Изобретение относится к производству полых заготовок с неокисленной внутренней поверхностью методами непрерывного литья и последующего прессования.
Известен технологический процесс получения горячепрессованных полых заготовок, который включает получение слитка литьем или методами порошковой металлургии, охлаждение, выполнение в слитке отверстия, нагрев, размещение в заготовке иглы, горячее прессование.
Известны разнообразные приемы изготовления отверстия в слитке, например сверление, прошивка.
Недостатками их являются повышенные отходы металла в стружку и повышенные энергозатраты.
Известен также прием получения полого слитка непосредственно литьем.
Однако, традиционные методы литья и прессования не могут обеспечить надлежащего качества поверхности полости в основном из-за окисления и образования окалины, что является причиной разрушения материала во время прессования. В связи с этим рекомендуется полость слитков подвергать проточке, что вызывает повышенные трудозатраты и отходы металла. Одним из приемов предотвращения окисления полости трубной заготовки при прессовании является подача инертного газа в полость слитка.
Так предложено перед прессованием заваривать передний конец полой заготовки и заполнять ее инертным газом, производить прессование, а затем заваривать и задний конец готовой трубы. После охлаждения трубы передняя и задняя пробки могут быть обрезаны.
Однако, этот процесс также сложен вследствие необходимости иметь устройства для подачи инертного газа и заварки труб на участке прессования.
Известен метод непрерывного литья заготовок, основанный на вытягивании полой заготовки из кристаллизатора вверх.
Из этих аналогов наиболее близок по совокупности признаков к изобретению способ, выбранный в качестве прототипа, включающий непрерывную отливку полой заготовки при периодической выдаче ее из кристаллизатора вверх, подачу заготовки на операцию деформации и деформацию. В качестве операции деформации предполагается прокатка. Способ прокатки обладает тем достоинством, что может осуществляться непрерывно, что соответствует и характеру метода непрерывного литья. Заготовку в этом случае не разрезают на мерные заготовки, а задают непосредственно после кристаллизации в валки прокатного стана, при этом для горячей деформации используют тепло остывающего слитка. Непрерывно-литую заготовку транспортируют при этом сначала наклонно, а затем переводят в горизонтальное положение и так прокатывают. Имеющийся при этом в полости инертный газ предотвращает окисление. Такая защита возможна именно потому, что заготовку не разрезают на мерные длины, полость остается постоянно закрытой и недоступной для воздушной среды.
Многие металлы и сплавы не могут быть продеформированы прокаткой из-за их низкой пластичности. Для деформации таких материалов применяют прессование. Дополнительными достоинствами этого процесса являются: возможность получения изделий чрезвычайно сложной конфигурации в поперечном сечении и легкость перехода с выпуска одного изделия на другой простой сменой матриц. Однако, прессование является циклическим процессом и требует применения относительно коротких заготовок. В способе по прототипу это приводит к необходимости резки непрерывно-литой заготовки. Если резку осуществлять в горячем состоянии с целью передачи не остывшей после литья заготовки на прессование, то в полость заготовки попадает воздух и происходит окисление. Если резку осуществлять после остывания заготовки, то окисление не происходит, но требуется дополнительный нагрев под прессование и меры по предотвращению окисления, но уже при нагреве и прессовании.
Таким образом несовершенством способа по прототипу являются недостаточно широкие технологические возможности.
Сущность предлагаемого технического решения заключается в следующем. В начале отливки перемещаемая вверх полая заготовка поступает к месту порезки с закрытым торцом, внутри ее имеет место безокислительная атмосфера. Перед отрезанием мерной части заготовки в конце зоны вторичного охлаждения ее пережимают по диаметру до закрытия полости и затем отрезают выше пережима, что позволяет до следующих пережима и резки не раскрывать полость отливаемой заготовки.
Отрезанную и пережатую заготовку подают на деформацию в вертикальном положении без поворота, сохраняя в ней безокислительную атмосферу, поскольку в нагретом состоянии она всегда легче воздуха и покинуть полость заготовки не может.
