Изобретение относится к изготов-лению клеесварных соединений, выполненных методами сварки плавлением.
Известно, что при изготовлении клеесварных соединений применяют метод сварки по пленочному клею, чем достигается возможность отверждения клеевого слоя в любом положении и исключается выделение летучих и неравномерность слоя клея по толщине 1 .
Недостатками метода сварки по клеевой пленке являются трудоемкостьпроцесса, необходимость усложнения режима сварки, высокое давление при отверждении.
Наиболее близким к предлагаемому изобретению является способ изготовления клеесварных соединений, выполняемых методами сварки плавлением, по которому детали сваривают, а затем после остывания деталейнаносят на сварные швы полимерные клеевые покрытия 21.
Недостатками известного способа ; являются сложность или невозможность применения клеев горячего отверждения, вследствие невозможности нагрева всего сварного соединения после сварки, растекание клея при нанесении
его на швы сложной геометрической формы и, как следсЁтие, нестабильность повышения циклических свойств сварных соединений.
Цель изобретения- - повышение циклической прочности сварных соединений.
Эта цель достигается тем,,что при изготовлении клеесварных соединений
10 металла клей наносят- в процессе сварки на участки кристаллизукнаегося сварного шва с температурой, составляющей 0,4-0,8 от величины температуры плавления металла соединяе15мых деталей.
После прохождения сварочной дуги в каком-то определенном месте происходит быстрое расплавление соединяемых деталей, а затем расплавлен20ный металл в этом месте начинает кристиллизоваться, а температура поверхности сварного шва при этом относительно медленно снижается. Например, при аргонодугово й сварке
25 вольфрамовым электродом на переменном токе деталей из aлюми иeвoгo сплава 1420 толщиной 1,5-2,5 мм снижение температуры от 560-520 до 100-200°С происходит за 7-15 мин.
30 За это время благодаря высокой температуре успевают в значительной степени пройти процессы полимеризации в тонком клеевом слое.
Технология изготовления клеесварных соединений из алюминиевого сплава 1420 толщиной 2 мм следующая.
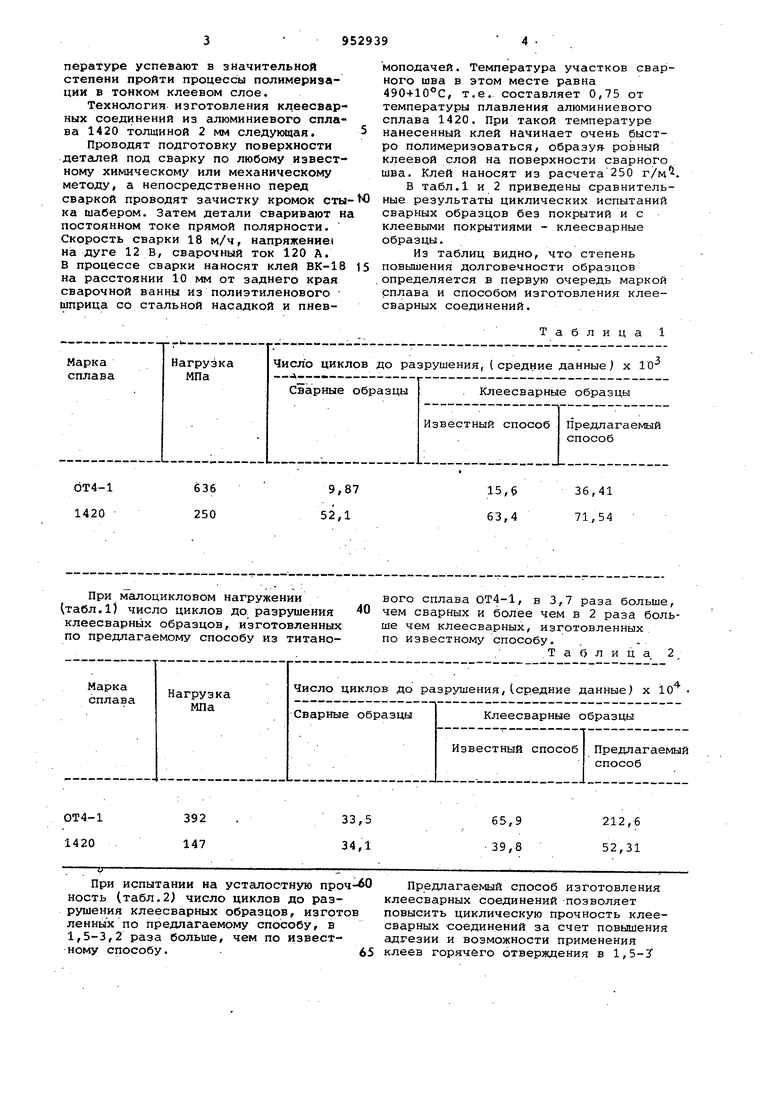
Проводят подготовку поверхности деталей под сварку по любому известному химическому или механическому методу, а непосредственно перед сваркой проводят зачистку кромок стыка шабером. Затем детали сваривают на постоянном токе прямой полярности. Скорость сварки 18 м/ч, напряжение на дуге 12 В, сварочный ток 120 А. В процессе сварки наносят клей ВК-18 на расстоянии 10 мм от заднего края сварочной ванны из полиэтиленового шприца со стальной насадкой и пневмоподачей. Температура участков сварного шва в этом месте равна 490+10°С, т.е. составляет 0,75 от температуры плавления алюминиевого сплава 1420. При такой температуре нанесенный клей начинает очень быстро полимеризоваться, образу ровный клеевой слой на поверхности сварного шва. Клей наносят из расчета 250 г/м В табл.1 и 2 приведены сравнительные результаты циклических испытаний сварных образцов без покрытий и с клеевыми покрытиями - клеесварные образцы.
