(5) СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ МНОГОПОЛЮСНЫХ
МАГНИТОВ ИчУСТРОЙСТВО для ЕГО ОСУЩЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомагнитной обработки литых постоянных магнитов | 1974 |
|
SU521323A1 |
| Способ термической обработки постоянных магнитов | 1989 |
|
SU1691406A1 |
| Способ изготовления литых постоянных магнитов с направленной структурой | 1982 |
|
SU1133028A1 |
| Устройство для получения литых многополюсных магнитов | 1987 |
|
SU1454570A1 |
| Комбинированная литейная форма для получения столбчатой структуры в изделиях из магнитотвердых материалов типа Al-Ni-Co-Ti-Fe | 2016 |
|
RU2635983C1 |
| Способ изготовления постоянных магнитов сложной формы из сплавов типа ЮНДК с направленной кристаллической структурой | 1982 |
|
SU1084312A1 |
| Способ термической обработки постоянных магнитов | 1982 |
|
SU1076464A1 |
| Способ изготовления литых постоянных магнитов | 1982 |
|
SU1054839A1 |
| СПОСОБ ЛИТЬЯ ПОСТОЯННЫХ МАГНИТОВ | 2007 |
|
RU2368458C2 |
| Устройство для термомагнитной обработки многополюсных магнитов статоров электрических машин | 1976 |
|
SU554562A1 |
1
Изобретение относится к технологии получения литых многополюсных постоянных магнитов из сплавов на основе железо - кобальт - никель - алюминий с радиальной кристаллической структурой в области полюсов и может быть использовано на предприятиях электротехнической промышленности для производства многополюсных магнитов.
Технология изготовления постоянных магнитов включает в себя заливку сплава в подогретую форму, изготовленную, например, по выплавляемой модели, термическую обработку, содержащую нагрев под закалку, закалку в магнитном поле и последующий многоступенчатый отпуск при 550-6504.
Известен способ литья трубчатых и кольцевых магнитов с направленной кристаллической структурой в нагретую литейную форму, снабженную индукционным нагревателем, а по оси
формы устанавливают водоохлаждаемый стержень, выполненный из секториальных призм и вкладыша, вытягиваемого в процессе отливки }.
Наиболее близкими техническими решениями к предлагаемому являются способ получения литых магнитов из сплава ЮНДК 2, по которому изготовляют заготовки магнитов направленной кристаллизацией с использовани10ем индукционного обогрева литейной формы, заливки в нее сплава при 1780°С и последующего охлаждения - . термообработки, а также устройство для получения литых многополюсных
15 магнитов, содержащее стопочную форму, размещенную в магнитной системе и холодильник .
Известные способ и устройство не позволяют получение многополюсных
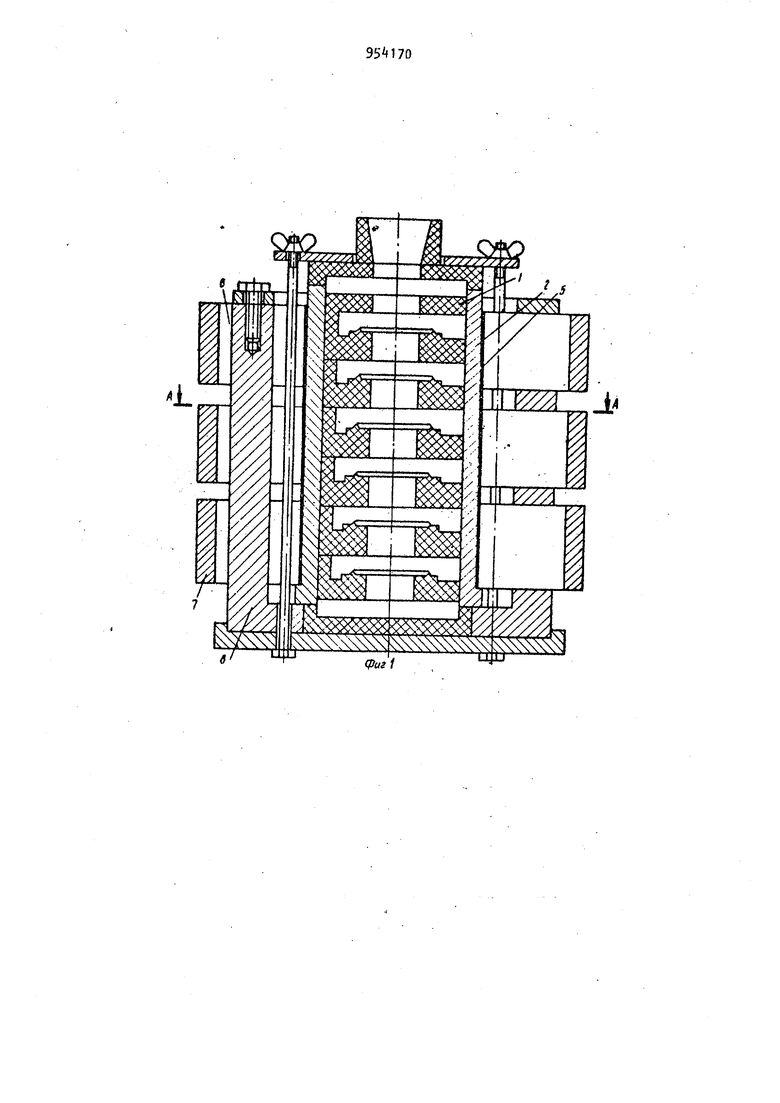
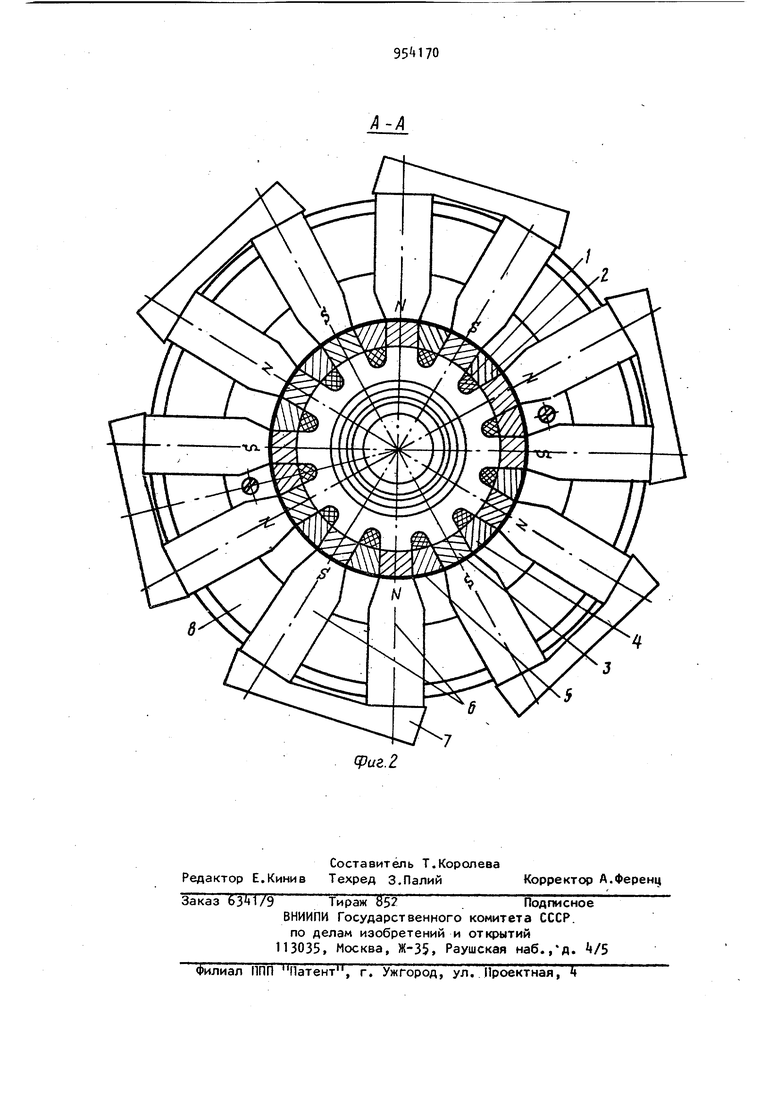
20 магнитов с радиально направленной кристаллической структурой в полюсах без разрезки и механической обработки между полюсами, а также требу39ют дополнительного нагрева литейной формы перед заливкой жидкого сплава и нагрева заготовок магнитов под тер мообработку, термического оборудования ДЛЯ проведения термомагнитной обработки-, и отпуска, а также не позволяют проведение кристаллизации сплава под действием постоянного поля. Цель изобретения - повышение магнитных характеристик, снижение себестоимости