Отличие метода прессования от традиционного приема заключается в том, что его осуществляют снизу вверх, это позволяет сохранить защитную среду. Обычно прессование осуществляют либо вертикально снизу вверх, либо горизонтально, но такие режимы по упомянутой причине не могут быть использованы. Достоинством предлагаемой схемы является использование при прессовании инертного газа, применяемого при литье и использование тепла остывающей заготовки без ее повторного нагрева.
Для производства заготовок с чередующимися вдоль оси полостями в отверстие матрицы периодически вводят и выводят иглу, причем время t1 размещения иглы в отверстии матрицы и время t2 размещения иглы вне отверстия матрицы определяют соответственно по формулам t1 = l1/vi и t2 = = l2/vi, где l1 - длина полости в заготовке; l2 - длина участка заготовки сплошного сечения; vi - скорость перемещения отпрессованного участка заготовки.
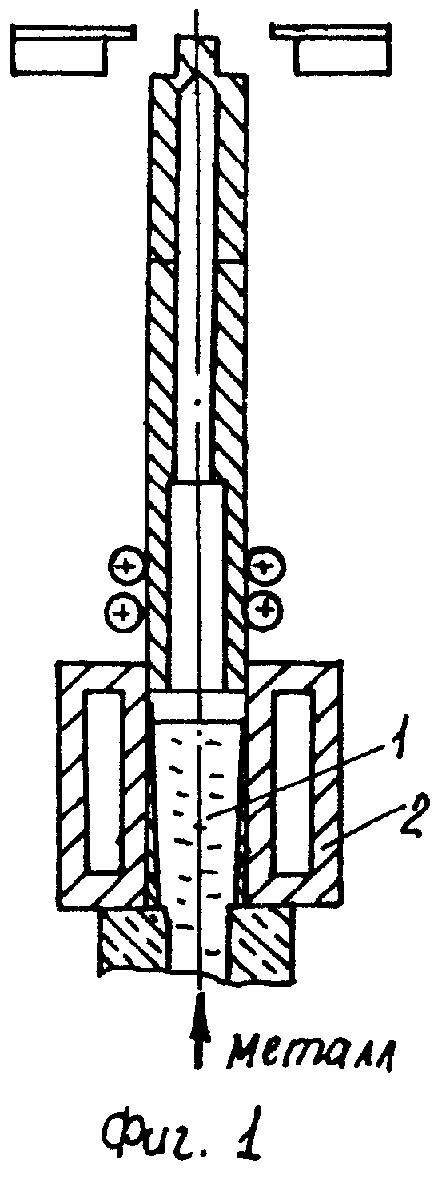
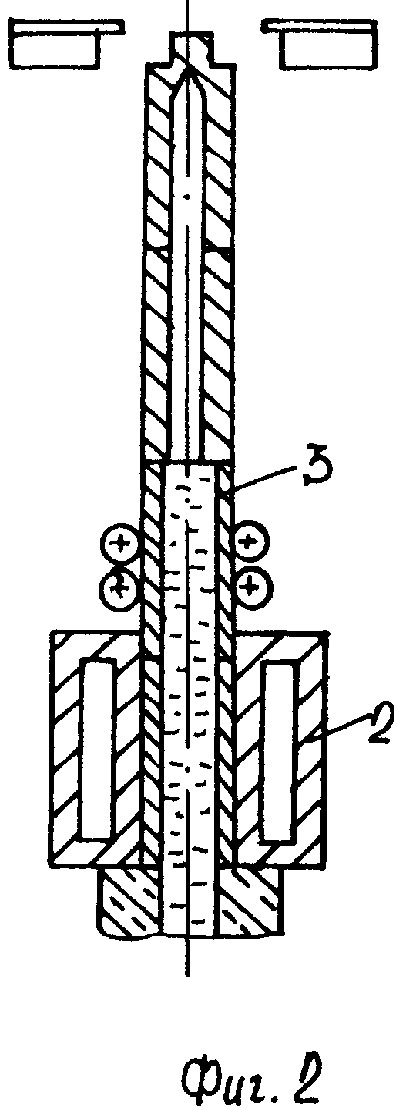
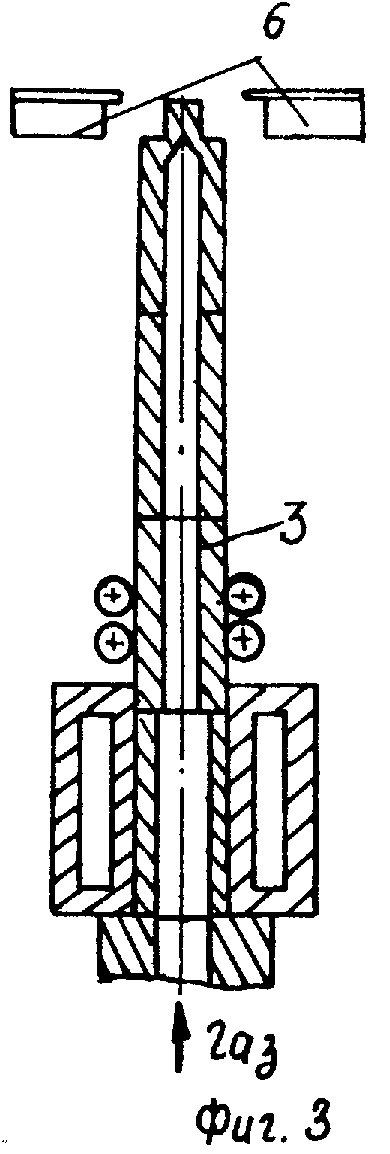
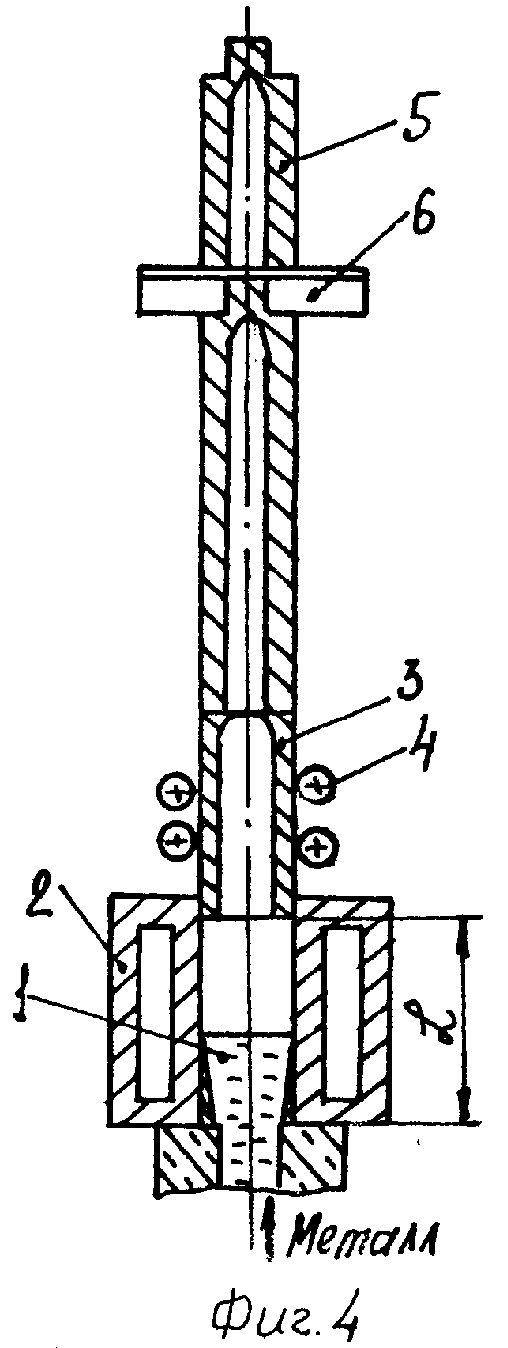