Из таблиц В.ИДНО, что степень повышения долговечности образцов .определяется в первую очередь маркой сплава и способом изготовления клеесварных соединений.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРНЫЕ ШВЫ С ПОЛИМЕРНЫМ УПЛОТНИТЕЛЕМ | 2003 |
|
RU2325981C2 |
| Способ изготовления клеесварныхСОЕдиНЕНий | 1979 |
|
SU846171A1 |
| Способ получения клея | 1961 |
|
SU660385A1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Способ присоединения технологических элементов к трубопроводу,находящемуся под давлением | 1983 |
|
SU1199546A1 |
| Способ изготовления клеесварных соединений | 1973 |
|
SU471179A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПЛЕНОЧНЫХ ПОЛОТЕН ДЛЯ ПЕРЕНОСА ИЗОБРАЖЕНИЯ ИЛИ ЛАМИНИРОВАНИЯ | 2012 |
|
RU2606648C2 |
| Способ изготовления конструкций из защитных алюминиевых сплавов лазерной сваркой | 2017 |
|
RU2681071C1 |
| Способ сварки неплавящимся электродом со сквозным проплавлением | 1983 |
|
SU1123807A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ ЦИРКОНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2254216C2 |
636
9,87 52,1 250
При малоцикловом нагружении (табл.1) число циклов до. разрушения клеесварных образцов, изготовленных по предлагаемому способу из титаноПри испытании на усталостную проч- 0 ность (табл.2) число циклов до разрушения клеесварных образцов, изготов ленных по предлагаемому способу, в 1,5-3,2 раза больше, чем по известному способу.
36,41
15,6 63,4
вого сплава ОТ4-1, в 3,7 раза больше, чем сварных и более чем в 2 раза больше чем клеесварных, изготовленных по известному способу.
Таблица 2 65 Предлагаемый способ изготовления клеесварных соединений позволяет повысить циклическую прочность клеесварных соединений за счет повышения адгезии и возможности применения клеев горячего отверждения в 1,5-3
раза, а также открывает возможность для нанесения на сварные швы таких клеевых композиций, как пленочные или порошковые, которые при соприкосновении с нагретым швом мгновенно расплавляются и создают равномерный клеевой шов.
Формула изобретения
Способ изготовления клеесварных соединений металла путем сварки и с использованием клея, отличающийся тем, что, с целью повышеНИН циклической прочности сварных соединений, клей наносят в процессе сварки на участки кристаллизующегося сварного шва с температурой, составляющей 0,4-0,8 от величины температуры плавления металла соединяемых деталей,
Источники информации, принятые во внимание при экспертизе