магнитов и повышение производительности. Поставленная цель достигается тем, что согласно способу получения литых многополюсных магнитов, преимущественно из сплава типа ЮНДК 2, с радиально направленной кристал лической структурой в полюсах, включающему заливку сплава при 17 0-1789 в литейную форму и последующее охлаждение - термообработку с воздействием постоянного магнитного поля, охлаждение до 950-900 С ведут со скоростью 100-150 С/мин, а дальнейшее охлаждение до 500-600°С со скоростью Ю-ТЗ С/мин. В устройство для получения литых многополюсных магнитов, содержащее стопочную форму, размеи енную в магнитной системе, и холодильник,, последний выполнен в виде полого цилиндра из вертикальных полос с чередованием слоев из магиитопроводящего материала и диамагнитного сплава, стопочная форма размещена внутри холодильника, а магнитная система выполнена в ,виде набора .постоянных магнитов, укрепленных ради ально в корпусе из немагнитного сплава и соединенных попарно магнитопроводами, причем торцы постоянных, магнитов расположены против вертикальных полос холодильника, выпол ненных из магнитопроводящего матери ала. Причем вертикальные полосы могут быть выполнены из стали ЗОХГСА и мельхиора МнМц 60-20-20, постоянные магниты - из сплава ЮНДК 35Т5, а ма нит опроводы - из стали 10Л, На фиг. 1 показано устройство для осуществления предлагаемого способа на фиг. 2 - разрез А-А на фиг. 1. Способ осуществляется с помощью
устройства, содержащего сухие литей-55 годаря теплоизоляции наружной его ныв формы 1, изготовленные из фор-поверхности скорость охлаждения MSI-
мовочного песка К01б (98%) и кре-нитов до 600-650 С резко снижается
пителя Ц ГУ (2%), сушка которых про- и составляет 10-25®С/мин, в дальней-: 04 изводится при , в течение мин (в зависимости от размеров формы) собраны в стопку и помещены в биметаллический холодильник 2, выполненный способом наплавки расплавленным присадочным сплавом НРПС, состоящий из чередующихся полос 3, выполненных из магнитопроводящего материала (сталь СТ. ЗОХГСА),и чередующихся полос , выполненных из диамагнитного сплава (мельхиор МнМц 60-20-20 ТУ 48-21-486-75) по числу полюсов изготавливаемого магнита с оболочкой 5 из теплоизоляционного материала, установленных в Mai- нитную систему, состоящую из набора полюсов постоянных магнитов 6, изготовленных из сплава ЮНДК 35Т5, соединенных попарно магнитопроводами 7, выполненныйи в виде пластин ИЗ стали Ст. ТОЛ и расположенных в корпусе 8 из немагнитного сплава. Нижняя плита, верхняя плита, стяжные болты с гайками,заливочная воронка позициями не обозначены Способ осуществляется с помощью устройства следующим образом. Заливка сплава производится при Г7бО+20°С через заливочную воронку. При заливке полости стопки сухих литейных форм 1, помещенных в полый биметаллический холодильник 2, начинается кристаллизация, которая в условиях перегретого сплава и температурного градиента сопровождается ростом кристаллов в полюсах, радиально направленных к центру, а действие постоянного магнитного поля усиливает направленность выпадающей при этом магнитной фазы по оси прохождения магнитной цепио Биметаллический холодильник 