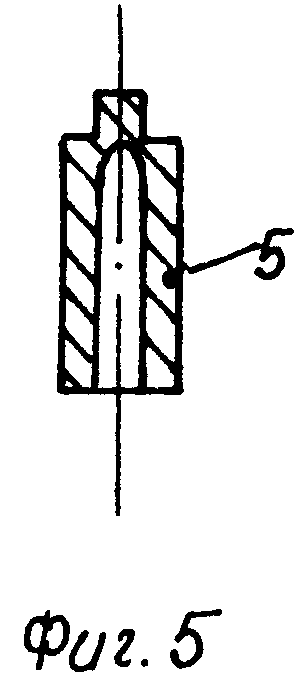
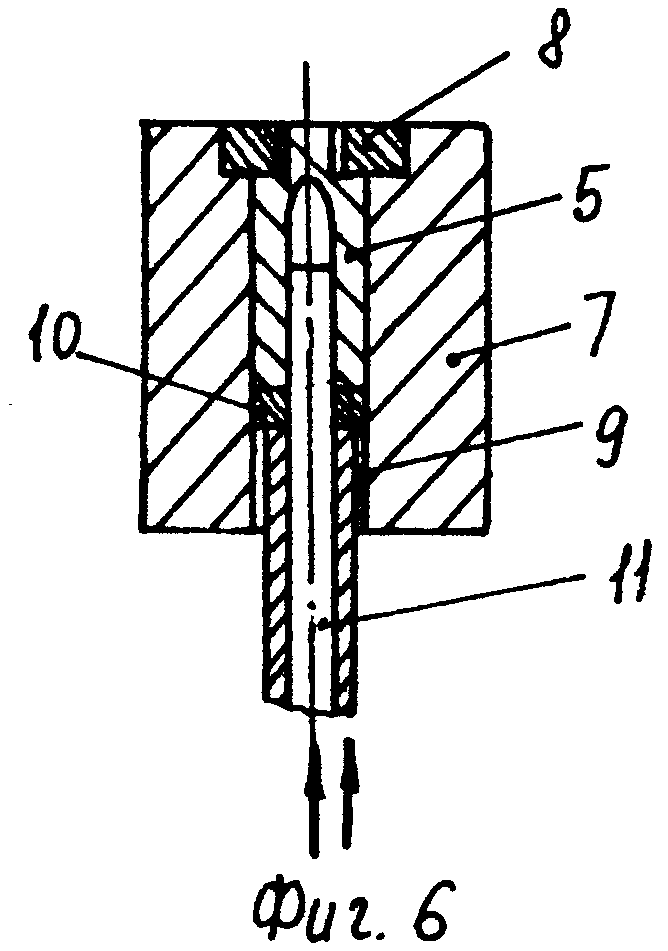
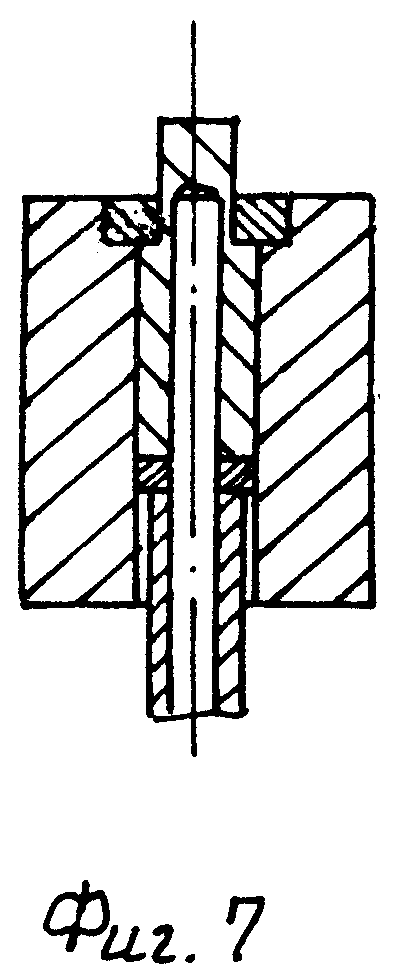
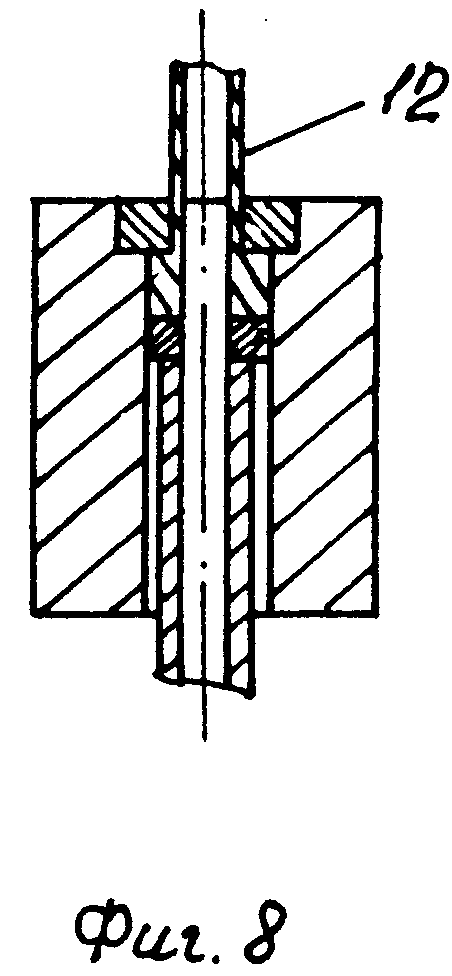
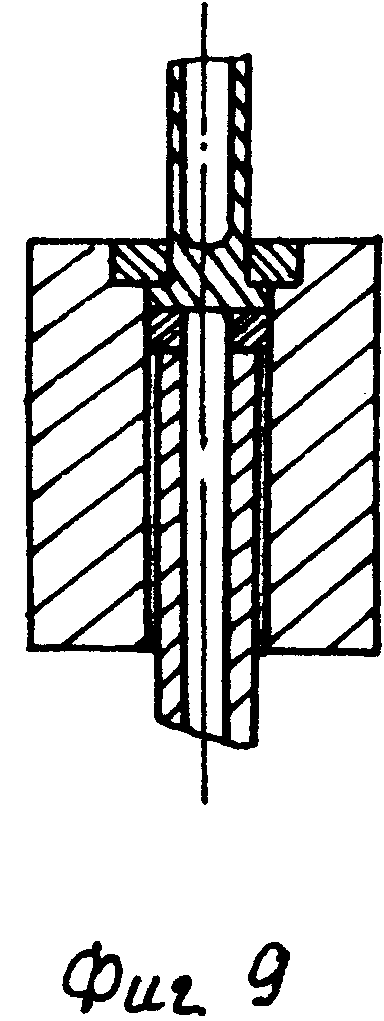
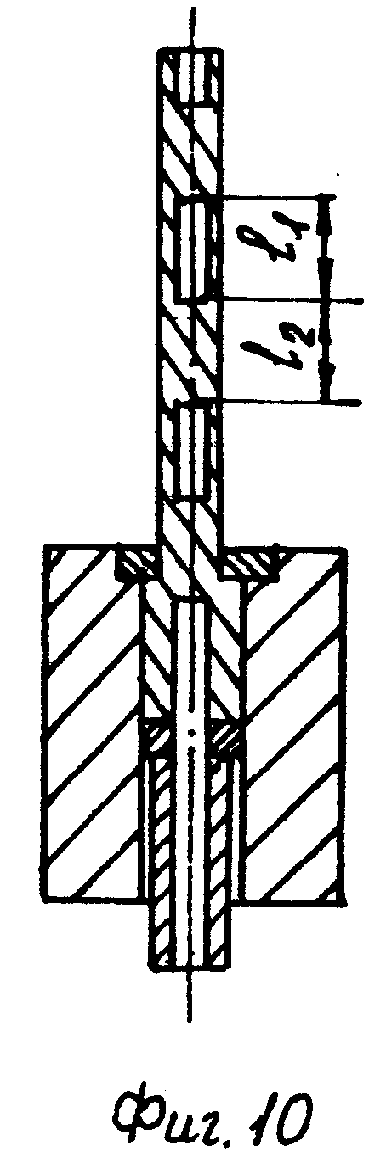
На фиг. 1 показана схема непрерывного литья полой заготовки в момент заполнения жидким металлом кристаллизатора; на фиг. 2 - то же, в момент кристаллизации очередного участка полой заготовки; на фиг. 3 - то же, после удаления металла из заготовки в момент подачи в полость инертного газа; на фиг. 4 - то же, в момент пережима полой заготовки и ее отрезки; на фиг. 5 - положение заготовки во время транспортировки к контейнеру пресса; на фиг. 6 - схема прессования заготовки в момент ввода в полость иглы и движения пуансона снизу вверх; на фиг. 7 - то же, в момент формирования передней пробки; на фиг. 8 - то же, в момент завершения прессования; на фиг. 9 - то же, в момент формирования задней пробки; на фиг. 10 - схема прессования в варианте получения изделия с чередующимися полостями.
