось 15 рычага привода качания.
Способ заключается в следующем.
Обрабатываемую деталь 10, надетую на гидроопору 11, приводят во вращение с помощью шпинделя 12. Затем к обрабатываемой поверхности с помощью подачи сжатого воздуха через канал 6 поршня 5 цилиндра 7 прижимают брусок 8 и качают в поперечном направлении вокруг оси 2, лежащей в плоскости симметрии детали, например, используя рамку 4 с приводом 15. Причем радиус качания, связанный с шириной бруска, определяют по формуле, приведенной выше. При этом производят компенсацию износа бруска путем его закрепления на подвижном подпружиненном корпусе цилиндра, шток которого жестко связывают с рамой, качающейся вокруг оси 2. По мере износа бруска ход цилиндра увеличивается. По окончании цикла предварительной обработки возможен цикл чистовой обработки, который повторяет описанные выше операции с использование бруска более мелкой зернистости.
П р и м е р. Предлагаемый способ был осуществлен в конструкции автомата для суперфиниша внутренних колец роликового подшипника 32605, в котором отношение ширины применяемого бруска к ширине дорожки качения 4/5, а радиус качания 225.
Предлагаемый способ суперфинишной обработки позволяет получить бомбинированную поверхность дорожкой качения роликовых подшипников, в несколько раз увеличивающую долговечность подшипников по сравнению с прямолинейным профилем дорожки качения, а также автоматизировать компенсацию износа брусков, при этом рабочее давление брусков на обрабатываемую поверхность остается постоянным и регулируемым и не зависит от радиуса дорожки качения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1993 |
|
RU2086390C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ | 1994 |
|
RU2069141C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2024385C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2094213C1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2078677C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2004 |
|
RU2282527C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1992 |
|
RU2071904C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 1992 |
|
RU2074083C1 |



Использование: в машиностроении на стадии окончательной высокоточной обработки поверхностей деталей. Сущность: деталь 10 вращают, а брусок 8 прижимают к обрабатываемой поверхности и качают в поперечном направлении вокруг оси 2, лежащей в плоскости симметрии детали. Радиус качания бруска выбирают по формуле, приведенной в тексте описания. В процессе обработки производят компенсацию износа бруска, для чего последний закрепляют на подпружиненном корпусе 7 цилиндра, шток 5 которого жестко связывают с рамой 4, качающейся вокруг оси 2. 6 ил.
СПОСОБ СУПЕРФИНИШНОЙ ОБРАБОТКИ, при котором деталь вращают, а брусок прижимают к обрабатываемой поверхности и качают в поперечном направлении вокруг оси, лежащей в плоскости симметрии детали, отличающийся тем, что радиус R качания бруска выбирают по формуле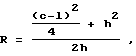
где h заданная величина выпуклости дорожки качения детали после обработки;
c ширина дорожки качения детали;
l ширина бруска,
при этом производят компенсацию износа бруска, для чего последний закрепляют на подпружиненном корпусе цилиндра, шток которого жестко связывают с рамой, качающейся вокруг упомянутой оси.
| Способ суперфиниширования беговых до-РОжЕК пОдшипНиКОВ КАчЕНия | 1979 |
|
SU837773A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