2, первоначально являясь теплоотборником, со скоростью 150-200 С/мин охлаждает сплав до 950-900°С, тем самым предотвращая о -ч-J -t-об превращение, отрицательно влиящее магнитные свойства, при этом холодильник за счет тепловой энергии жидкого сплава разогревается и накапливает запас тепла, необходимый для термообработки залитых магнитов. После выравнивания температуры биметаллического холодильника с залитыми в литейную форму магнитами блашем скорость охлаждения снижается еще больше и составляет 1-5 С/мин. Таким образом, режим охлаждения обеспечивает высокоэрцетивноео1 - -с1б+ +0iпревращение, причем скорость охлаждения обеспечивается массой биметаллического холодильника, составляющего 0,8-1,2 от массы залитых магнитов и асбестовой теплоизоляционной оболочки 3 толщиной. 2- мм, Закалка и отпуск магнитов происходит в литейной форме непосредственн после заливки с использованием тепловой энергии расплавленного магнит ного сплава. Способ получения литых многополюсьых магнитов обеспечивает повышение магнитных характеристик, снижение себестоимости магнитов и расхода электроэнергии, повышение производительности, так .как процессы кристаллизации, закалки и отпуска происходят непрерывно под действием постоянного магнитного поля без повторного нагрева магнитов под термообработку. Общий экономический эффект за год от внедрения предлага емого способа и устройства на одном типоразмере магнитов cocтaвиt на предприятии 10 тыс. руб Формула изобретения 1. Способ получения литых многополюсных магнитов, преимущественно из сплава типа ЮНДК 2k, с радиально направленной кристаллической структ рой в полюсах, включающий заливку .сплава при 17 0-1780 С в литейную форму и последующее охлаждение термообработку с воздействием постоянного магнитного поля, о т личающиися тем, что, с целью повышения магнитных характеристик, снижения себестоимости MSI- нитов и повышения производительности, охлаждение до 950-900 0 ведут со скоростью 100-150 С/мин, .а дальнейшее охлаждение до 500-600 С - со скоростью 10-15 с/мин. 2,Устройство для получения литых многополюсных магнитов, содержащее стопочную форму, размещенную в магнитной системе, и холодильник, о тличающееся тем, что, с целью повышения магнитных характеристик, снижения себестоимости магнитов и повышения производительности, холодильник выполнен в виде полого цилиндра из вертикальных полос с чередованием слоев и2( магнитопроводящего материала и диамагнитного сплава, стопочная форма размещена внутри холодильника, а магнитная система выполнена в виде набора постоянных магнитов, укрепленных радиально в корпусе из немагнитного сплава и соединениях попарно магнитопроводами, причем торцы постоянных магнитов расположены против вертикальных полос холодильника, выполненных из магнитопровсщящего материала. 3.Устрхэйство по По 2, отличающееся тем, что вертикальные полосы выполнены из стали ЗОХГСА и мельхиора МнМц 60-20-20, постоянные магниты - из сплава ЮНДК 35Т5, а магнитопроводы - из стали ЮЛ. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 198566, кл. В 22 D 27/Oi, 19б5. 2.Михеев НаИ„ и др Литые ма1- ниты из сплава ЮНДК 25А - Литейное производство, 1971, N 9. с, 3.