В установившемся процессе способ осуществляется следующим образом.
Из герметичного металлоприемника за счет создания в нем давления газа жидкий металл 1 снизу подается в водоохлаждаемый кристаллизатор 2 (фиг. 1) и далее в ранее отлитую оболочку заготовки 3 (фиг. 2). До заданной толщины в кристаллизаторе 2 формируется первичный слой заготовки 3, а в ранее отлитой оболочке, предпочтительно на длине шага вытягивания, - вторичный (фиг. 2), после чего жидкий металл из заготовки 3 удаляется (фиг. 3), создаются условия для сообщения внутренней полости заготовки с безокислительной атмосферой и полая заготовка 3 механизмом 4 вытягивается из кристаллизатора 2 на установленный шаг вытягивания L (фиг. 4). По окончании цикла вытягивания заготовки 3 в кристаллизатор 2 и в ранее отлитую оболочку вновь подают жидкий металл 1, после чего верхняя часть 5 полой заготовки 3 на длине L шага вытягивания пережимается и отрезается ножницами 6 (фиг. 4). Если необходимо иметь мерную отрезаемую часть заготовки 5 по длине меньше, чем шаг L вытягивания ее из кристаллизатора 2, то в период вытягивания заготовки 3 из кристаллизатора 2 следует делать кратковременную (кратковременные) остановку (остановки) и в эту остановку осуществить порезку заготовки. Цикл литья и порезки заготовки повторяется. Получена заготовка, закрытая с верхней стороны пробкой, благодаря чему защитный газ не может покинуть полость (фиг. 4 и 5). Заготовка 5 (фиг. 5) без переворота транспортируется на операцию прессования.
Заготовку 5 (фиг. 6) помещают в контейнер 7 вертикального пресса закованным концом в сторону матрицы 8. Заготовка удерживается в контейнере пуансоном 9, снабженным пресс-шайбой 10, а в ее полость вводят иглу 11. Стрелами показано направление перемещения пуансона и иглы. Движением пуансона снизу вверх выпрессовывают переднюю пробку, а затем устанавливают иглу в полости расположения матрицы (фиг. 7), не перемещая иглу, движением пуансона выпрессовывают трубу 12 (фиг. 8), которая формируется между иглой и матрицей. Незадолго до конца прессования отводят из матрицы иглу и движением пуансона формируют заднюю пробку (фиг. 9). Таким образом полость заготовки в течение всего периода литься и деформации оказывается защищенной от окисления: во время литья транспортировки защитным газом, а после прессования передней и задней пробками. После охлаждения заготовки пробки могут быть отрезаны без опасности образования окислов.
Следует отметить, что защита от окисления особенно важна применительно к внутренней поверхности готовой трубы, поскольку внешняя поверхность в случае необходимости может быть улучшена известными приемами обработки, например зачисткой или обточкой. Обработка полости, особенно при больших длинах заготовок, чрезвычайно затруднительна, если и вообще невозможна.
Одним из вариантов получения продукции на прессовой установке является производство заготовок с чередующимися вдоль оси полостями. Для такого производства иглу в отверстии матрицы периодически вводят и выводят, что поясняется фиг. 10, где изображен момент выведения иглы из отверстия матрицы. В этом случае металл заполняет весь объем контейнера, прилегающий к матрице и через отверстие выпрессовывается сплошное, а не полое изделие. Время, в течение которого сформирован участок сплошного сечения длиной l2, зависит от скорости vi перемещения отпрессованного участка заготовки vi и определяется формулой t2 = l2/vi. Необходимость использования этого соотношения вытекает из того, что визуально определить длину сплошного участка не представляется возможным.
Соответственно время t1 размещения иглы в отверстии матрицы определяют по формуле t1 = l1/vi, в течение этого времени сформируется участок трубы с полостью длиной l1, как это показано на фиг. 8.
П р и м е р 1. По предлагаемому способу отливают полую стальную заготовку размера: внешним диаметром 200 мм и внутренним диаметром 50 мм, при периодической выдаче ее из кристаллизатора вверх. На длине 400 мм слиток подвергают пережиму с последующей отрезкой одним из известных приемов. Закованный участок имеет длину 50 мм. Заготовку перемещают в вертикальном положении без переворота в контейнер гидравлического пресса, в полость вводят иглу бутылочного типа диаметром на торце 20 мм. Движением пуансона осуществляют распрессовку слитка и выдавливают переднюю пробку, вводят иглу на уровне с матрицей диаметром 30 мм и выпрессовывают полую заготовку. На завершающей стадии отводят иглу и выпрессовывают заднюю пробку. Получают трубу, герметично закрытую со всех сторон с полостью, не подвергнутую окислению.
П р и м е р 2. Для тех же параметров процесса получают трубу с чередующимися полостями. После получения передней пробки в матрицу вводят иглу и задают скорость истечения металла 50 мм/с. Для получения длины полости 150 мм удерживают иглу в течение времени 150/50 = 3 с, после чего выводят иглу из отверстия матрицы. Для получения длины сплошного участка 250 мм удерживают иглу в этом положении в течение времени 250/50 = 5 с, после чего вновь вводят иглу в отверстие матрицы и цикл повторяют.
Технический результат от применения предлагаемого способа заключается в возможности производства полых заготовок с неокисленной внутренней поверхностью при совмещении процессов литья и прессования заготовок. По сравнению с традиционной схемой раздельного литья и прессования достигается экономия энергозатрат, расхода инертного газа. По сравнению со схемами совмещенных процессов литья и прокатки достигается расширение технологических возможностей вследствие расширения сортамента получаемых изделий и быстроты переналадки оборудования для выпуска новой продукции. (56) Авторское свидетельство СССР N 1583211, кл. B 22 D 11/00, 1990.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038913C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033886C1 |
| Устройство для безокислительного прессования полых заготовок | 1991 |
|
SU1834732A3 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК | 1993 |
|
RU2049569C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2100130C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133650C1 |
| АГРЕГАТ ПОСЛЕДОВАТЕЛЬНОЙ ПЛАВКИ И РАЗЛИВКИ МЕТАЛЛОВ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК НА ЭТОМ АГРЕГАТЕ | 1996 |
|
RU2100726C1 |
Способ включает непрерывную отливку полой заготовки при периодической выдаче ее из кристаллизатора вверх, подачу заготовки на операцию деформации и деформацию, при этом осуществляют операцию пережима заготовки после выхода ее из кристаллизатора и отрезают выше пережима. Последующую подачу на прессование осуществляют в вертикальном положении без переворота, прессование осуществляют снизу вверх. Благодаря этому сохраняют инертный газ внутри полой заготовки в течение всего процесса литья-деформации. Для производства заготовок с чередующимися полостями в отверстие матрицы периодически вводят и выводят иглу. При этом устанавливают время размещения t1 иглы в отверстии матрицы и время размещения t2 иглы вне отверстия матрицы в соответствии с формулами t1=l1/Vi, t2=l2/Vi, где l1 - длина полости в заготовке; l2 - длина участка заготовки сплошного сечения; Vi - скорость перемещения отпрессованного участка заготовки. 1 з. п. ф-лы, 10 ил.
t1 = l1 / vi,
t2 = l2 / vi,
где l1 - длина полости в заготовке;
l2 - длина участка заготовки сплошного сечения;
vi - скорость перемещения отпрессованного участка заготовки.
