Изобретение ОТНОСИТСЯ к обработке тугоплавких материалов давлением.
Известен способ обработки тугоплавких металлов и сплавов, при котором осуществляют нагрев заготовки, установку в полость контейнера внутренней втулки с предварительным ее подогревом, установку заготовки во втулку и прессование 1.
Недостатком известного способа является значительный теплоотвод с поверхности нагретой заготовки в период ее нахождения в контейнере вследствие того, что нагрев контейнеров для прессования тугоплавких матери/алов не превышает 450-500 С, что связано .с возможным отпуском закаленных втулок и потерей ими необходимых прочностных свойств.
Захолаживание поверхностных слоев заготовки снижает равномерность распределения температурного поля, повышает неравномерность деформации в процессе прессования, что приводит к ухудшению качества изделий.
Цель изобретения - повышение качества изделий путем уменьшения тепловых потерь поверхностью заготовки.
Поставленная цель достигается тем, .что согласно способу, при котором
осуществляют нагрев заготовки, установку в полость контейнера внутренней втулки с предварительным ее подогревом, установку заготовки во.втулку и прессование, установку втул1 и производят одновременно с ее формированием, сворачиванием листа из тугоплавкого металла толщиной, составляющей 0,001-0,01 от диаметра полости контейнера, а подогрев ее осуществляют совместно с заготовкой до температуры деформации.
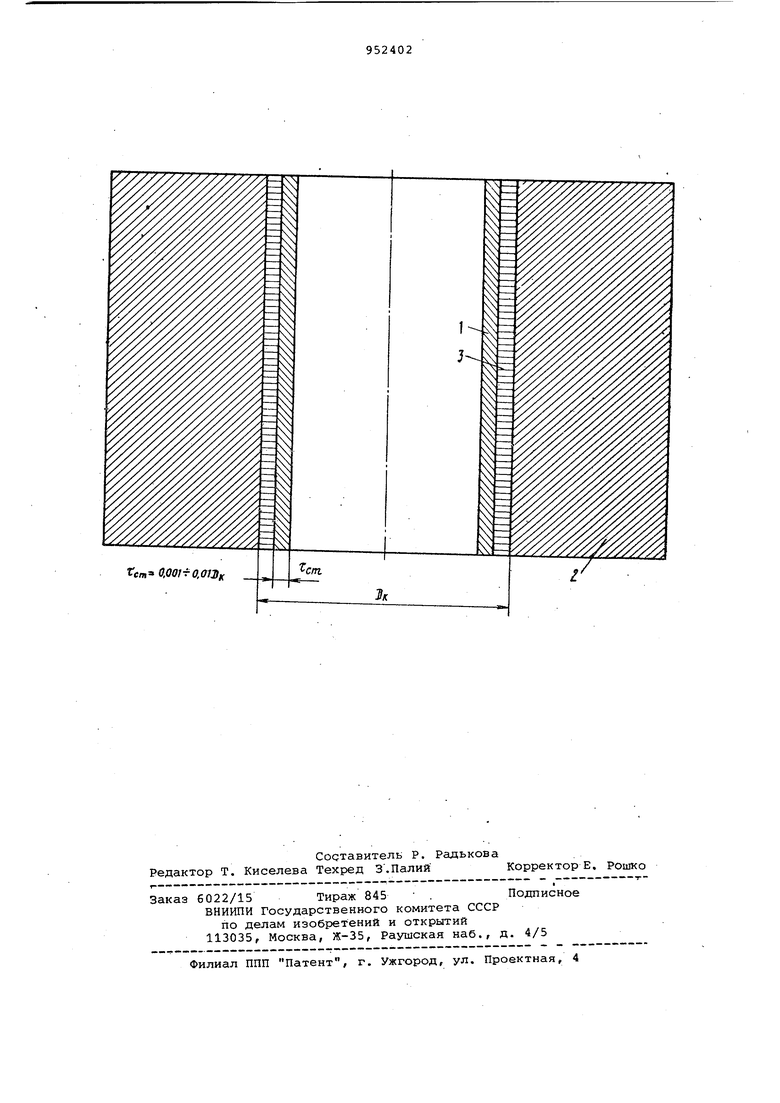
На чертеже изображен контейнер, служащий для реализации способа.
