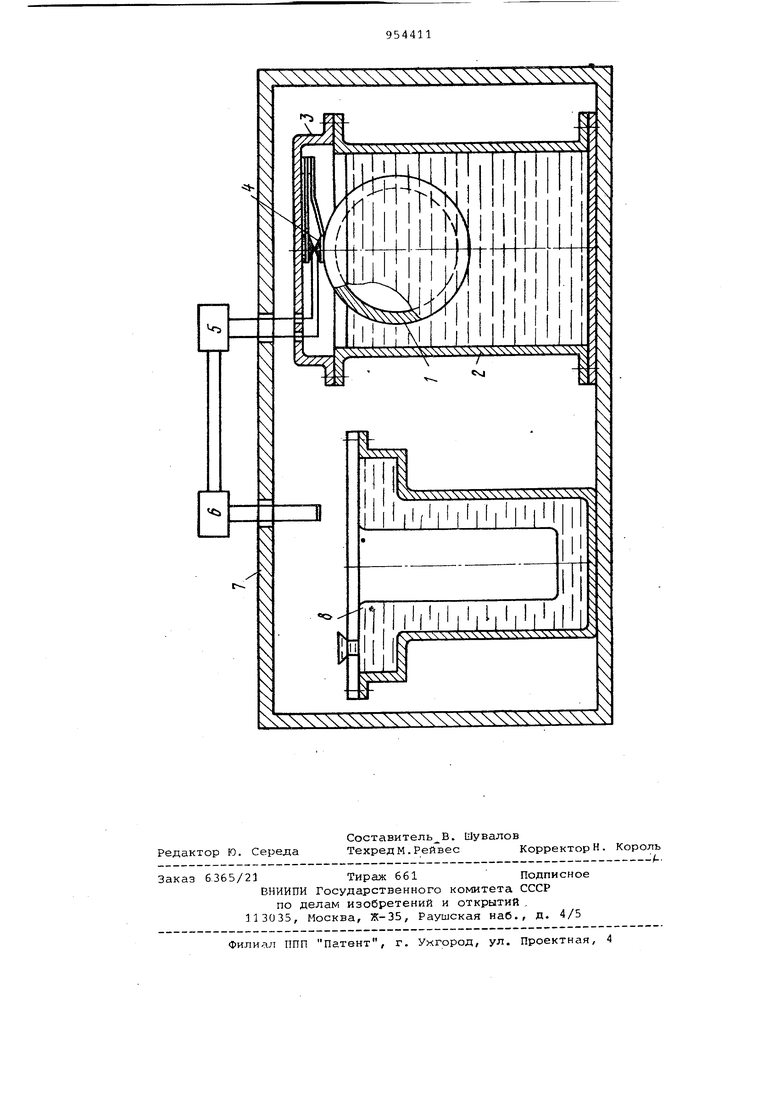
Цель изобретения - повышение точности определения момента перехода полимерного компаунда из жидкого сос тояния в гелеобраэное. Указанная цель достигается тем, что в способе контроля соответствия размеров полимерной модели размерам литейной формы по перемещениям поплавка, помещенного в полимерный компаунд, поплавок принудительно заглубляют в компаунд крышкой литейной формы, а момент перехода определяют по образованию зазора между крышкой jH поплавком. На чертеже изображено устройство для осуществления способна. Устройство состоит из поплавка 1, литейной формы 2 вспомогательной модели, крышки 3 с контактами 4, рел 5, программного задатчика б, печи 7 и основной модели 8. Устройство работает следующим образом. Полимерный компаунд заливается в литейную форму 2, поплавок 1 опускают в компаунд и принудительно заглубляют крышкой 3, при этом контакты 4 зa 4ыкaютcя . В процессе выдержки компаунда при постоянной температуре вязкость компаунда повЕлиается, происходит усадк полимерного материала, однако до тех пор, пока компаунд остается жидкост выталкивающая сила (сила Архимеда ); действующая на поплавок 1, удерживае контакты 4 замкнутыми. При переходе полимерного материа ла в гель поплавок 1 приклеивается полимеру, выталкивающая сила прекра щает действовать и при дальнейшем уменьшении объема модели вследствие усадки, контакты 4 размыкаются. При этом срабатывает реле 5, включающее программный задатчик б, повышающий с заданной скоростью температуру в печи 7, где находятся основная 8 и вспомогательная модели. При компенсации полимеризационной усадки модели температурным расширением поплавок 1 вновь замыкает контакты 4, реде 5 переключает программный задатчик 6, на поддержание постоянной температуры в печи 7. Далее процесс повторяется. Стабилизация температуры в печи 7 свидетельствует о прекращении усадки полимерного материала и о готовности модели. Внедрение предлагаемого способа контроля соответствия размеров полимерной модели размерам литейной форivsj уменьшит неравномерность величины усадки модели по ее объему, повысит качество моделей и снизит трудозатраты на их изготовление. Формула изобретения Способ контроля соответствия размеров полимерной модели размерам литейной формы по перемещениям поплавка, пометенного в полимерный компаунд, отличающийся тем, что, с целью повышения точности определения момента перехода полимерного компаунда из жидкого состояния в гелеобразное, поплавок принудительно заглубляют в компаунд крышкой литейной формы, а момент перехода определяют по образованию зазора между крышкой и поплавком. Источники информации, принятые во внимание при экспертизе 1.Обновленский П.А. и др. Основы автоматики и автоматизации химических производств. М., Химия, 1965, с. 163-165. 2.Авторское свидетельство СССР f 718471, кл. С 09 J 3/00, 1976 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления композитной фотоупругой модели и устройство для его осуществления | 1981 |
|
SU1006447A1 |
| Устройство для определения объемной усадки материала | 1985 |
|
SU1377571A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ И ПЛОТНОСТИ ЖИДКОСТИ | 2004 |
|
RU2273829C2 |
| МАЛОГАБАРИТНЫЙ ПРЕЦИЗИОННЫЙ НУЛЬ-ТЕРМОСТАТ | 2006 |
|
RU2331854C2 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Устройство реле газовое | 2024 |
|
RU2832241C1 |
| МНОГОКАНАЛЬНЫЙ НУЛЬ-ТЕРМОСТАТ | 2007 |
|
RU2338301C1 |
| Устройство для контроля и регулирования технологического процесса размораживания плазмы и клеток крови | 2019 |
|
RU2706682C1 |