Процесс прессования осуществляется следующим образом.
Подготовленные листы для втулки 1 из тугоплавкого металла, например молибдена, закладываются в печь г загруженную предварительно заготовками и нагреваются совместно с ними.
На внутреннюю поверхность контейнера 2 предварительно наносится теплоизоляционный слой 3 перед циклом Прессования нагретый лист вынимается из печи, клещс№1И ему придают форму рулона и опускают в контейнер. Лист тугоплавкого металла за счет упругой раздачи плотно покрывает внутреннюю полость контейнера 2. Затем туда же помещают заготовку и производят прес сование. После цикла прессования внутренняя втулка вынимается из контейнера и снова помещается в печь нагрева. При этом следует отметить, что нагрев листовой втулки с толщино составляющей 0,001-0,01 от внутренне го диаметра контейнера, не пЕ бвы:аает 5-10 мин, а после цикла прессования втулка Может быть использована повто но. Вследствие использования предварительно нагретой до температуры деформации втулки исключается размещение в контейнере системы нагрева последнего, что снижает стоимость изготовления контейнера. Кроме того, предварительный нагрев и последующая установка втулки в контейнере, основная масса которого отделена от контактной плоскости нагретой втулки и заготовки слоем теплоизоляции, делает возможным изготовление корпуса контейнера 2 из марок сталей, обладающих высокой прочностью, однако не приспособленных к работе с цикли ческими ударами, что имеет место в известном контейнере. Существенным преимуществом предлагаемого способа является практичес ки полное исключение отвода тепла с поверхности нагретых до температуры 1000-2000 С перед прессованием слитков, который в известном контейjiepe может достичь при помещении туда нагретых слитков и распрессовке в начальный момент 500-600 С. В связи с этим в таком контейнере нагретый слиток характеризуется минимальным градиентом падения температуры по сечению слитка, и следовательно, при истечении изделия из очка матрицы снижением неравномернос ти деформации, а также повышением качества изделий. Данная конструкция контейнера позволяет в 8-10 раз сократить потер тепла поверхностньвии слоями в месте контакта заготовки с контейнером, что значительно повышает равномерность распределения температурного поля заготовки и улучшает качество прессизделий. Потери тепла поверхностью заготовок в данном случае составляют 2050 0. Кроме того, как было показано выше, в качестве внутренней втулки можно использовать взамен дорогостоящих сложнолегированных после длительной термообработки сталей отходы производства листов и фольги из тугоплавких металлов: обрезь, концы и т.д. Листы тугоплавких металлов, используемые в качестве внутренних втулок, создают .дополнительные экранизирующие свойства, отражая тепло к заготовке, что достигается за счет высокой чистоты поверхности листов тугоплавких металлов после прокатки. Формула изобретения Способ высокотемпературной обработки тугоплавких материалов, при коTopoM осуществляют нагрев заготовки-/ установку в полость контейнера втулки с предварительным ее подогревом, установку заготовки во втулку и прессование, о т л и ч щ и и с я тем, что, с целью повышения качества изделий путем уменьшения тепловых потерь поверхностью заготовки, установку втулки производят одновременно с ее формированием сворачиванием листа из тугоплавкого металла толщиной, составляющей 0,001-0,01 диаметра полости контейнера, а подогрев ее осуществляют совместно с заготовкой до температуры деформации. Источники информации, принятые во внимание при экспертизе 1. Патент Японии 52-30752, № 50-108173, кл. 12С.2232, 1978 (прототип .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| Контейнер для горячего уплотнения порошков тугоплавких металлов | 1980 |
|
SU865532A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2659558C2 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| Способ прессования тугоплавких металлов | 1980 |
|
SU863049A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВОК ИЗ ХИМИЧЕСКИ АКТИВНЫХ ТУГОПЛАВКИХ МЕТАЛЛОВ IV И V ГРУПП ИЛИ СПЛАВОВ НА ИХ ОСНОВЕ ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2010 |
|
RU2457276C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЫХ ЗАГОТОВОК С НЕОКИСЛЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2009003C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |